



答:[案例6-4]
1.压力容器水压试验存在的问题
1)缺乏水压试验专用工艺文件,导致水压试验的符合程度下降。
2)缺乏规定试验部件的摆放高度、摆放方位、摆放角度。
3)缺乏对水压试验辅助工具的规定要求。
4)缺乏对试验场地、环境规定要求。
2.推荐常用水压试验工艺
(1)简易的进水、排气方法
图6-7设备最高点的压力表连接管旁边,接一个支管和阀门,作为设备充水时的排气口。空气排放完了就会有水流出,通过一段软管将水引到排水地点而不会打湿试验设备,让水流一段时间后关闭排气阀门,就完成了充水排气工作。
(2)利用分气缸进行水压试验 分气缸的管座较多,每个管座分别进行充水排气比较麻烦,而且往往不能将空气排净。
如果将分气缸翻过来放置,情况就不一样了,如图6-8所示。由于下部排水管是插入式内平齐(或是骑座式)的,正好可以朝上作为排气口,而原来朝上的数个管座向下放置自然存不了空气。工艺文件中应该规定放置高度的范围,以便于试验检查。
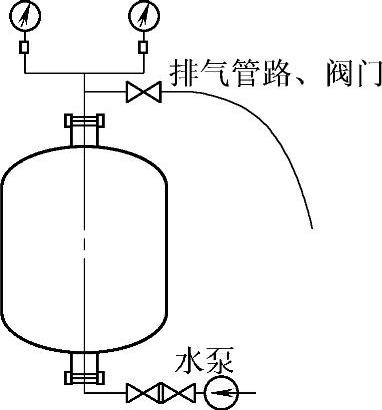
图6-7 最高点压力表连接管旁边接支管和阀门(https://www.xing528.com)
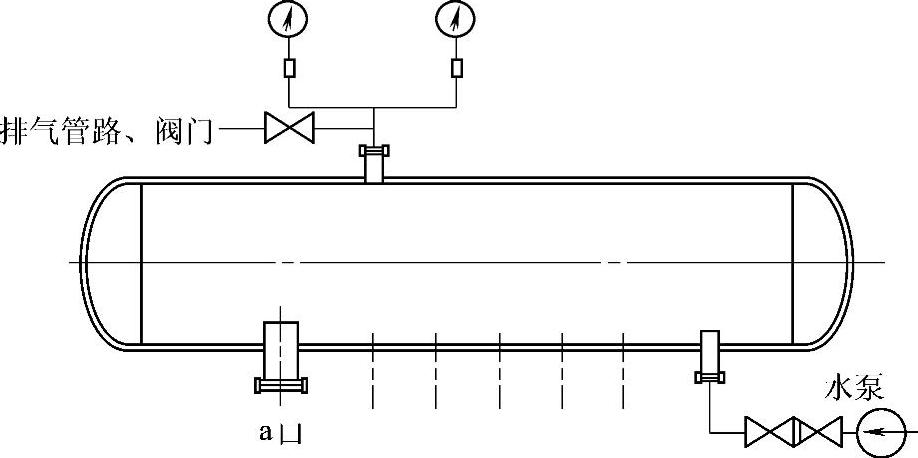
图6-8 分气缸翻过来放置
(3)有夹套压力容器进行水压试验常见夹层锅的1”角焊缝部位是很难排净空气的,如图6-9所示。如果可能的话,翻过来放置进行试验就解决问题了。如果由于产品过大、过重或稳定性等因素不能翻过来放置,则有必要在水压试验完成后,对1#焊缝部位参照气压试验的方式涂肥皂水进行检查。
(4)管板式换热压力容器进行水压试验有些管板式换热器某个回程的最上方没有可以排气的管口(或管口不在最上方),使得水压试验时不能排净空气,如图6-10所示。如果有可能将产品部件竖起来,把可以用来排气的管口朝上放置,问题就可以得到解决。如果不能够竖立放置,则要考虑其他的排气方式,如采用垂直充水法(竖置充水,水平试验)、插管排气法等方法,保证满足水压试验工艺文件规定要求。
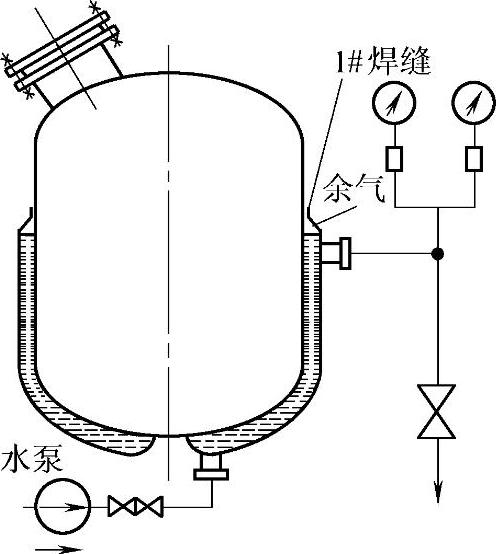
图6-9 1#角焊缝部位
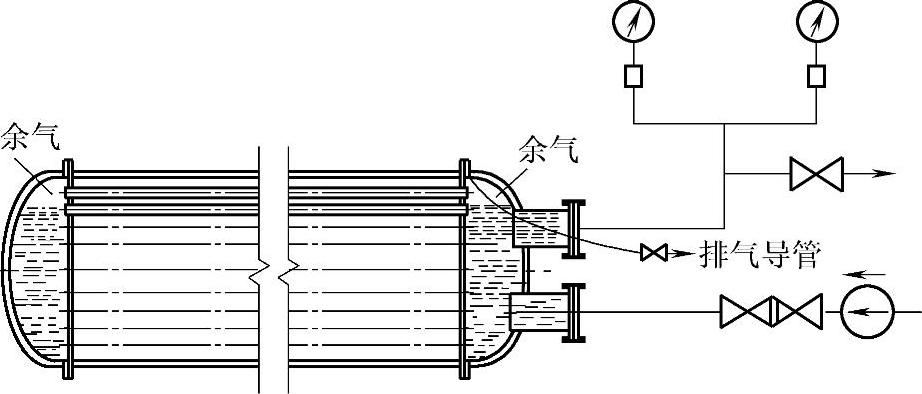
图6-10 最上方没有可以排气的管口
3.加强水压试验工艺管理
1)进一步规范水压试验操作及试验记录。
2)加强水压试验缺陷管理,对水压试验不合格部件或产品必须认真查找原因。元件材料渗漏,必须检查做出判断原因。焊缝渗漏应该准确标出缺陷部位、检查缺陷程度、分析缺陷原因。水压试验发现有残余变形,必须进一步检查、分析原因。采用焊接方法修理时,严禁带水、带压进行焊接。
3)做好水压试验善后处理。水压试验结束后,应按工艺规定的降压速度进行降压。检查试验辅助工具是否完好,分别放回原规定的存放处。在水压试验产品或部件上标志合格的标记。及时进行水压试验后的干燥防腐等处理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。