



答:为了规范压力容器产品监督检验工作,根据TSG 21—2016《固定式压力容器安全技术监察规程》要求,某省市按照压力容器产品安全性能监督检验实际情况开展工作。
1.压力容器
(1)适用范围 适用于除气瓶以外压力容器的安全性能的监督检验。
(2)监检内容
1)对压力容器制造过程中涉及产品安全性能的项目进行监督检验。
2)对受检企业质量体系运转情况进行监督检查。
(3)监检项目和方法
1)图样资料:a.检查压力容器设计单位的设计资格印章,确认资格有效;b.审查压力容器制造和检验标准的有效性;c.审查设计变更(含材料代用)手续。
2)材料:审查材料质量证明书、材料复检报告。
3)焊接:a.审查焊接工艺评定及记录,确认产品施焊所采用的焊接工艺符合相关标准、规范;b.确认焊接试板数量及制作方法。
4)外观和几何尺寸:检查并记录。
5)无损检测:a.检查布片(排版)图和检测报告,核实检测比例和位置,对局部检测产品的返修焊缝,应检查扩检情况;对超声检测和表面检测,除审查报告外,监检人员还应不定期到现场对产品进行实地监检;b.抽查底片,抽查数量不少于设备检测比例的30%,且不少于10张(少于10张的全部检查),检查部位应包括T形焊缝、可疑部位及返修片。
6)热处理:耐压试验、安全附件、气密性试验应当符合有关规范、标准及设计图样的要求。
7)出厂技术资料:a.审查出厂技术资料;b.检查铭牌内容应符合有关规定,在铭牌上打监检钢印。
8)监检资料。经监检合格的产品,监检人员应当根据“压力容器产品安全性能监督检验项目表”的要求及时汇总、审核见证资料,并由监检单位出具“监检证书”。
2.非金属压力容器
(1)适用范围 适用于玻璃钢和石墨容器产品的安全性能的监督检验。
(2)监检内容
1)对非金属容器产品制造过程中涉及产品安全性能的项目进行监督检查。
2)对受检企业质量体系运转情况进行监督检查。
(3)监检项目和方法
1)图样资料:a.检查压力容器设计单位的设计资格印章,确认资格有效;b.审查压力容器制造和检验标准的有效性;c.审查设计变更(含材料代用)手续。
2)材料:审查主体材料质量证明书。
3)工艺评定:a.审查玻璃钢产品工艺评定;b.审查石墨产品合格材料规范(CMS)评定和合格黏结剂规范(CCS)评定;对于浸渍不透性石墨产品,审查石墨浸渍工艺评定和黏接工艺评定;c.审查产品试板性能报告,确认试验结果;d.玻璃钢手工操作工或石墨黏接操作工,应具备相应的资格证书。
4)外观和几何尺寸:检查并记录。
5)耐压试验、安全附件、出厂资料、产品铭牌应当符合有关规范、标准及设计图样的要求。
3.医用氧舱
(1)适用范围 适用于工作压力≤0.3MPa的各种医用氧舱。
(2)监检内容
1)对医用氧舱制造和安装过程中涉及安全性能的项目进行监检。包括制造过程监检和安装过程监检。
2)对医用氧舱制造企业质量管理体系运转情况进行监督检验。
(3)监检项目(https://www.xing528.com)
1)设计图样及相关资料:a.审查舱体设计图样和主要系统设计图样已按规定审批,图样上应有设计审批印章,确认资格有效;b.审查设计图样中所选用的制造、安装和检验标准的有效性;c.检查氧舱配套压力容器的合格证、质量证明书、竣工图和监检证书;d.检查现场调试报告内容的齐全与正确性,各项性能应符合标准、规范的要求;e.检查安装监检现场施工记录,包括系统气密性试验记录,供、排氧和供、排气管路清洗记录,供氧、排氧气管路脱脂记录,焊接和无损检测记录。
2)材料:a.检查舱体及主要受压元件材料(包括板材、供气、供氧、排氧管材)质量证明书;b.检查观察窗、照明窗和观察窗有机玻璃材料质量证明书,材料不得有明显划伤和机械损伤,不得有老化“银纹”;c.检查舱内装饰所用材料,应符合GB/T12130—2005《医用空气加压氧舱》或相关氧舱标准的有关规定。
3)制造与检验:a.审查氧舱焊接工艺评定;b.抽查焊工钢印及施焊焊工资格;c.检查焊接接头表面质量,重点检查观察窗与筒体、递物筒与筒体、舱门门框与封头连接处角焊缝;d.检查布片(排版)图和检测报告,核实检测比例、位置和评定结果。
4)舱内设施:a.检查快开式外开门结构的递物筒、舱门,是否设置了安全联锁装置;b.检查设有电动机构或气动机构传动的外开式舱门结构的手动操作机构,应当在规定时间内开启舱门;c.当电器进舱时,检查舱内导线接头连接情况及是否便于检验和修理;d.检查测氧舱内采氧口的位置是否设置在舱室中部,且出口伸出装饰板外;e.检查应急排气装置的标志及其灵敏可靠性;f.检查氧气加压舱舱内是否设有静电导除装置。
5)电气和通信:a.确认氧舱照明采用冷光源、外照明,并备有应急照明系统,氧舱供电中断时,应急照明系统自动开启;b.检查氧舱控制台与舱室之间的通信对讲装置,且通话应清晰;c.检查舱体及其他设备壳体接地装置电阻及连接情况;d.检查空调装置的电动机及控制装置是否设在舱外;e.检查对地漏电流。
6)供、排气和供、排氧系统:a.检查控制台上测氧仪声、光报警功能;采用电化学原理测氧的,应检查氧电极是否在有效期内;b.检查舱内排氧管路材质及排氧管与舱内连通情况;c.气密性试验时,检查舱室的泄漏率;d.检查氧气汇流装置高压部分控制阀门、氧气瓶连接处的防错装置和警示标志。
7)热处理、安全附件、舱内消防设施、产品铭牌应当符合有关规定、标准要求。
(4)监检方法
1)医用氧舱制造和安装监检,均使用“医用氧舱安全性能监督检验项目表”,能够在氧舱制造单位所在地监检的项目,应在制造过程中监检。
2)除本规则规定制造和安装过程均需监检的项目外,经制造过程监检合格的项目,在安装监检中,不得重复监检。
3)承担制造过程监检的单位,对监检合格的项目签字确认,并出具“制造过程监检证书”;承担氧舱安装过程监检的单位,对监检合格的项目签字确认,出具“监检证书”,并在产品铭牌上打监检标志。
4.压力容器产品安全性能监督检验项目表
表6-4为压力容器产品安全性能监督检验项目表、表6-5为气瓶产品安全性能监督检验项目表、表6-6为玻璃钢制压力容器安全性能监督检验项目表、表6-7为石墨制压力容器安全性能监督检验项目表、表6-8为医用氧舱安全性能监督检验项目表。
表6-4 压力容器产品安全性能监督检验项目表
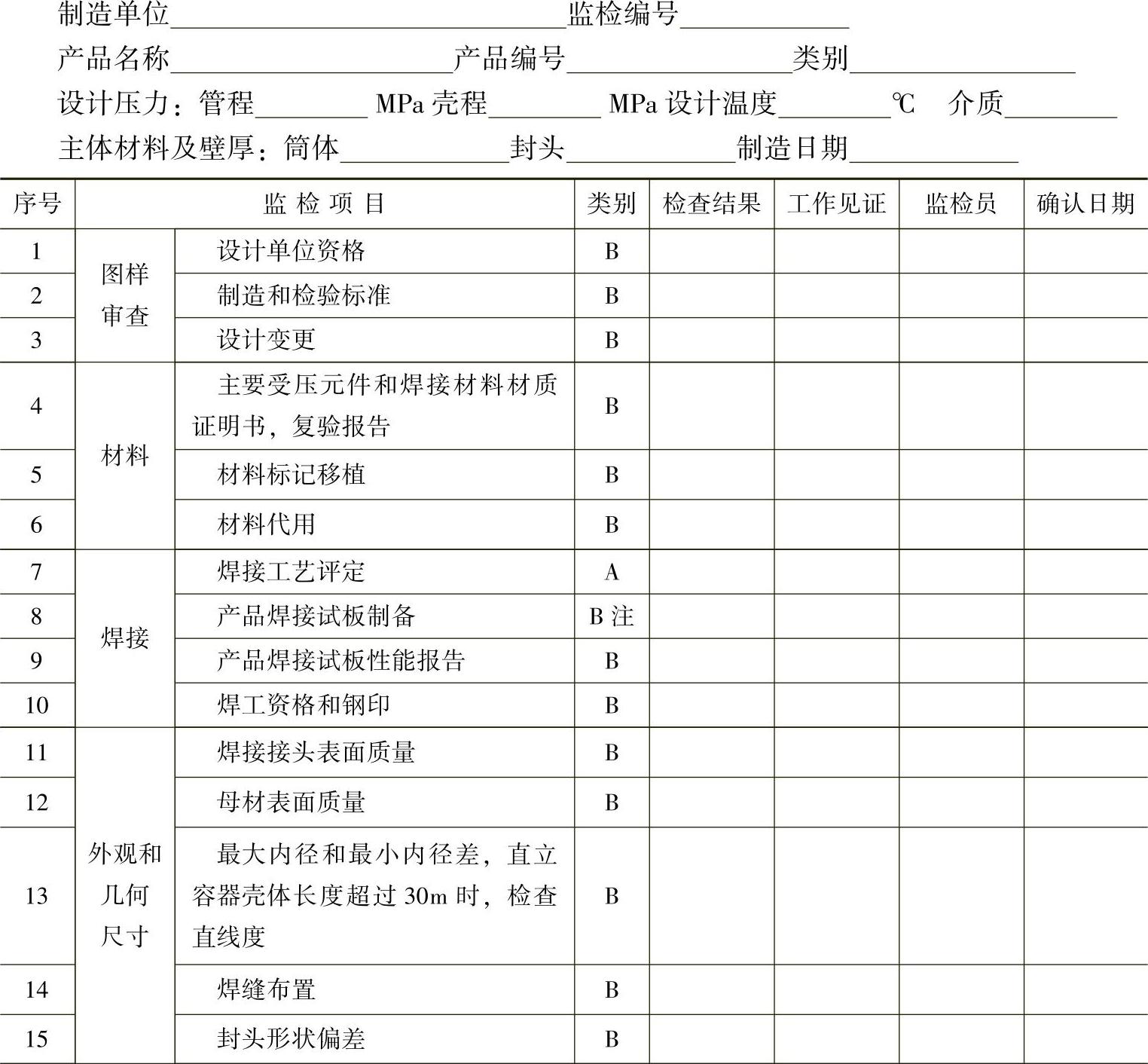
(续)
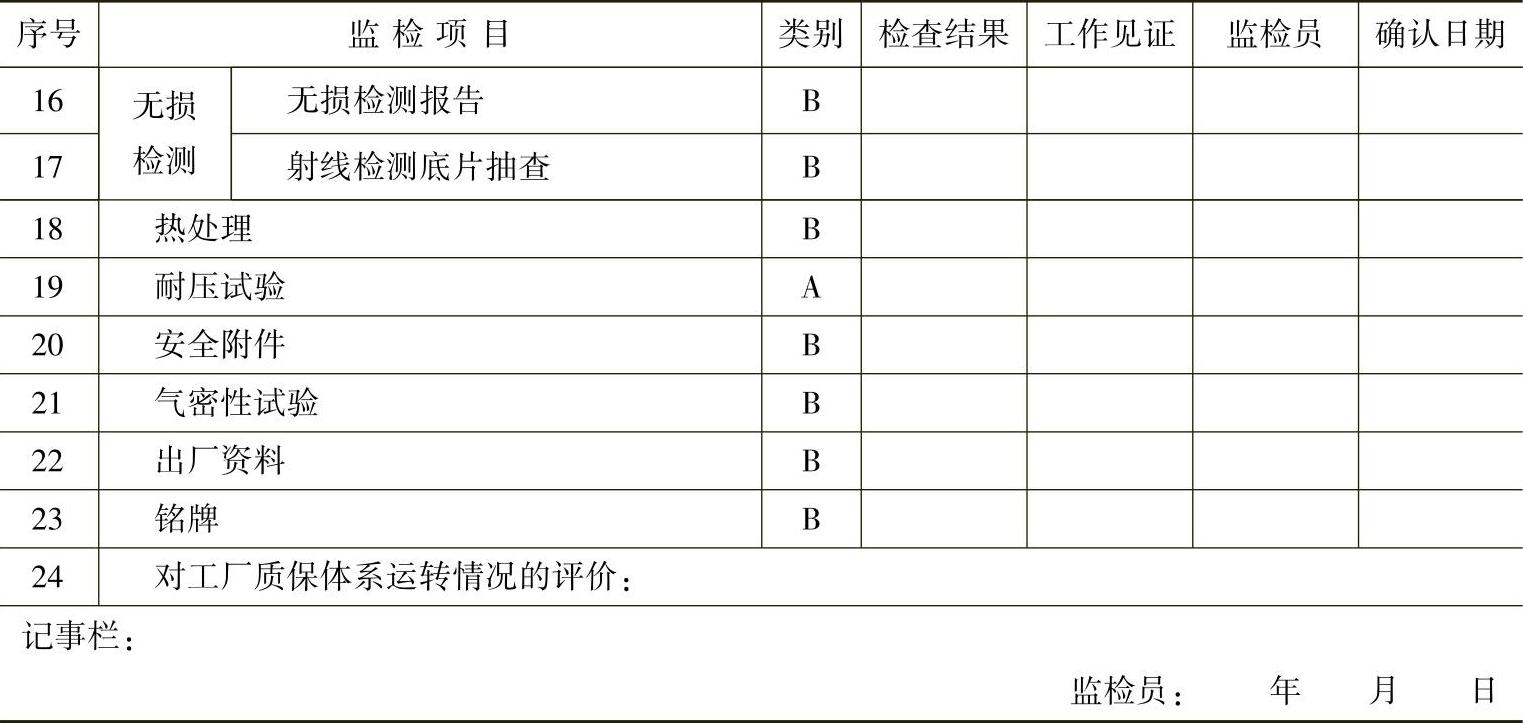
注:该项目可按A类项目监检,亦可按B类项目监检。若按A类项目监检,则必须在产品焊接试板与筒节分割前,经监检确认,并在产品焊接试板上打监检钢印;若按B类项目监检,则必须有产品焊接试板与筒节纵向接头连接部位的射线检测底片。
表6-5 气瓶产品安全性能监督检验项目表
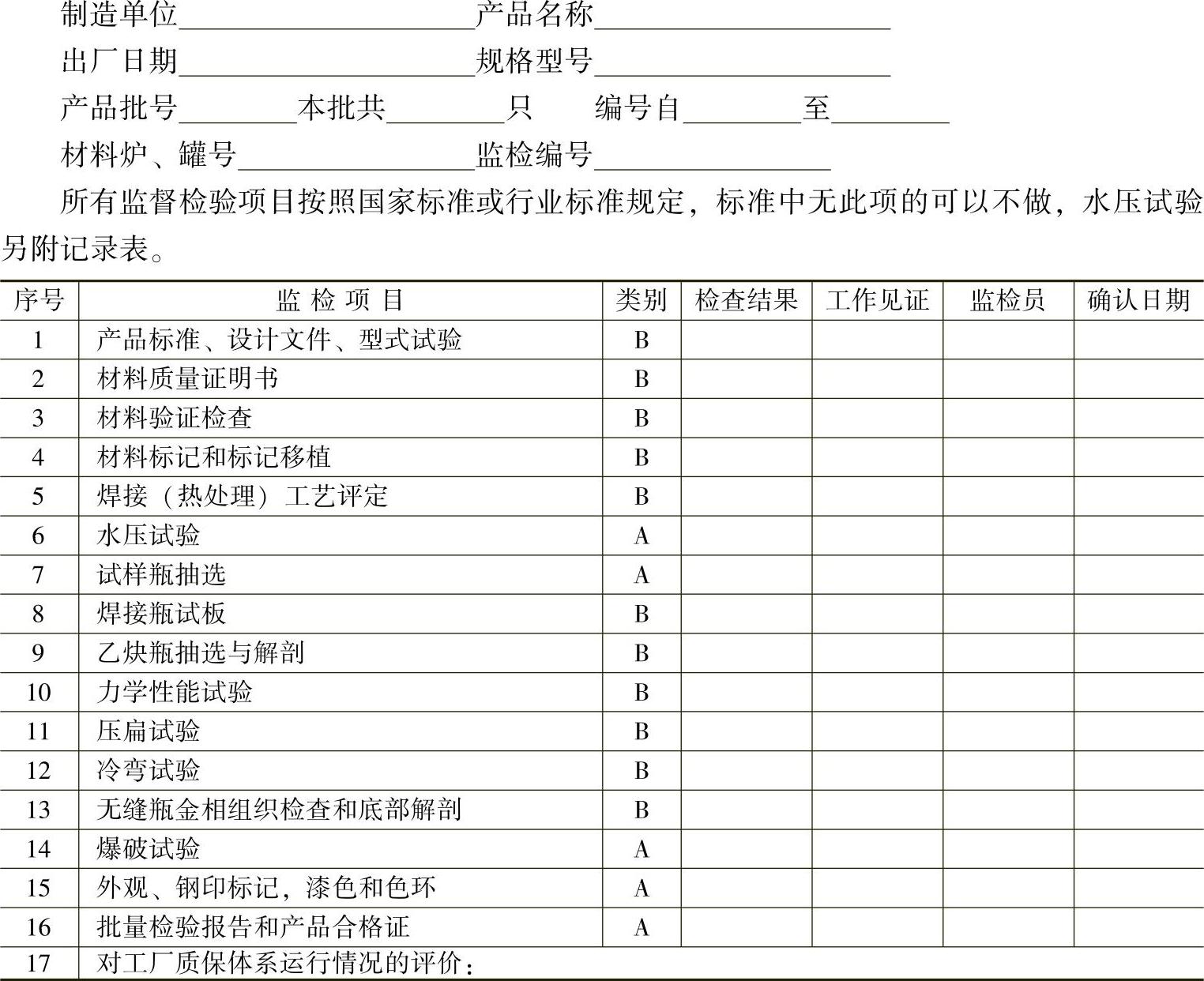
表6-6 玻璃钢制压力容器安全性能监督检验项目表
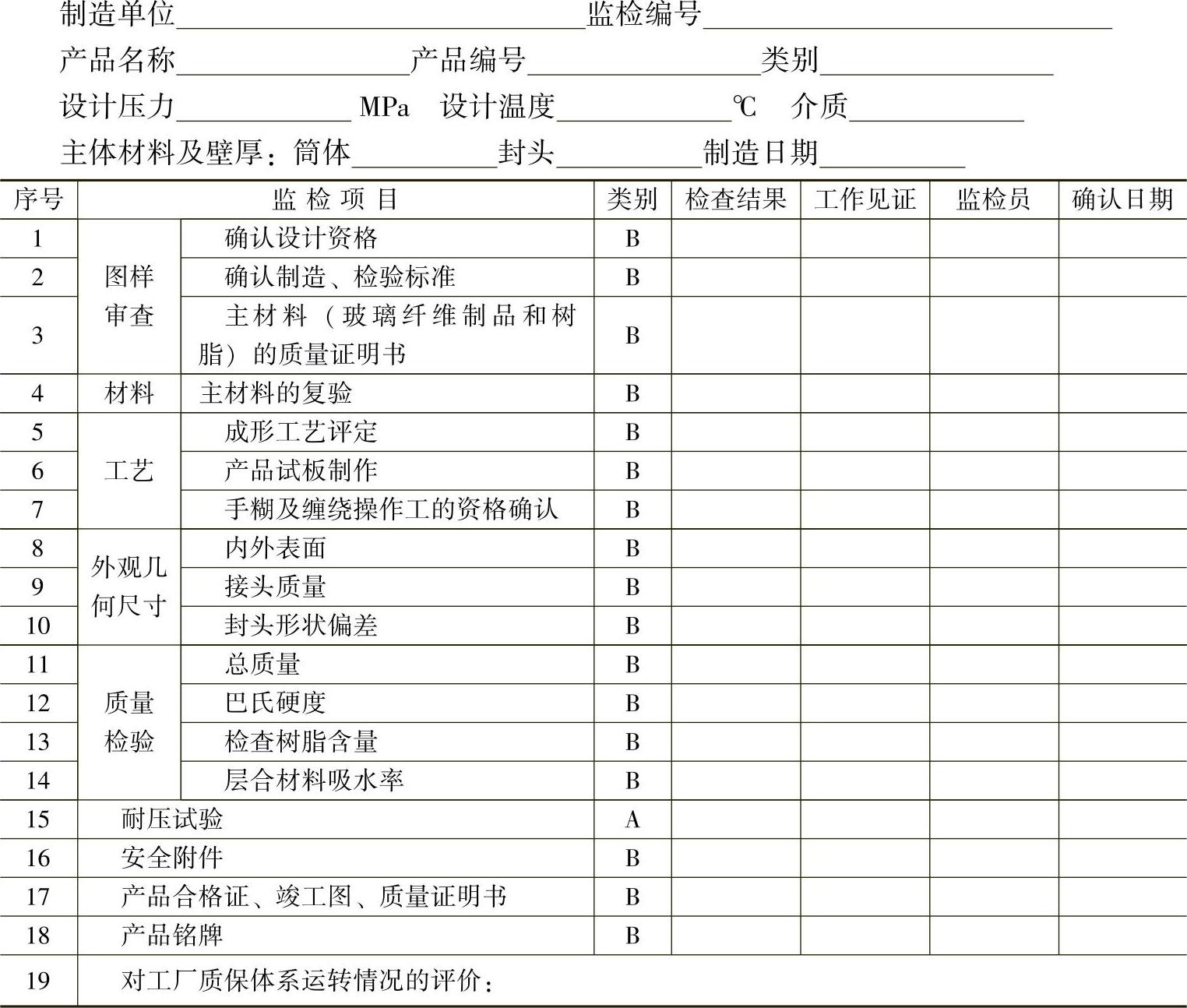
表6-7 石墨制压力容器安全性能监督检验项目表
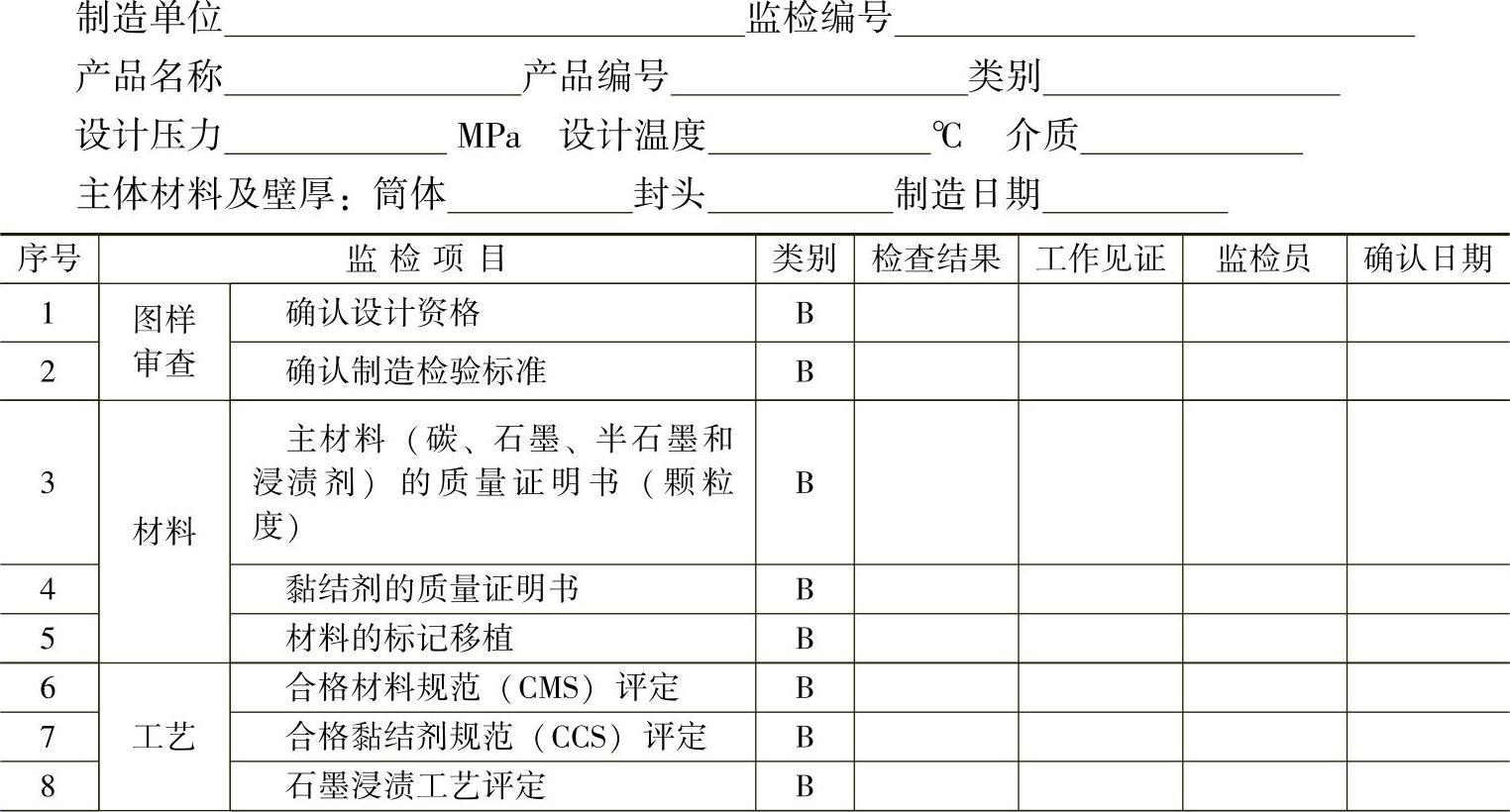
(续)
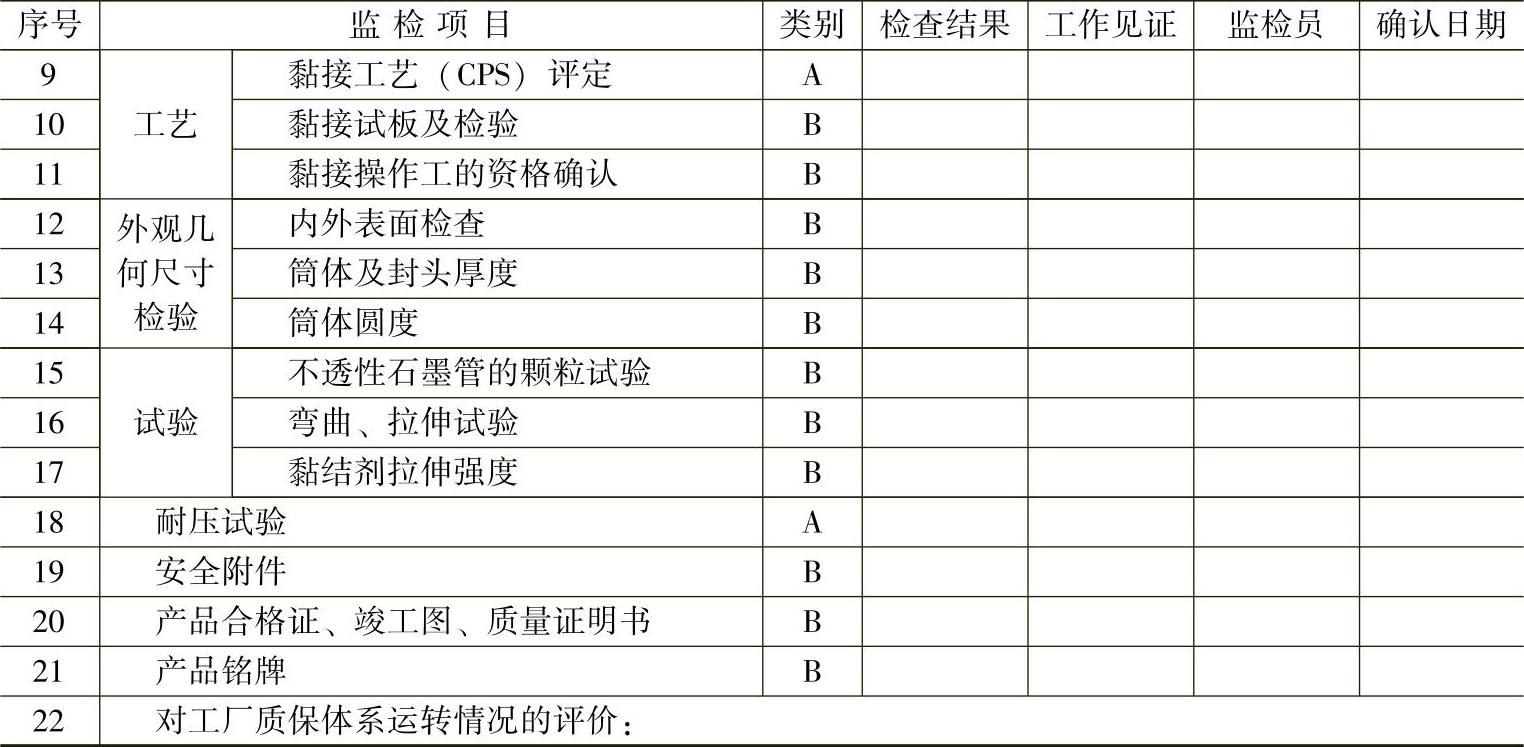
表6-8 医用氧舱安全性能监督检验项目表
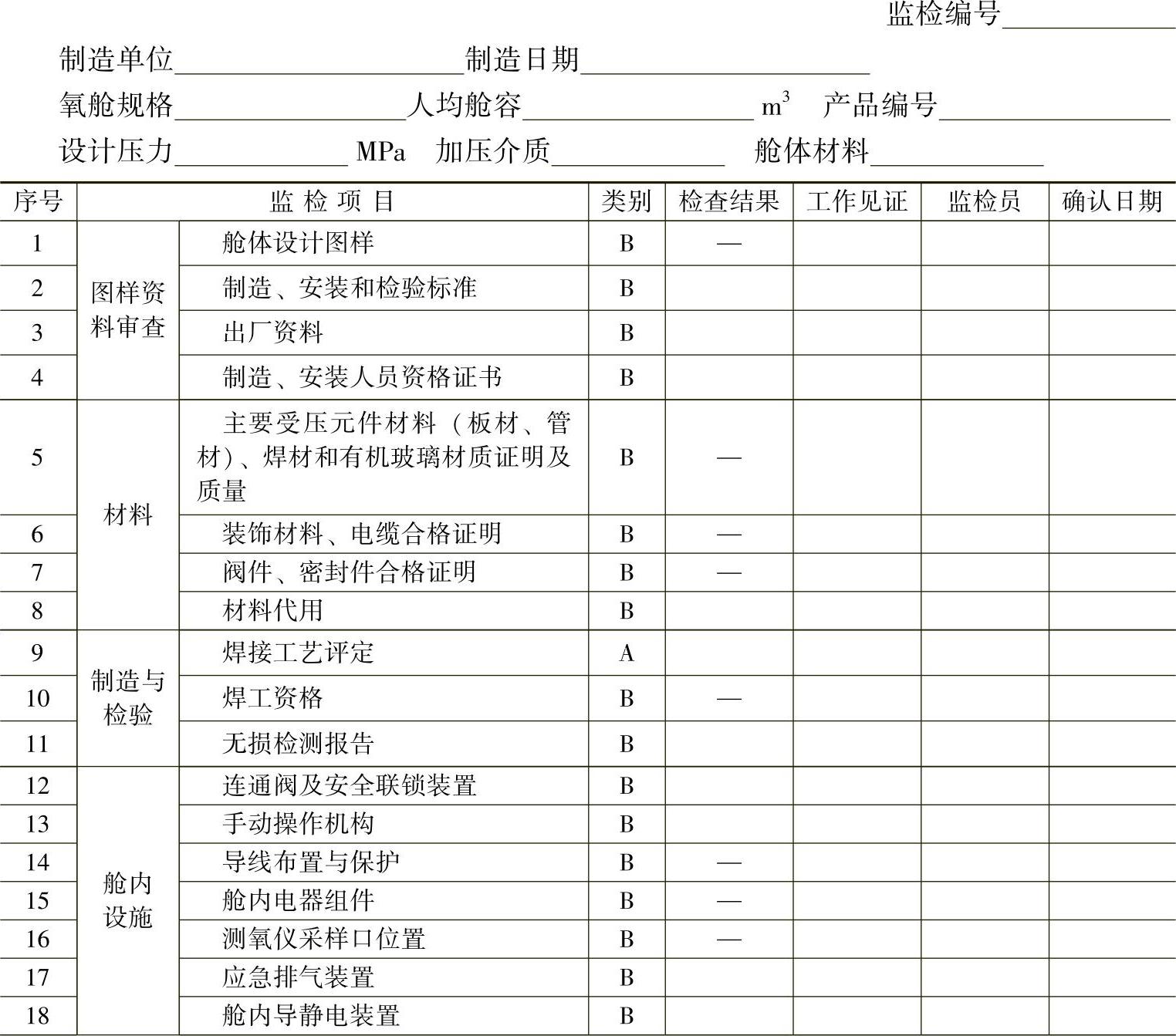
(续)
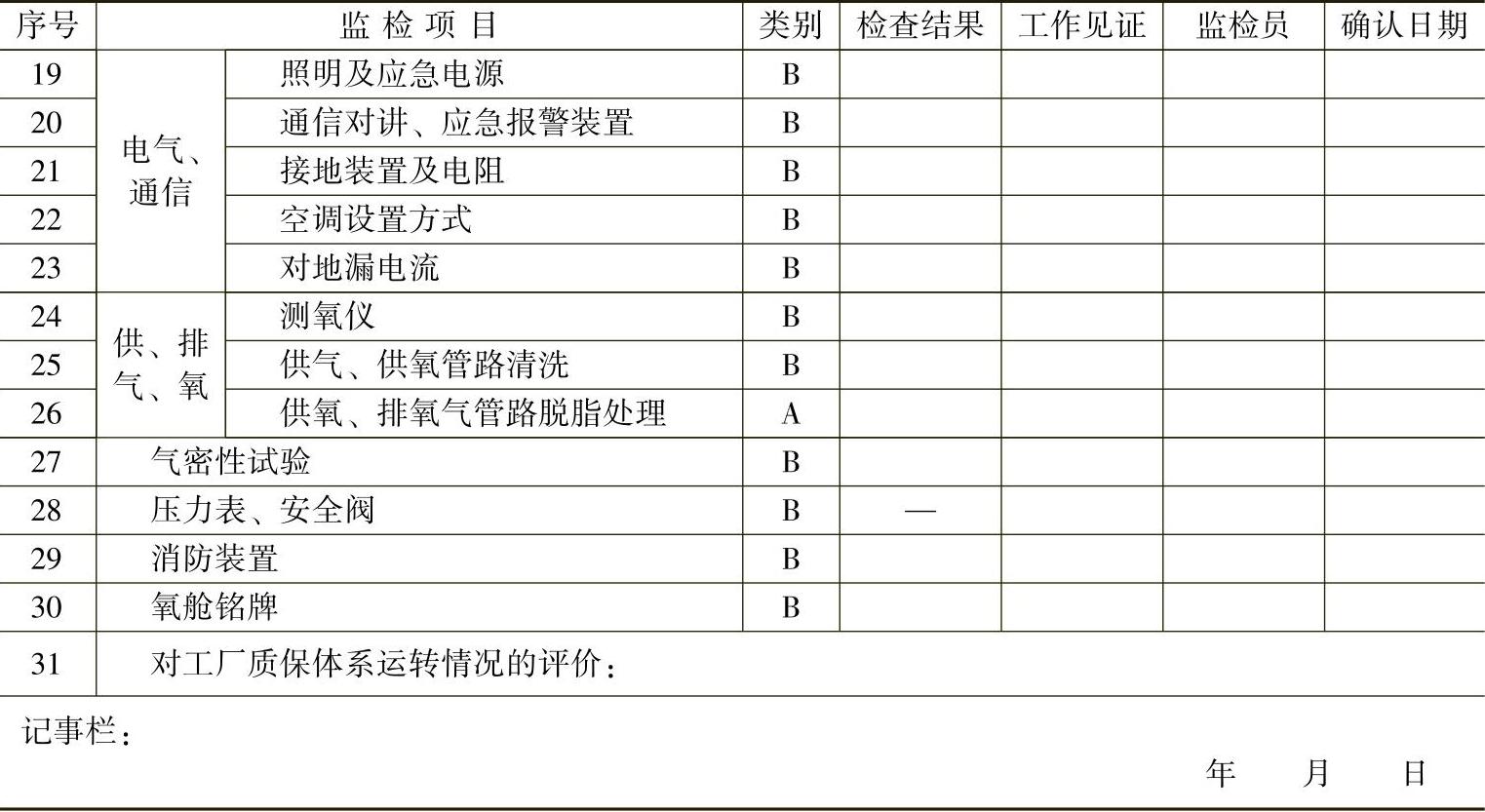
注:监检结果栏中的“—”项,表示制造、安装中均需对该项进行监检确认。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。