



答:奥氏体不锈钢压力容器制造中,具体要求如下。
1.奥氏体不锈钢材料容易受到铁离子、氯离子、碳素钢或低合金钢的污染
奥氏体不锈钢具有良好的耐腐蚀性,这与它的铬含量有关:当铬的质量分数达到10.5%~12%时,合金表面就能够形成一层致密的、具有保护性的钝化膜;一旦钝化膜遭到破坏且因局部含铬量低而难于自身修复时,其耐腐蚀性就会降低甚至丧失。
如果奥氏体不锈钢与铁离子接触,铁离子会吸附地钝化膜上,并形成原电池,引发电偶腐蚀。如果奥氏体不锈钢与氯离子接触,钝化膜在穿透性很强的氯离子作用下极易遭到破坏,氯离子在奥氏体不锈钢表面形成众多、微细的腐蚀小坑,这些腐蚀小坑会加剧奥氏体不锈钢耐腐蚀性的降低。
制造企业在控制奥氏体不锈钢的铁离子,氯离子、碳素钢或低合金钢污染方法,具体要求如下。
1)应有奥氏体不锈钢板材、管材、封头、零件、半成品、成品专用的室内存放场地;且它们存放时不得与铁锈、碳素钢、低合金钢等接触。
2)应有专用的奥氏体不锈钢压力容器制造车间;制造环境应保持清洁、干燥,并严格控制灰尘;制造车间宜采用硬化水泥地面,地面清洁宜使用集清洗、吸干为一体的洗地设备。
3)制造过程中应避免奥氏体不锈钢表面机械损伤;在进行焊接或热切割前,在可能遭受飞溅物的奥氏体不锈钢表面应喷涂或涂敷防飞溅剂涂层。
4)奥氏体不锈钢钢板下料用的自动等离子切割机应专一使用,避免用其切割碳素钢、低合金钢,其切割水箱和内部托架应采用奥氏体不锈钢制造。
5)应将卷板机的碳素钢压辊进行表面处理,对于专一或经常卷制奥氏体不锈钢钢板的卷板机,应将其压辊进行不锈钢材料的表面堆焊;对于偶尔卷制奥氏体不锈钢钢板的卷板机,应清除压辊表面铁锈并采用衬垫(如铝箔等)将压辊与奥氏体不锈钢钢板隔离卷制。
6)材料标志移植和焊缝标记应采用无氯记号笔(不得采用钢印标记);容器的碳素钢抱箍在安装时应采用衬垫(如铝箔等),不得将碳素钢抱箍与奥氏体不锈钢直接接触;与奥氏体不锈钢筒体直接接触的滚轮架、滚轮宜采用聚氨酯材料(不得采用碳素钢和低合金钢材料);角向磨光机应采用不锈钢专用砂轮片(不得采用普通砂轮片);焊道清根或焊缝返修宜采用角向磨光机打磨(为防止渗碳,避免使用碳弧气刨);临时焊接于母材或与母材直接接触的组对用具和临时吊耳等,其焊接面、接触面应选用奥氏体不锈钢材料(不得采用碳素钢和低合金钢);吊装索具应采用吊带索具或不锈钢链条索具(避免采用碳素钢钢丝绳索具)等。
2.焊缝收缩变形大,容易出现热裂纹缺陷和应力腐蚀、晶间腐蚀、低温脆化倾向(https://www.xing528.com)
奥氏体不锈钢的热物理特性是:导热系数小、线膨胀系数大。奥氏体不锈钢的导热系数大约为碳素钢的31%,奥氏体不锈钢的线膨胀系数大约是碳素钢的1.46倍;100℃时,S30408/06Cr19Ni10和碳素钢的导热系数分别为16.3W/mK和51.8W/mK,在20~100℃时,S30408/06Cr19Ni10和碳素钢的线膨胀系数分别为16.84×10-6/K和11.53×10-6/K。这些热物理特性不利于焊接,导致的直接结果是焊缝收缩变形大和焊接应力大。
为了有效控制这些焊缝缺陷,制造企业应在焊接方面采取以下措施。
1)选择合适的焊接工艺。对于奥氏体不锈钢压力容器焊接,一般可采用氩弧焊、埋弧焊和小孔型等离子弧焊工艺。对于筒节的拼板纵缝焊接,宜采用具有紫铜垫板、冷却水循环装置和压紧装置的埋弧焊机,它非常有利于焊接时的导热和控制变形。对于筒节卷制后的纵缝和环缝的焊接,如果条件允许,选择具有热输入量小,焊接应力小、焊接变形小、高质量高效率等许多优点的小孔型等离子弧焊工艺,无疑是最佳选择;当采用便捷的埋弧焊工艺时,需要特别注意焊接热输入量的控制,尽量选用小电流、速度快的焊接参数和多道焊工艺。
2)对于厚板的多道焊焊接接头,应采用合理的焊接顺序:先进行内坡口组对、点固焊、内坡口1~2道填充焊;然后进行外坡口清根、外坡口多道填充焊和盖面焊;最后完成内坡口余下的填充焊和盖面焊。
3)选择小电流、速度快的焊接参数,降低焊接热输入量。
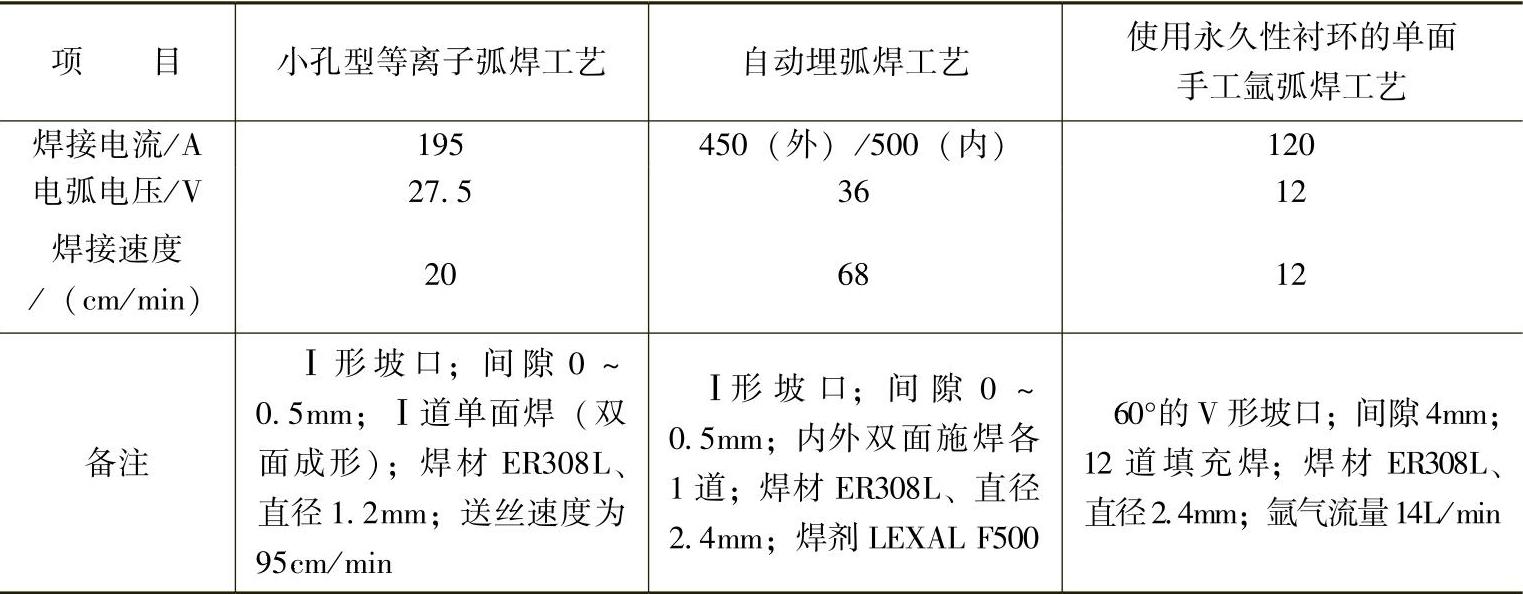
表4-4列出了某公司在进行8mm壁厚S30408/06Cr19Ni10奥氏体不锈钢压力容器纵环缝焊接时的焊接参数。
表4-4 8mm壁厚S30408/06Cr19Ni10奥氏体不锈钢压力容器纵缝、环缝焊接参数
4)每个焊道施焊后,最好采用压缩空气强制冷却,并控制层间温度低于100℃,以便缩短焊缝和热影响区在敏化温度区间停留时间,避免形成具有晶间腐蚀倾向的贫铬区。
5)选择合适的焊材。对于有控制铁素体含量要求的低温奥氏体不锈钢压力容器(如空气分离设备中的精馏塔),应选择碳含量极低且铬、镍含量能保证焊缝金属为奥氏体组织的不锈钢焊材(如C含量为0.03%、Cr含量为20.0%、Ni含量为10%的ER308L焊材等)。
总之,压力容器是涉及安全且危险性较大的特种设备。奥氏体不锈钢压力容器制造企业,应该掌握奥氏体不锈钢压力容器的制造特点,采取切实有效的策略,确保奥氏体不锈钢压力容器的制造质量和运行安全——尤其在材料贮存和制造的每个工序中,应尽可能地避免奥氏体不锈钢遭受铁离子、氯离子、碳钢或低合金钢的污染;在焊接工序中,应采取最合适且评定合格的焊接工艺对奥氏体不锈钢焊接缺陷加以控制;在装配工序中,应控制几何尺寸偏差和避免强行组装。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。