



答:超声检测在压力容器无损检测中应用较广泛,超声检测有阴影法、共振法、脉冲反射法等。
1)把超声波脉冲从探头射入被检物,如果其内部有缺陷,则一部分入射的超声波在缺陷处被反射,利用探头能接受信号的声能,可以不必损坏被检物而检出缺陷的部位及其大小。这种检测方法叫作超声检测。
用于检测的超声波,频率为400~25MHz,其中用得最多的是1~5MHz的超声波。在金属检测中之所以使用高的频率是因为:a.指向性好,能形成窄的波束;b.波长短,小的缺陷也能够很好地反射;c.距离的分辨力好,缺陷的分辨率高。
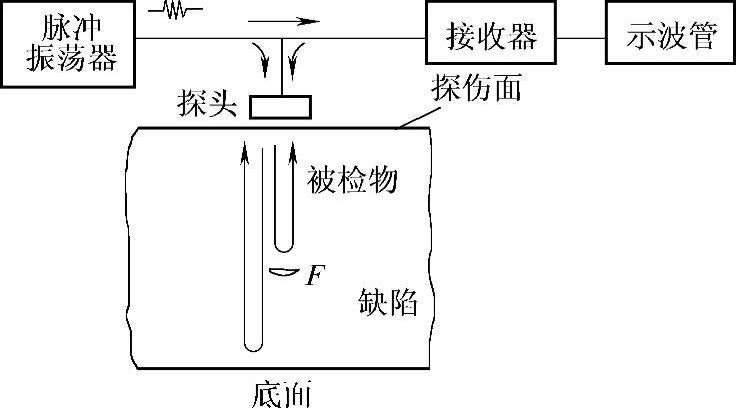
图6-13 脉冲反射法的原理
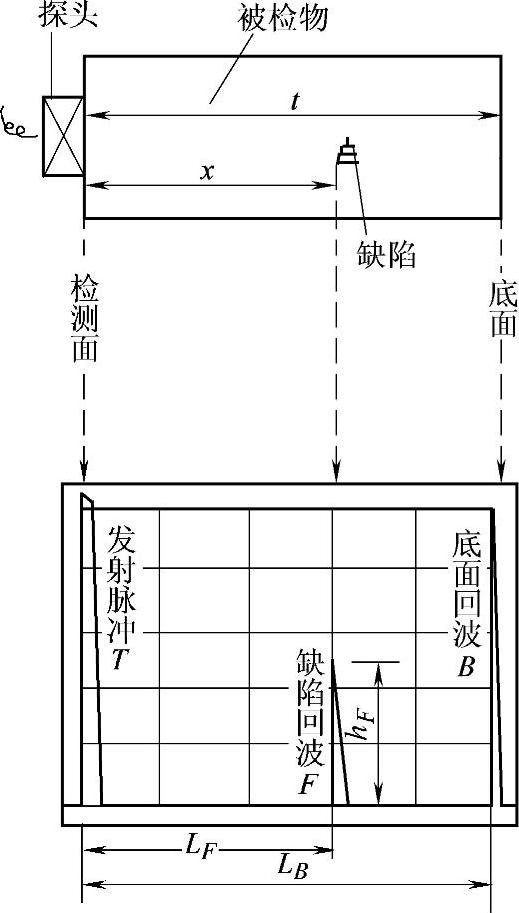
图6-14 超声检测图形的观察方法
2)在超声检测法中,目前应用最多的是脉冲反射法。它是应用回声原理来检测的,图6-13所示是脉冲反射法的原理。把脉冲振荡器发生的电压加到探头的压电晶片上,晶片因在厚度方向产生伸缩而发生机械振动,发出超声波脉冲;如果被检物是铁或铝的话,超声波就以600m/s左右的固定速度在内部传播。如果被检件内部有裂纹等缺陷,超声波脉冲的一部分就从缺陷处反射回到探头的晶片(叫作缺陷回波)。不碰到缺陷的超声波脉冲则在被检物底面反射回来(叫作底面回波)。因此,缺陷处反射的超声波先回到晶片,后回到晶片的是底面反射回来的超声波。回到晶片上的超声波使晶片发生振动,在晶片的两电极间就会产生频率与超声波相等,强度与超声波成正比的高频电压,高频电压通过接收器进入示波管。通常在超声检测中,使用一个探头,它既做发射又做接收。这样,进入接收器内的高频电压包括两部分:一部分是振荡器发生的高频电压,另一部分是回波转换的高频电压。因此,当在示波管横坐标上以脉冲振荡器的起振时间为基点,把辉点向右移动时,在示波管上可以得到如图6-14所示的波形图。在这个波形图上,就可以判断有无缺陷、缺陷的部位及其大小。缺陷的部位LF可以根据比例求出,缺陷的大小可根据回波高度hF来估计。当缺陷很大时,可以移动探头,按显示缺陷的延伸尺寸求出。
3)为了使超声波很好地传入被检物,探头与被检物表面之间应涂上耦合剂,被检物表面光滑时,可使用全损耗系统用油、合成糨糊和水做耦合剂;表面粗糙时,可使用甘油或者水玻璃做耦合剂。
4)超声探伤仪的检测灵敏度要用标准试块进行调整,把标准试块人工缺陷的回波高度调整到适当的高度,或者把被检物无缺陷部位的底面回波高度调整到适当的高度。两种方法各有所长,一般探测钢板和焊缝时使用前者,探测铸锻件时则两者都用。
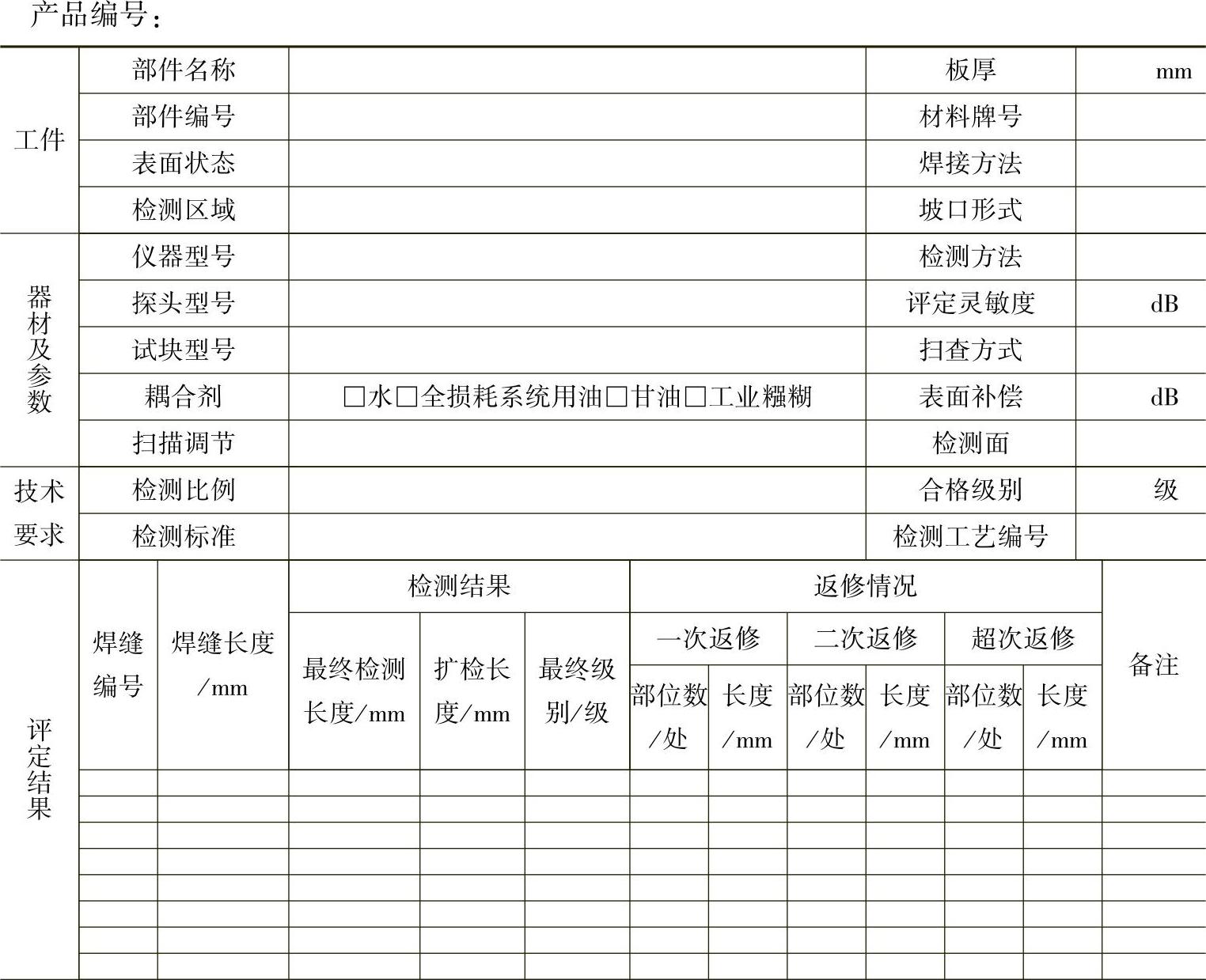
超声检测对于平面状的缺陷,不管其厚度如何薄,只要超声波是垂直地射向它时,就可以取得很高的缺陷回波。但另一方面,对球形缺陷,假如缺陷不是相当大,或者不是较密集的话,就不能得到足够的缺陷回波。因此,对钢板的层叠、分层和裂纹的检测分辨率是很高的,而对单个气孔的检测分辨率则很低。表6-38为焊缝超声检测报告,表6-39为钢板、锻件超声检测报告。(https://www.xing528.com)
表6-38 焊缝超声检测报告
(续)
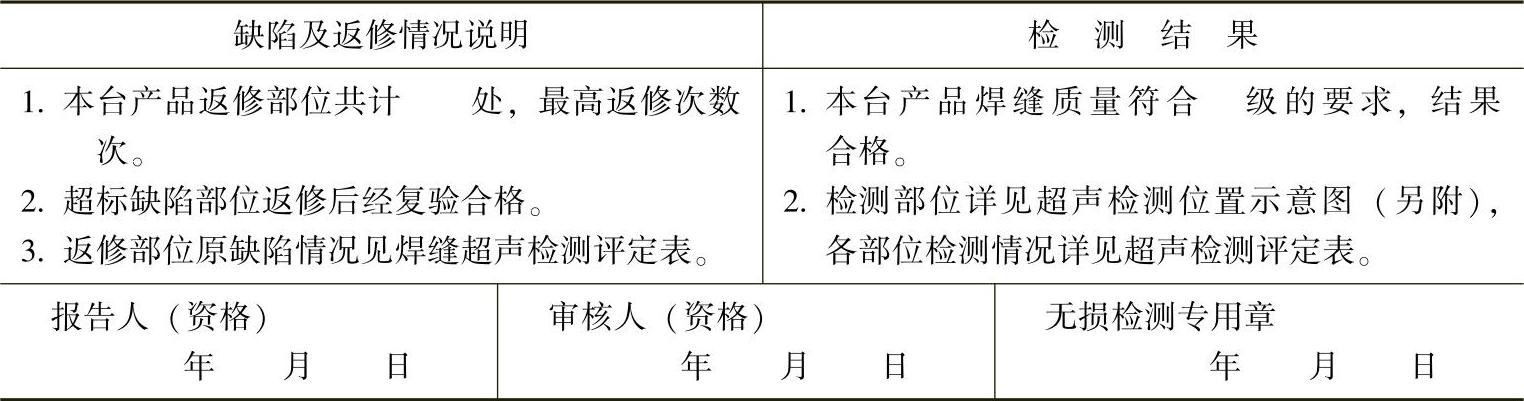
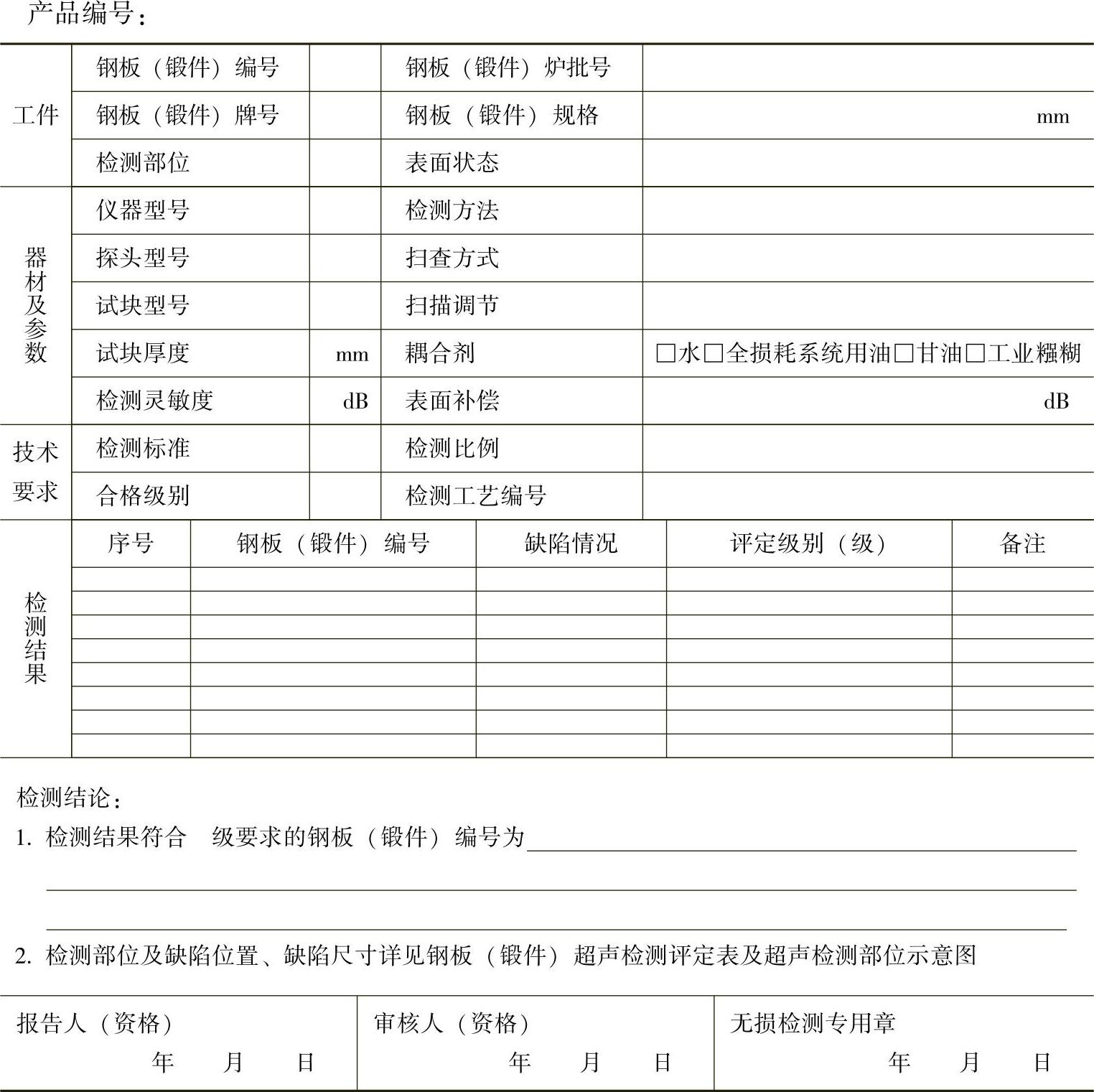
表6-39 钢板、锻件超声检测报告
5)超声检测适用于较于较厚工件(6~100mm)的对接焊缝,与X射线检测相比有更高的灵敏度,同时检验时间短,速度快,并对人体无害,如超声检测在压力容器一侧进行,则操作人员不必进入压力容器的内部,但是直径性较差,因此一般与X射线检测共同配合使用。当用超声波对焊缝进行检测时,要将焊缝表面的锈蚀、氧化层、油化及焊接时产生的飞溅物清除干净。
采用超声检测必须正确选择仪器在工作时的灵敏度,灵敏度过高容易造成误判,过低则易造成缺陷漏检。
6)超声测厚技术是利用超声波传播时在第一介质与第二介质的交界面产生的反射作用,使脉冲高频电振荡转变成脉冲声波,测量从发射到接收反射脉冲的间隔时间,由于间隔时间与材料厚度成正比;再加上一套放大转换系统,将传播的间隔时间变为材料厚度的数字显示出来,同时超声波在固体介质中传播有较好的指向性,能量损失也较少。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。