



答:根据《锅炉压力容器制造许可条件》(2004年1月1日实施)规定,压力容器制造许可条件主要内容由资源条件要求、质量管理体系的基本要求、压力容器产品安全质量要求三部分构成。
1)资源条件要求包括基本条件和专项条件,前者是制造各级别压力容器产品的通用要求,后者是制造相关级别压力容器产品的专项要求,企业应同时满足基本条件和相应的专项条件。
2)企业必须建立与制造压力容器产品相适应的质量管理体系并保证连续有效运转。企业应有持续制造压力容器的业绩,以验证压力容器质量管理体系的控制能力。
企业的无损检测、热处理和理化性能检验工作,可由本企业承担,也可与具备相应资格或能力的企业签订分包协议,分包协议应向发证机构备案。所委托的工作由被委托的企业出具相应报告,所委托工作的质量控制应由委托方负责,并纳入本企业压力容器质量保证体系控制范围。专项条件要求具备的内容不得分包。
企业必须有能力独立完成压力容器产品的主体制造,不得将压力容器产品的所有受压部件全部进行分包。
3)压力容器产品安全质量具体要求:
①材料许用应力的系数(设计安全系数)按下列要求确定:基于材料常温抗拉强度的考虑,钢制压力容器一般不得低于3.0;基于材料常温屈服强度考虑,碳素钢和低合金钢一般不得低于1.6高合金钢一般不得低于1.5。按分析设计的钢制压力容器,基于材料常温抗拉强度考虑,一般不得低于2.6;基于材料常温和设计温度的屈服强度考虑,一般不得低于1.5。否则,应报国家质检总局安全监察机构批准,钢制和有色金属压力容器的设计安全系数选取见表3-29。
表3-29 钢制和有色金属压力容器的设计安全系数(单位:MPa)
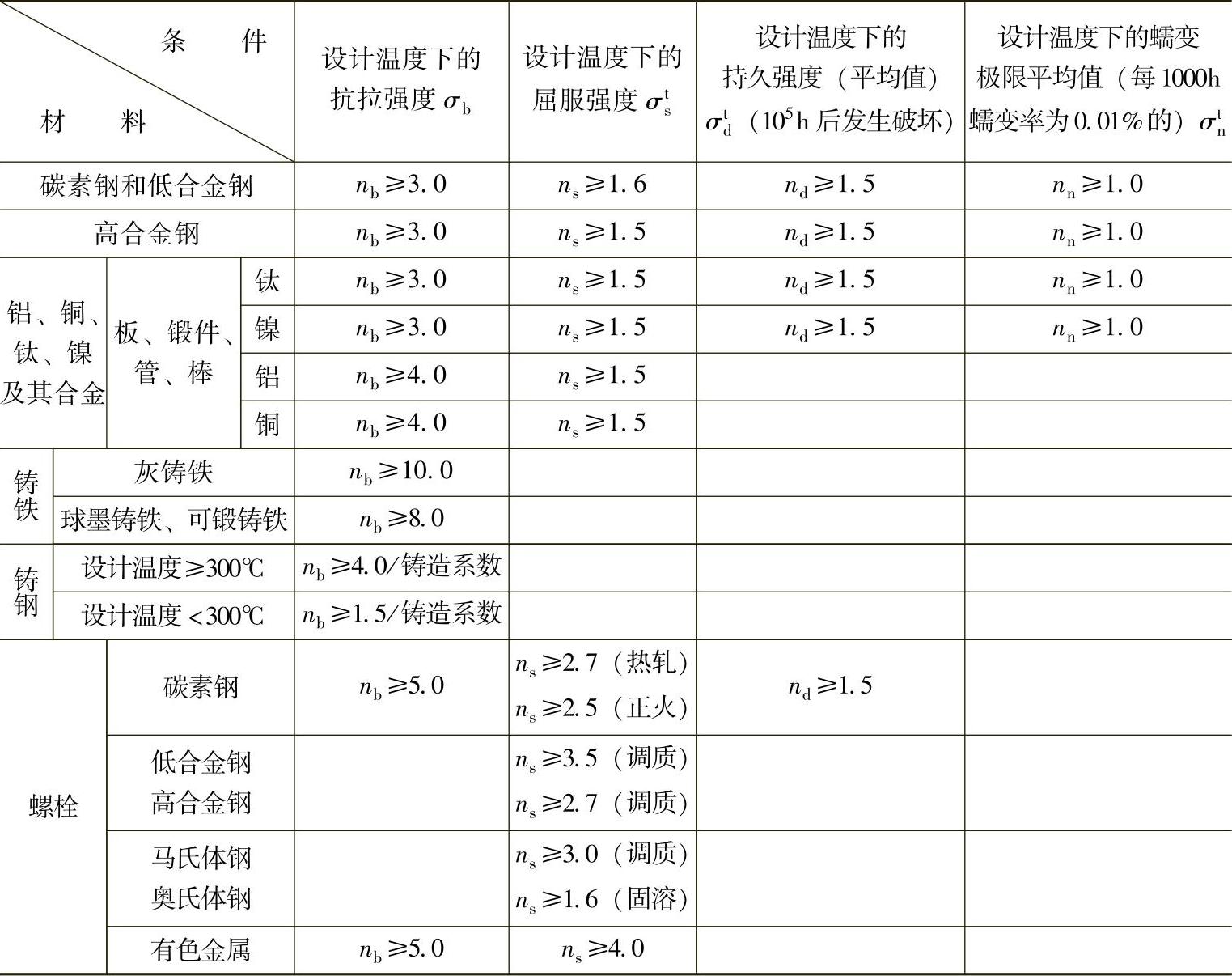
注:1.当无法确定设计温度下屈服强度(条件屈服强度),而以抗拉强度为依据确定许用应力时nb应适当提高。
2.有色金属铸件的系数应在板、锻件、管、棒的基础上除以0.8。
3.铸钢的铸造系数不应超过0.9。
②采用应力分析设计的压力容器产品,压力容器制造企业应向国家质检总局安全监察机构备案。

图3-4 A类、B类焊接接头示意图
③当采用标准规定以外的强度计算方法或试验方法进行设计时,压力容器制造企业应向国家质检总局安全监察机构备案。
④移动式压力容器的设计应报国家质检总局安全监察机构审查、备案。
⑤压力容器的所有A类、B类焊接接头如图3-4所示,这些接头均需按相应标准和设计图样的规定进行无损检测(RT或UT)。焊接接头系数应根据受压组件的焊接接头形式及无损检测的比例确定,焊接接头系数规定见表3-30。
⑥压力容器筒体与筒体、筒体与封头之间的连接及封头的拼接不允许采用搭接结构,也不允许存在十字焊缝。
⑦内径大于等于500mm的压力容器应设置1个人孔或2个手孔(当容器无法开人孔时)(夹套容器、换热器和其他不允许开孔的容器除外)。
⑧压力容器的快开门(盖)应装设安全联锁装置。
⑨用于移动式压力容器罐体的钢板和用于压力容器的低合金钢板,每批应抽两张钢板进行冲击试验,试验温度为-20℃或按图样规定。冲击试验要求和冲击韧度合格指标按表3-31的规定。
表3-30 压力容器的焊接接头系数(https://www.xing528.com)

① 此表所指无损检测,对钢制压力容器以射线或超声波检测为准,对有色金属压力容器原则上以射线检测为准。全部无损检测指100%的射线或超声波检测;局部无损检测指20%或50%(铁素体钢低温容器)的射线或超声波检测。
② 表中所列有色金属制压力容器焊接接头系数上限值指采用熔化极惰性气体保护焊;下限值指采用非熔化极惰性气体保护焊。
③ 相当于双面全熔焊透的对接焊缝指单面焊双面成形的焊缝,按双面焊评定(含焊接试板的评定),如氩弧焊打底的焊缝或带陶瓷、铜衬垫的焊缝等。
表3-31 冲击试验要求和冲击韧度合格指标
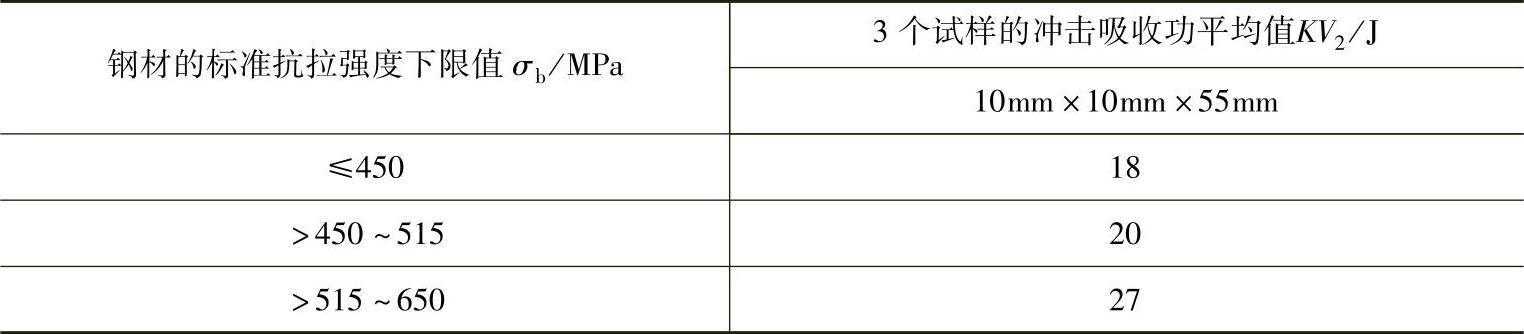
注:试验温度下3个试样的冲击吸收功平均值不得低于表中规定。其中单个试样的冲击吸收功可小于平均值,但不得小于平均值的70%。
⑩沸腾钢不允许用于制造压力容器的受压元件。
⑾铸铁用于压力容器的受压元件时,应符合表3-32的规定,且不得用于下列压力容器的受压元件:a.盛装毒性程度为极度、高度或中度危害介质的压力容器元件;b.设计压力大于等于0.15MPa且介质为易燃物质的压力容器受压元件;c.管壳式余热锅炉;d.移动式压力容器。
表3-32 铸铁用于压力容器的受压元件规定范围

⑿冷成形的碳素钢和低合金钢制凸形封头应在成形后进行消除应力热处理。
⒀符合下列条件之一的压力容器,需进行焊后整体消除应力热处理。a.盛装毒性程度为极度、高度危害介质的压力容器;b.壳体厚度大于16mm、设计温度低于-20℃的压力容器;c.碳素钢厚度大于32mm(如焊前预热100℃以上时,厚度大于38mm);d.低合金钢厚度大于30mm(如焊前预热100℃以上时,厚度大于34mm);e.任意厚度的Cr-Mo低合金钢。
⒁常温下贮存混合液化石油气的压力容器及贮存能导致应力腐蚀的其他介质的压力容器,其所用钢板应逐张进行超声检测,焊后应进行消除应力热处理。
4)压力容器制造许可工作程序是指压力容器及安全附件制造许可申请、受理、审查、证书批准颁发及有效期满时的换证程序。
①申请:a.申请A级、B级、C级压力容器及安全阀、爆破片、气瓶阀门等安全附件制造许可的境内制造企业须向国家质检总局安全监察机构提交申请,申请资料应先经省级质量技术监督部门安全监察机构(以下简称省级安全监察机构)审核并签署意见;b.申请D级压力容器制造许可的境内制造企业应向企业所在地的省级安全监察机构提交申请;c.申请压力容器或安全阀、爆破片、气瓶阀门等安全附件制造许可的境外制造企业应向国家质检总局安全监察机构提交申请;d.申请时企业应提交以下申请资料(申请资料应采用中文或英文,原始件为其他文种时,应附中或英译文)。
②受理。负责受理申请的安全监察机构对企业提交的申请资料进行审查后,应在15个工作日内确定是否予以受理。对符合申请条件的制造企业,安全监察机构在申请表上签署同意受理意见,并将一份申请表返回申请企业。
③审查。制造企业完成产品试制后,应当约请鉴定评审机构安排进行实地条件的鉴定评审,并在约定的时限内完成评审工作。鉴定评审机构按评审要求制定评审计划、组织评审组,并将评审日程安排至少提前一周通知到申请企业。
有型式试验要求的产品,如气瓶、安全阀、爆破片和气瓶阀门等,应在工厂检查前完成以下工作:a.审查有关设计文件、图样;b.在现场随机抽样,由型式试验机构进行产品型式试验,试验结果应符合相应标准。
根据评审情况,评审组应做出书面评审报告,评审报告结论分为符合条件、需要整改、不符合条件。
④“制造许可证”的批准颁发和有效期满时的换证。发证部门的安全监察机构对鉴定评审报告进行审核并提出审核结论意见。对于审核结论意见为符合《锅炉压力容器制造许可条件》的企业,由安全监察机构上报发证部门为其签发“制造许可证”。对于审核结论意见为不符合《锅炉压力容器制造许可条件》的企业,由安全监察机构上报发证部门后向申请单位发出不许可通知。“制造许可证”自签署之日起,4年内有效。持证企业如需在有效期满后继续持有“制造许可证”,应在有效期满前6个月向国家质检总局安全监察机构或省级质量技术监督部门提出书面换证申请。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。