



【摘要】:答:[案例4-1]促进蒸压釜釜圈啮合齿设计与制造工艺的合理化是十分重要,以防止设备先天不足,带缺陷运行。蒸压釜釜圈啮合齿原设计如图4-1所示。图4-3 齿间部位开一斜面示意通过对蒸压釜釜圈啮合齿设计和制造工艺改进,确保齿根部不再出现裂纹,保证了蒸压釜设备完好运行。
答:[案例4-1]
促进蒸压釜釜圈啮合齿设计与制造工艺的合理化是十分重要,以防止设备先天不足,带缺陷运行。蒸压釜釜圈啮合齿原设计如图4-1所示。
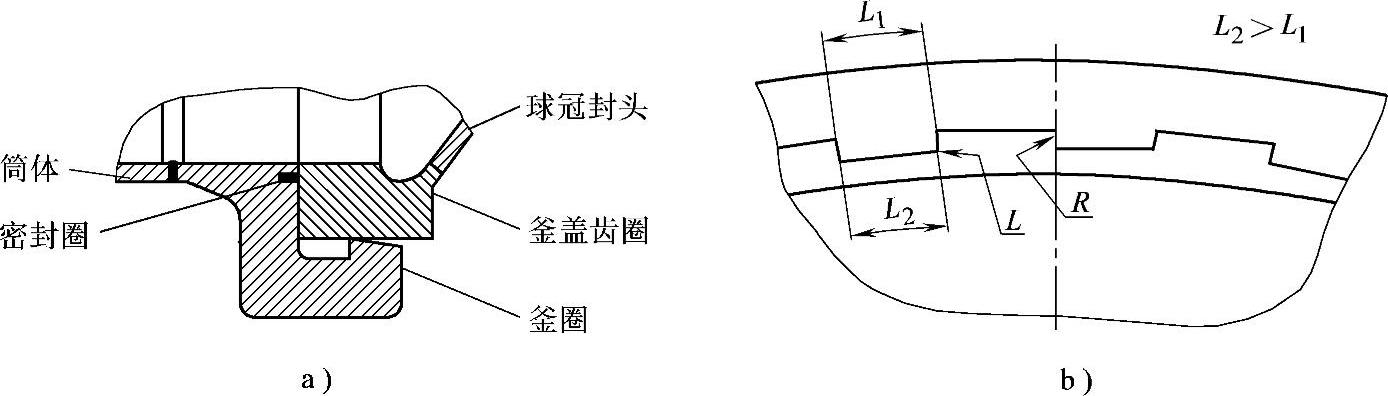
图4-1 蒸压釜釜圈啮合齿原设计示意
a)一釜圈啮合齿图 b)啮合齿放大图
1.缺陷
在蒸压釜的定期检验和制造过程监督检验中,最常见的缺陷为釜圈、釜盖的啮合齿根部出现裂纹,尤其是在用的管桩厂蒸压釜。这样就大大减弱了啮合齿的强度,隐患由此产生。
由于在用蒸压釜工况为开停频繁,温差大,啮合齿承受着交变载荷,齿根部应力集中,这是其出现裂纹的原因之一;二是由于操作不当,装载超长的管桩,设备运行过程中由于管桩与釜体的热膨胀差异而引发外力,致使齿根部出现裂纹;还有一种情况是裂纹在制造过程中已产生。
2.改进
为避免齿根部的应力过于集中,齿根部的R是必不可少的,所以蒸压釜釜圈啮合齿设计改为采用图4-2所示形式,并采用大R设计,在相同的交变载荷工况下,使蒸压釜釜圈啮合齿根部不会再出现裂纹。(https://www.xing528.com)
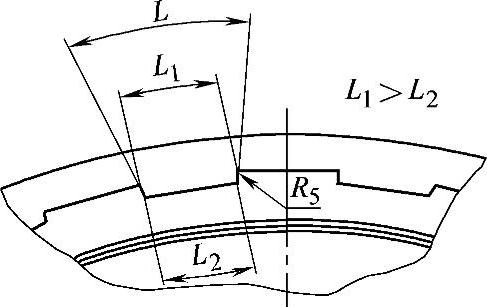
图4-2 釜圈啮合齿设计 修改后的示意
原工艺加工蒸压釜釜圈啮合齿采用氧乙炔火焰半自动切割成形,但割枪到齿根部时是用手动拐弯,难以实现大R(R5)尺寸。
除采用靠模全自动风割工艺外,可用钻头在齿根部钻通,完成了R5尺寸的操作,再用半自动割完成齿间的切割。切割后再打磨光整。磁粉检测所有齿根部无裂纹为合格。
同时,为了方便釜盖的开合和避免乙炔焰伤及齿底,在齿间部位开一斜面,一般以10°为宜,如图4-3所示。
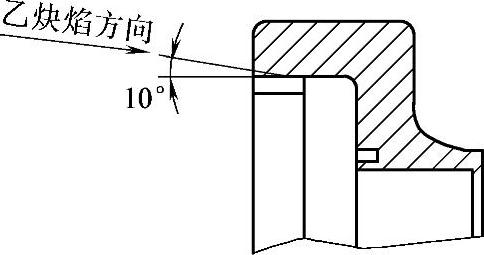
图4-3 齿间部位开一斜面示意
通过对蒸压釜釜圈啮合齿设计和制造工艺改进,确保齿根部不再出现裂纹,保证了蒸压釜设备完好运行。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。