



答:[案例5-6]
某石化公司5万t/a高压油加氢装置两台高压换热器E-503A、E-503B,换热器的材质;壳体16MnR,管束10#,管板Q345钢锻件,管箱16MnR,Ω环0Cr18Ni10Ti,管程设计压力19.5MPa,壳体设计压力1.78MPa,管程温度370℃,壳体温度320℃。其中E-503B换热器在停车过程中开始从管板与Ω环之间的90°(管箱方向看过去)处出现油泄漏,漫延至最低处开始滴油。
(1)泄漏原因 从现场观察情况分析,在Ω环对接环缝上没有泄漏,而在管板与Ω环之间产生油泄漏,其泄漏原因是管板与Ω环的焊缝处存在贯穿性气孔。在高温高压连续生产运行后,使油从缺陷处泄漏,如图5-10所示。
(2)修复工序
1)使用小电动砂轮机切开壳程侧Ω环上的对接焊缝。
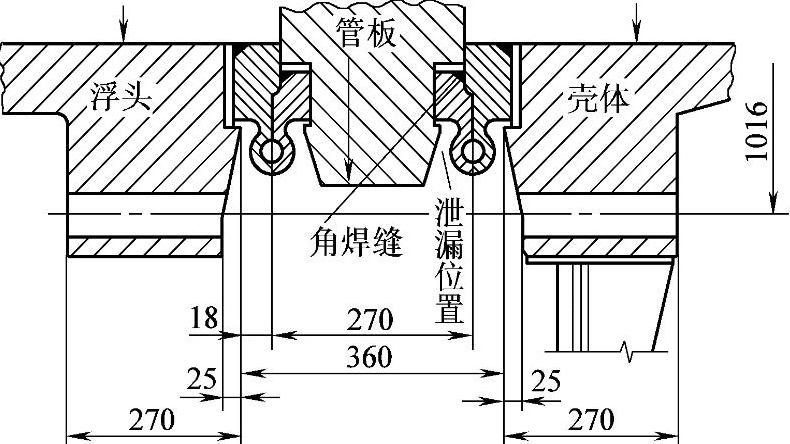
图5-10 换热器Ω环泄漏和安装示意图
2)在换热器E-503B的管箱、管板、壳程做好方向标记线(画一条线)。
3)对管板壳程侧上Ω环角焊缝进行碱液清洗、丙酮清洗;PT无损检测检查缺陷,发现气孔后用砂轮打磨清理缺陷,PT无损检测检查(缺陷是否清理干净)。(https://www.xing528.com)
4)Ω环与管板角焊缝焊接工艺参数(TIG焊)。焊丝:H347L;规格:ϕ1.2mm;保护气体:氩气,其纯度:99.99%;焊前清理:丙酮清洗焊接区域;电流:80~120A;电压:15~17V;焊速:≥90mm/min;Ar流量:8~12L/min;层间温度:5~100℃。
5)打磨切割开来的两个半Ω环的对接焊缝坡口,角度35°±5°。
6)PT无损检测检查坡口。
7)重新装配。按方向标记将管束、管箱安装回位;在回装时,将水溶纸粘贴在Ω环上的对接焊缝底部(做TIG焊背面保护用);先对称均布装12件M64的螺栓(间隔开),并拧紧;Ω环对接打底焊接后PT无损检测检查合格,焊接剩余焊道成形后再安装剩余的M64螺栓,并全部拧紧。
8)Ω环对接焊缝焊接工艺参数:TIG焊(注:对接打底焊接后PT无损检测检查焊道)。焊丝:H347L;规格:ϕ1.2mm;保护气体:氩气,其纯度:99.99%;焊前清理:丙酮清洗焊接区域;电流:80~120A;电压:15~17V;焊速:≥90mm/min;Ar流量:8~12L/min;层间温度:5~100℃。
9)PT无损检测检查Ω环对接焊缝表面。
10)压力试验:按设计要求进行水压试验。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。