



1.方箱
方箱一般是由铸铁制成的空心立方体,如图2⁃5所示。其各表面均经刨削及精刮加工,六面成直角(各相邻的两个面均互相垂直)。工件夹到方箱的V形槽中,能迅速地划出三个方向的垂线。方箱用于装夹、支承尺寸较小而加工面较多的工件。通过翻转方箱,便可在工件的表面上划出互相垂直的线条。
2.千斤顶
千斤顶是在平板上支承较大及不规则工件时使用的,其高度可以调整,如图2⁃6所示。通常三个一组使用,螺杆的顶端淬硬,一般用来支承形状不规则、带有伸出部分的工件和毛坯件,以进行划线和找正工作。
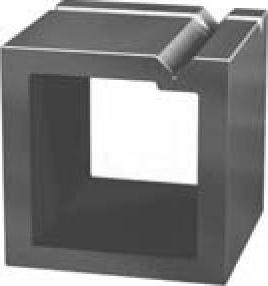
图2⁃5 方箱
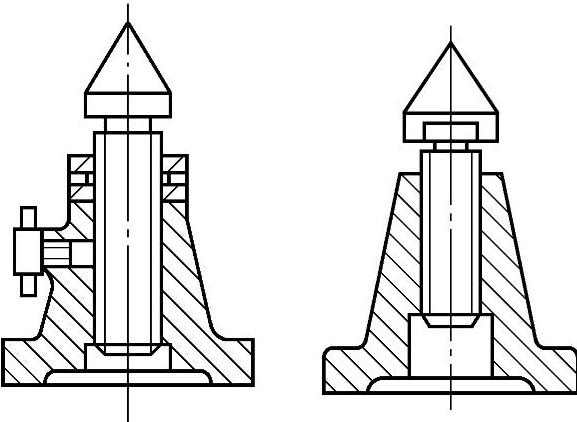
图2⁃6 千斤顶
3.V形块
V形块用于支承圆柱形工件,使工件轴线与底板平行,如图2⁃7所示。一般由铸铁或碳钢精制而成,相邻各面互相垂直,主要用来支承轴、套筒、圆盘等圆形工件,以便于找中心和划中心线,保证划线的准确性,同时保证了稳定性。
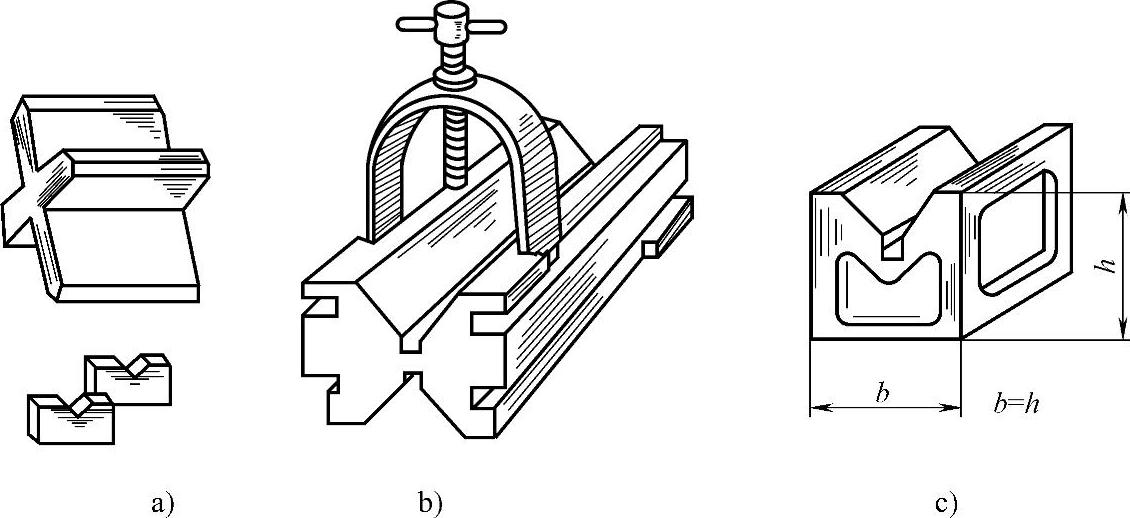
图2⁃7 V形块
a)普通V形块 b)带有装夹架的V形块 c)精密V形块
4.台座
(1)平行台座 平行台座一般为两个一组,采用具有长方形断面的铸铁或钢制成,如图2⁃8所示。其表面采用刨削或研磨的方法加工成垂直度和平行度较高的平面。
(2)V形台座 如图2⁃9所示,V形台座一般为两个一组,采用铸铁或钢制成。台座有1个或多个V形槽,V形槽的大小一般用长度表示,普遍V形槽的长度为50~200mm。
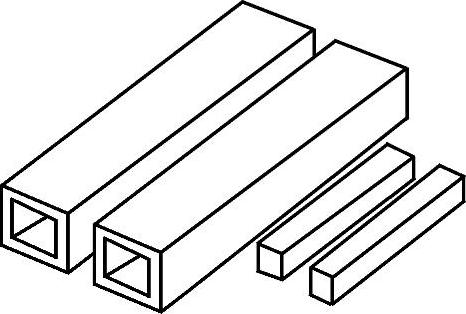
图2⁃8 平行台座
5.斜铁
斜铁主要用于支持毛坯工件,并可以作少量的调节,如图2⁃10所示。
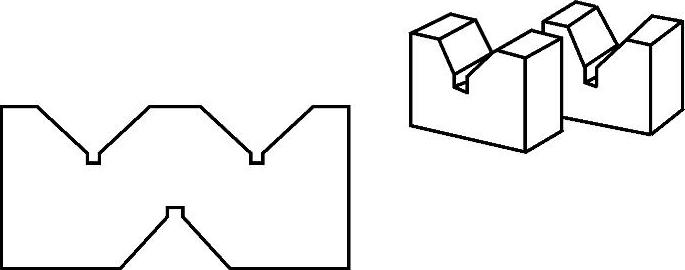
图2⁃9 V形台座
图2⁃10 斜铁
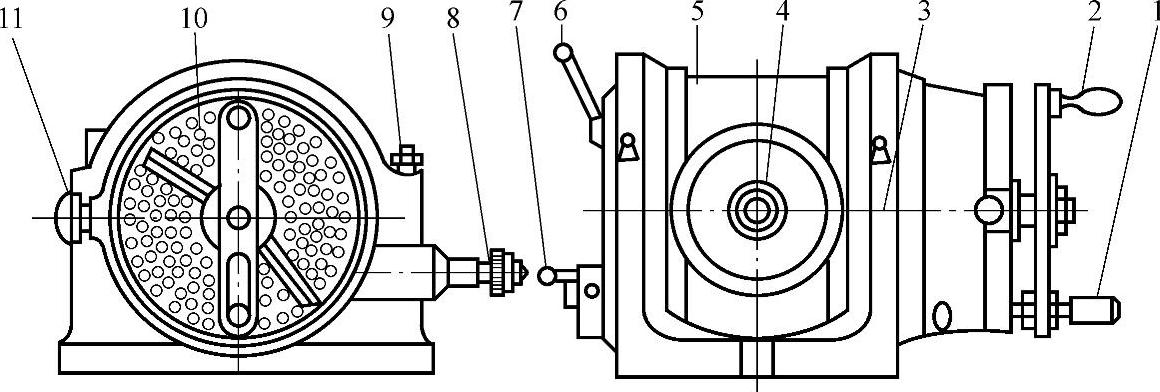
6.分度头
分度头是一种较准确的等分角度工具,常用它在工件表面进行划分度线,如图2⁃11所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图2⁃11 分度头
1—定位销 2—手柄 3—底座 4—主轴 5—回转体 6—主轴刹紧手柄 7—脱落手柄 8—轮轴 9—螺母 10—分度盘 11—分度盘刹紧手柄
使用时,将分度头放在划线平板上,配以划针盘或高度游标尺,即可对工件进行划线。具体用法如下:
1)将工件装夹呈水平、垂直位置,可划平行线、垂直线。
2)将工件装夹呈倾斜的位置,可在工件表面划出倾斜角度线或不等分线。
3)可刻制标尺,并可对工件作纵向横向等相对位置的检测。
使用万能分度头应注意以下事项:
1)在分度头上装夹和拆卸工件时,应先拧紧主轴锁紧手柄,将分度头主轴锁紧,在紧固工件时不能用力过大,也不能用力敲击工件。
2)分度之前要先把分度头主轴锁紧手柄松开,分度后再锁紧主轴。
3)在进行分度时,如果需两个方向摇动时,要注意消除分度头传动间隙。如果摇过预定转数,则应反向多摇半圈,再慢慢正向摇至所需预定孔位。
4)调整分度头主轴时,要先松开其基座后部螺母,再稍微松开基座主轴前部螺钉,这时就可将主轴转到竖直或倾斜位置,如图2⁃12所示。调整好后,先紧固前部螺钉,再紧固后部螺母。
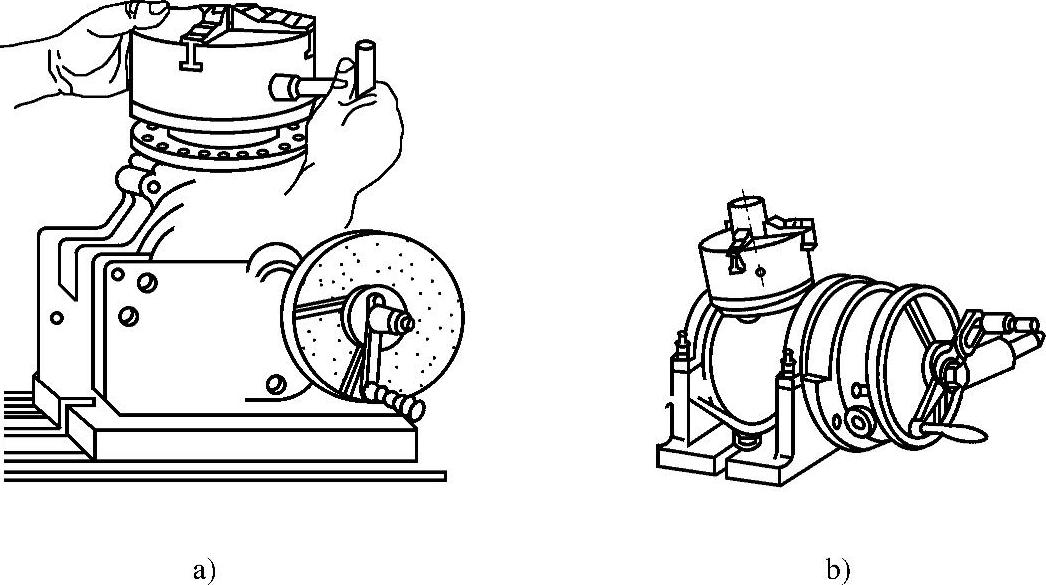
图2⁃12 调整分度头的主轴位置
a)主轴竖直位置 b)主轴倾斜位置
5)如图2⁃13所示,在加工较长工件时,应在中间部位用千斤顶支承工件,用以避免加工中的振动,增强铣削的稳定性。
7.角铁
角铁常用于装夹需要划线的工件,其形状如图2⁃14所示。
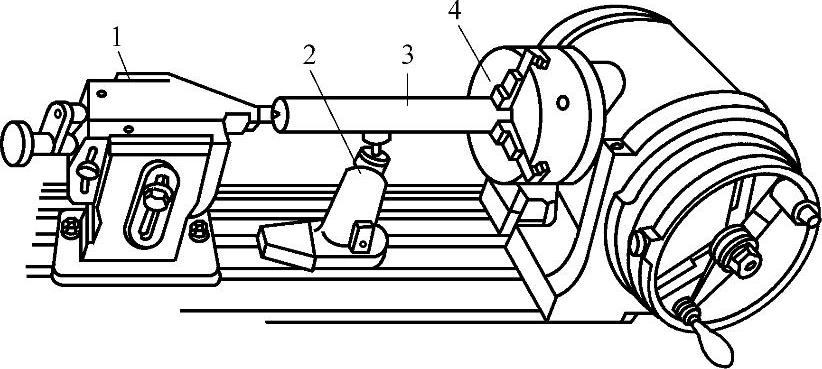
图2⁃13 用千斤顶支承工件
1—尾架 2—千斤顶 3—工件 4—分度头
8.中心架
中心架用于调整带尖头的可伸缩螺钉,可将中心架固定在工件的空心孔中,以便于划中心线,其形状如图2⁃15所示。
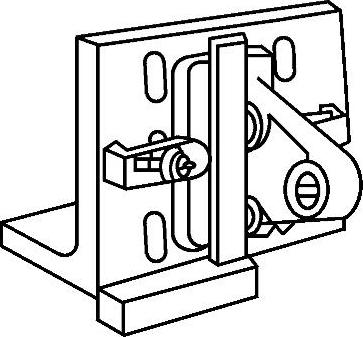
图2⁃14 角铁
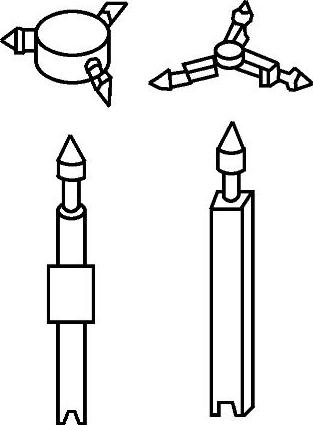
图2⁃15 中心架
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。