



1.钢直尺
钢直尺是最常用的测量工具,其硬度高,不易拉伸,但是其测量精度一般较低,在与其他工具如卡钳的配合下,也可获得比较精确的测量结果。150mm国产钢直尺如图1⁃20所示。

图1⁃20 150mm国产钢直尺
钢直尺在测量时,其端面零线要对准所测量的起点,尺的边缘要与所量的面平行或重合。为了使钢直尺放平,可以用拇指顶在工件上,同时视线与钢直尺的尺面相垂直,如图1⁃21所示。在钢直尺零线破损时,也可以其他刻线为零线进行测量。
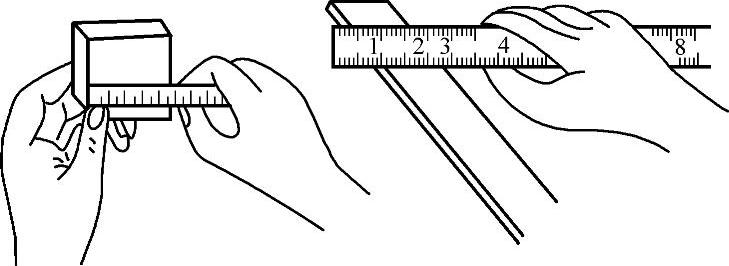
图1⁃21 钢直尺测量工件
2.游标卡尺
游标卡尺是一种带有测量卡爪并用游标读数的通用量尺,可用于测量长度、内外径、深度、孔距等。
(1)游标卡尺的结构 游标卡尺常用的分为Ⅰ型和Ⅱ型两种,其结构分别如图1⁃22和图1⁃23所示。
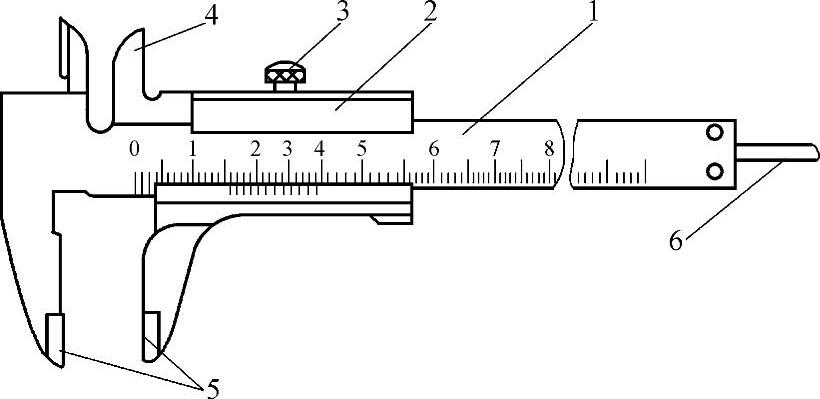
图1⁃22 Ⅰ型游标卡尺
1—尺身 2—游标 3—螺钉 4—内径量爪 5—外径量爪 6—深度测量杆
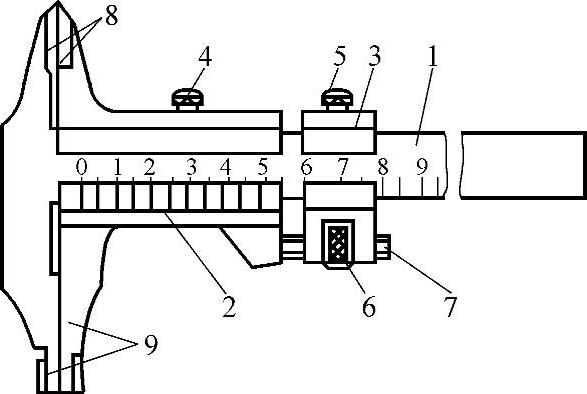
图1⁃23 Ⅱ型游标卡尺
1—尺身 2—游标 3—辅助游标 4、5—螺钉 6—微动螺母 7—小螺杆 8—内径量爪 9—外径量爪
Ⅰ型游标卡尺应用较多,有0~125mm、0~150mm两种测量范围。Ⅱ型游标卡尺与Ⅰ型游标卡尺相比,除不能用于测量深度外,其余功能与Ⅰ型相同。其测量范围有0~200mm、0~300mm两种。
(2)游标卡尺的读数原理和方法 游标卡尺的读数原理和方法主要体现在所用的游标上。
1)常用游标卡尺按其精度可分为3种:0.1mm、0.05mm和0.02mm。假如我们所使用的是精度为0.02mm的游标卡尺,则其游标尺身上每1小格代表1mm,每1大格代表10mm;游标即游标共分50格,当卡尺上下测量爪合并时,尺身上49格正好等于游标上50格,所以游标上每1小格为49mm/50=0.98mm,即尺身每1小格与游标每1小格相差1mm-0.98mm=0.02mm,也就是说,该游标卡尺的测量精度为0.02mm,如图1⁃24所示。
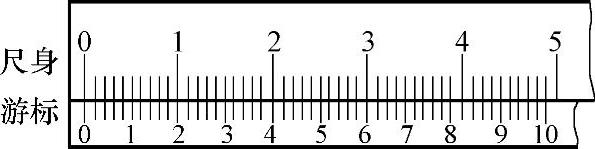
图1⁃24 0.02mm游标卡尺的刻线原理
2)游标卡尺的读数方法可按以下步骤进行:先读出游标零线左边在尺身上的整毫米值,接着在游标上找到与尺身刻线对齐的刻线,在游标的刻度尺上读出小数毫米值,最后将上述两项所读数加起来,即为所测工件的实际尺寸。具体示例如图1⁃25和图1⁃26所示。
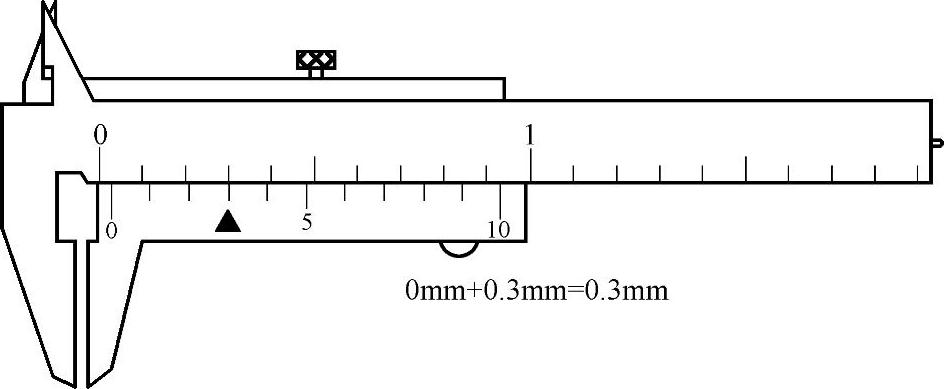
图1⁃25 游标卡尺的读数示例一
(3)游标卡尺的使用方法 游标卡尺的使用方法如下:
1)使用前用软布将量爪擦干净,使其并拢,查看游标和尺身的零刻度线是否对齐。如果对齐就可以进行测量;如果没有对齐则要记取零误差:游标的零刻度线在尺身零刻度线右侧的叫正零误差,在尺身零刻度线左侧的叫负零误差(这种规定方法与数轴的规定一致,原点以右为正,原点以左为负)。
2)测量时,右手拿住尺身,大拇指移动游标,左手拿待测外径(或内径)的物体,使待测物位于外测量爪之间,当与量爪紧紧相贴时,即可读数。
3)读数时,视线应与尺面垂直。如需固定读数,可用紧固螺钉将游标固定在尺身上,防止滑动。另外,也可多次读数,再取平均值来减少偶然误差。
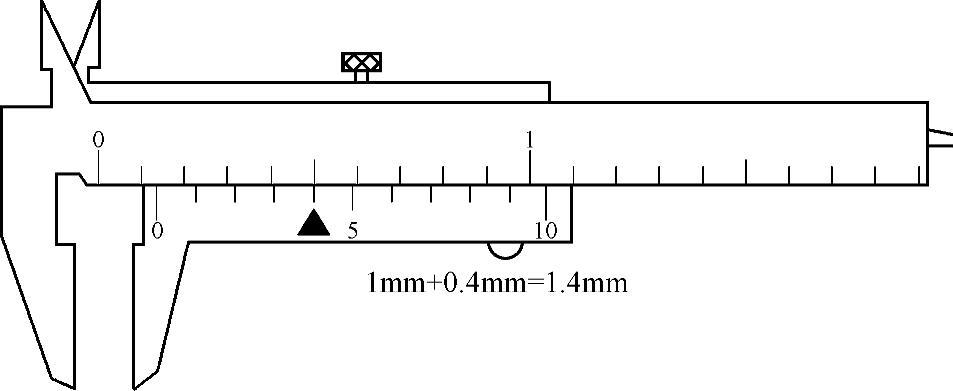
图1⁃26 游标卡尺的读数示例二
3.千分尺
千分尺即螺旋测微计,其精度较高,比游标卡尺更精密,用它测长度可以准确到0.01mm,测量范围为几厘米。
(1)千分尺的结构 一般的刻度千分尺主要由测量螺杆、尺架等组成,如图1⁃27所示。
数显千分尺其结构大致相同,只是改为数字显示,如图1⁃28所示。

图1⁃27 刻度千分尺
(2)刻度千分尺的读数和使用方法 数显千分尺的读数可从显示器上直接读出,在此不作详细介绍,这里主要介绍刻度千分尺的读数方法。同游标卡尺一样,刻度千分尺的读数等于尺身刻度+游标刻度。

图1⁃28 数显千分尺
读数时,首先读出游标(即微分筒边缘)在尺身(即固定套筒)上的读数,再对照微分筒上哪一格与尺身上的基准线对齐,然后把两个数相加即是最终结果。刻度千分尺读数示例如图1⁃29所示。
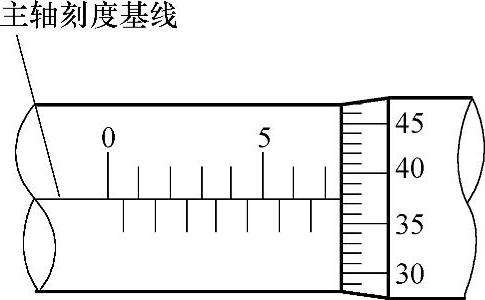
图1⁃29 刻度千分尺读数示例
(3)千分尺使用注意事项 在使用千分尺应注意以下几项:
1)在原则上是必须双手握紧测量,但根据情况,为了测量方便,允许用一只手保持,进行测量。
2)在测量时,对被测件施加的压力是由棘轮来控制的,旋转副轴加压和棘轮加压是相关的。
3)在测量完成后,千分尺表面应擦拭干净。两测量面不需要完全旋紧,可稍留空隙。
4.百分表
百分表是利用齿条齿轮或杠杆齿轮传动,将测杆的直线位移变为指针的角位移的计量器具。主要用于测量工件的尺寸和形状、位置误差等。分度值为0.01mm,测量范围为0~3mm、0~5mm、0~10mm三种。
(1)百分表的结构 一般百分表主要由3个部件组成:表体部分、传动系统和读数装置,如图1⁃30所示。
另外,还有一种内径百分表,主要用于测量和检测工件的内孔、深孔直径及其形状精度,如图1⁃31所示。

图1⁃30 百分表

图1⁃31 内径百分表
(2)百分表的刻线原理、读数及使用方法 百分表的结构较简单,传动机构是齿轮系,外廓尺寸小,重量轻,传动比较大,采用圆周刻度,并且有较大的测量范围。不仅能作比较测量,也能作绝对测量。使用时,百分表的测量杆移动1mm,通过齿轮传动系统,大指针沿着刻度盘的圆周旋转100个刻度,当指针转过1格时,表示所测量的尺寸变化为1mm/100=0.01mm。即百分表的分度值为0.01mm。
百分表的读数方法是先读小指针转过的刻度线(即毫米整数),再读大指针转过的刻度线(即小数部分),并乘以0.01,然后两者相加,即得到所测量的数值。
百分表使用时一般要装夹在专用的表座或磁性表座上,如图1⁃32所示。
(3)百分表的使用注意事项 百分表是精密仪器,使用时应注意以下几点:
1)使用前,应先检查百分表是否在受控范围,检查测量杆活动的灵活性。即轻轻推动测量杆时,测量杆在套筒内的移动要灵活,没有如何轧卡现象,每次手松开后,指针能回到原来的刻度位置。
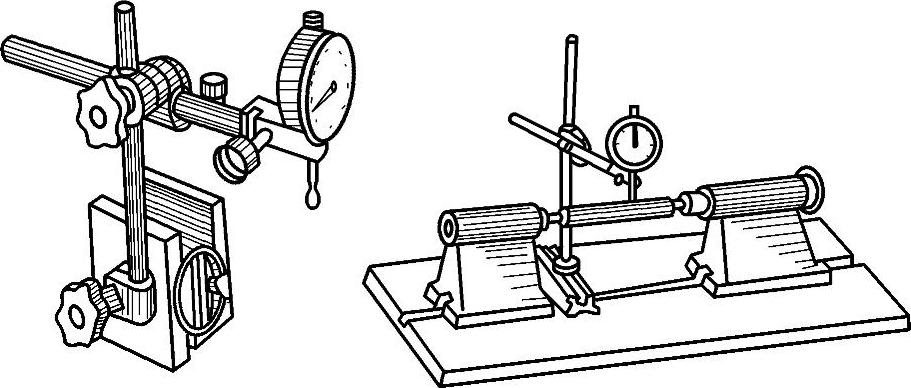
图1⁃32 百分表的装夹
2)使用时,必须把百分表固定在可靠的装夹架上。不可随便夹在不稳固的地方,否则容易造成测量结果不准确,或摔坏百分表。
3)测量时,不要使测量杆的行程超过它的测量范围,不要使表头突然撞到工件上,也不要用百分表测量表面粗糙或有显著凹凸不平的工件。
4)用百分表矫正或测量零件时,该当使测量杆有一定的初始测力。
5.万能角度尺
万能角度尺又被称为角度规、游标角度尺和万能量角器,它也是利用游标读数原理来直接测量的一种角度量具,主要用来测量工件内外角度或进行划线。
(1)万能角度尺的结构 常用的万能角度尺有两种类型:Ⅰ型和Ⅱ型,如图1⁃33所示。
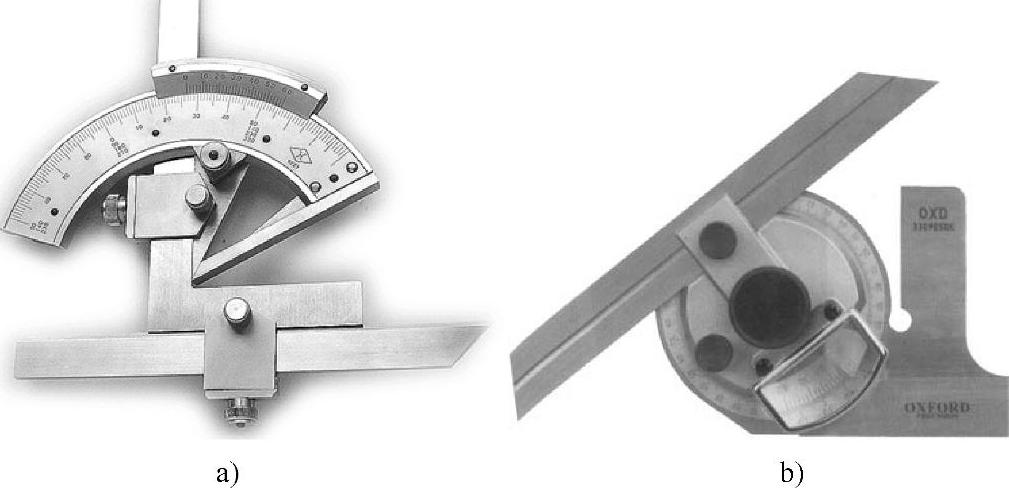
图1⁃33 万能角度尺
a)Ⅰ型 b)Ⅱ型
(2)万能角度尺的读数及使用方法 同游标卡尺一样,万能角度尺采用游标上提高精度的设计,如图1⁃34所示。其尺身刻度每1格为1°,游标上总角度为29°,并等分为30格,每格所对的角度为29°/30=60′×29/30=58′。因此,尺身1格与游标1格相差:1°-58′=2′,也就是说万能角度尺的测量精度为2′。(https://www.xing528.com)
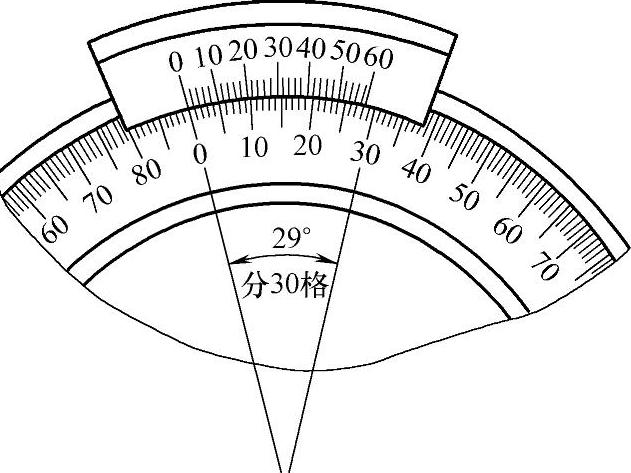
图1⁃34 万能角度尺的精度设计
读数时,先从尺身上读出游标零线前面的整读数,再在游标找出是哪根刻线和尺身刻线对齐,读出小数部分,两者相加就是被测件的角度数值。示例如图1⁃35所示。
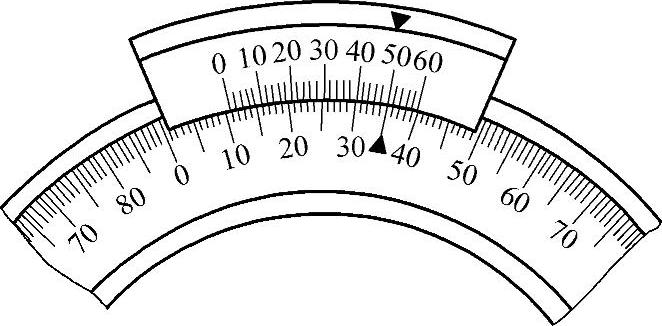
图1⁃35 万能角度尺读数示例(35°50′)
测量时,要根据所测工件的具体情况,调整角尺或直尺的位置,用卡块上的螺钉固定好,再来调整基尺测量面与其他有关测量面之间的夹角。这时,要先松开制动头上的螺母,移动尺身作粗调整,然后再转动扇形板背面的微动装置作细调整,直到两个测量面与被测表面密切贴合为止。然后拧紧制动头上的螺母,把角度尺取下来进行读数。现以Ⅰ型万能角度尺为例进行介绍。
1)测量0°~50°之间的角度时,角尺和直尺全部装上,工件的被测部位放在基尺和直尺的测量面之间进行测量,如图1⁃36所示。
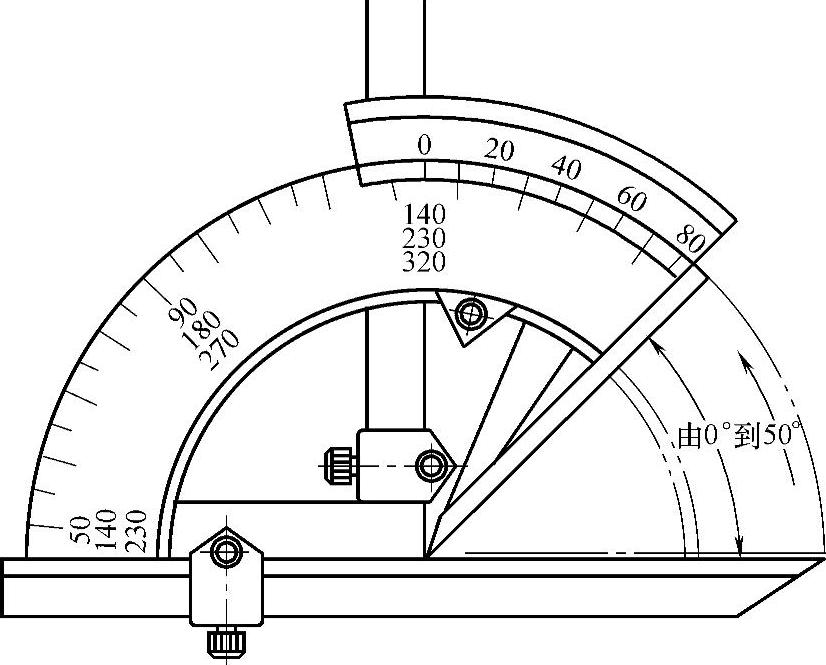
图1⁃36 测量0°~50°之间的角度
2)测量50°~140°之间的角度时,可把角尺卸掉,把直尺装上去,使之与扇形板连在一起,工件的被测部位放在基尺和直尺的测量面之间进行测量,如图1⁃37所示。
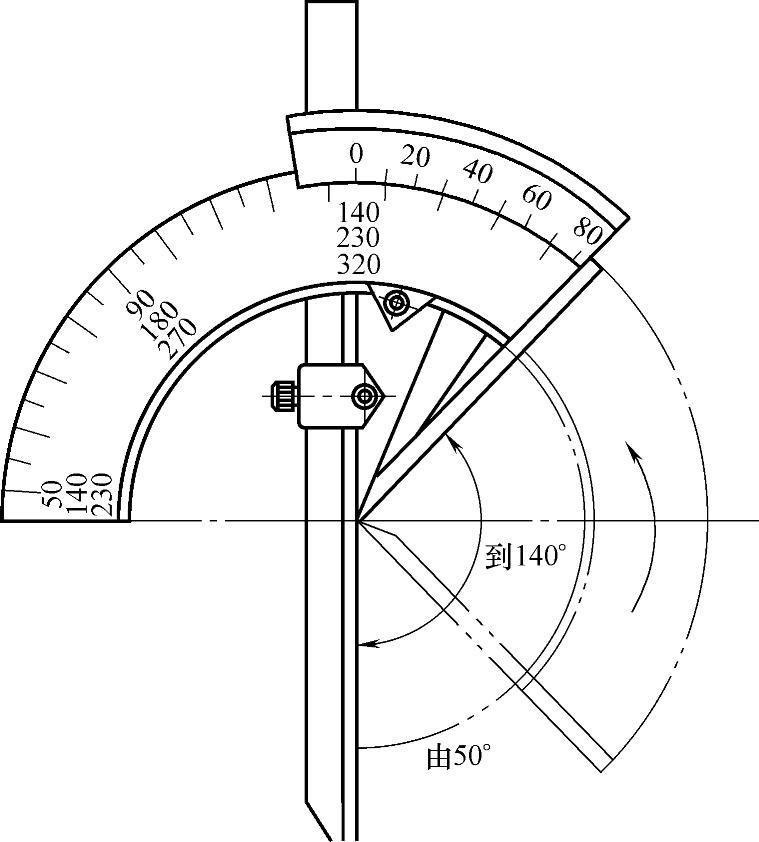
图1⁃37 使用直尺测量50°~140°之间的角度
也可以不拆下角尺,只把直尺和卡块卸掉,再把角尺拉到下边来,直到角尺短边与长边的交线和基尺的尖棱对齐为止。把工件的被测部位放在基尺和角尺的长边的测量面之间进行测量,如图1⁃38所示。
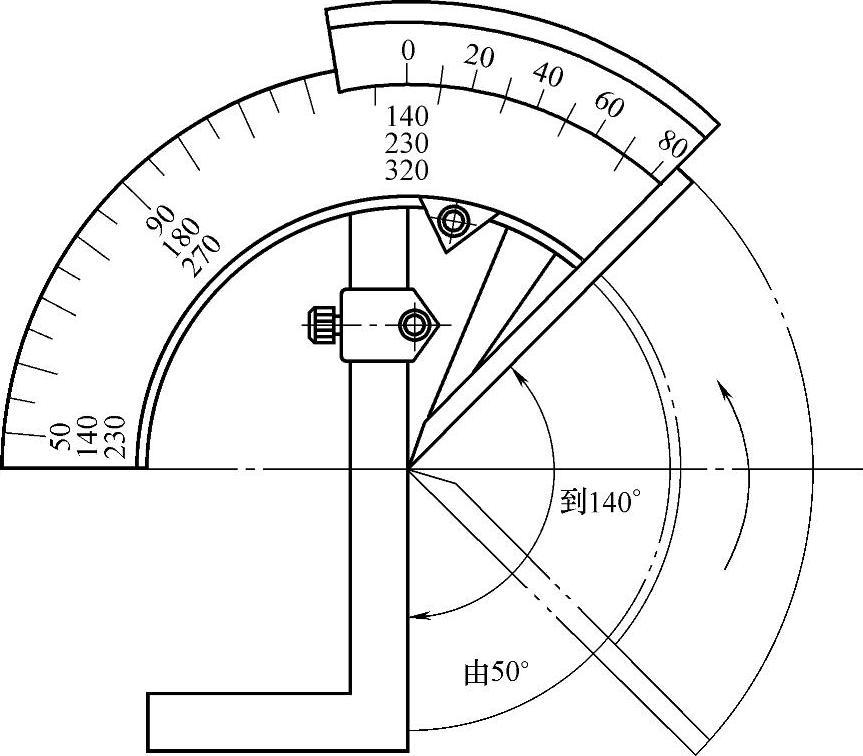
图1⁃38 使用角尺测量50°~140°之间的角度
3)测量140°~230°之间的角度时,可把直尺和卡块卸掉,只装角尺,但要把角尺推上去,直到角尺短边与长边的交线和基尺的尖棱对齐为止。把工件的被测部位放在基尺和角尺的短边的测量面之间进行测量,如图1⁃39所示。
4)测量230°~320°之间的角度时,可把角尺、直尺和卡块全部卸掉,只留下扇形板和尺身(带基尺)。把工件的被测部位放在基尺和扇形板测量面之间进行测量,如图1⁃40所示。
6.正弦规
正弦规是利用三角函数的正弦关系来准确检验零件及量规角度和锥度的量具,又称为正弦尺或正弦台。正弦规具有结构简单、使用方便、测量精度高的特点。
(1)正弦规的结构 正弦规主要分为窄型和宽型两种,如图1⁃41和图1⁃42所示。
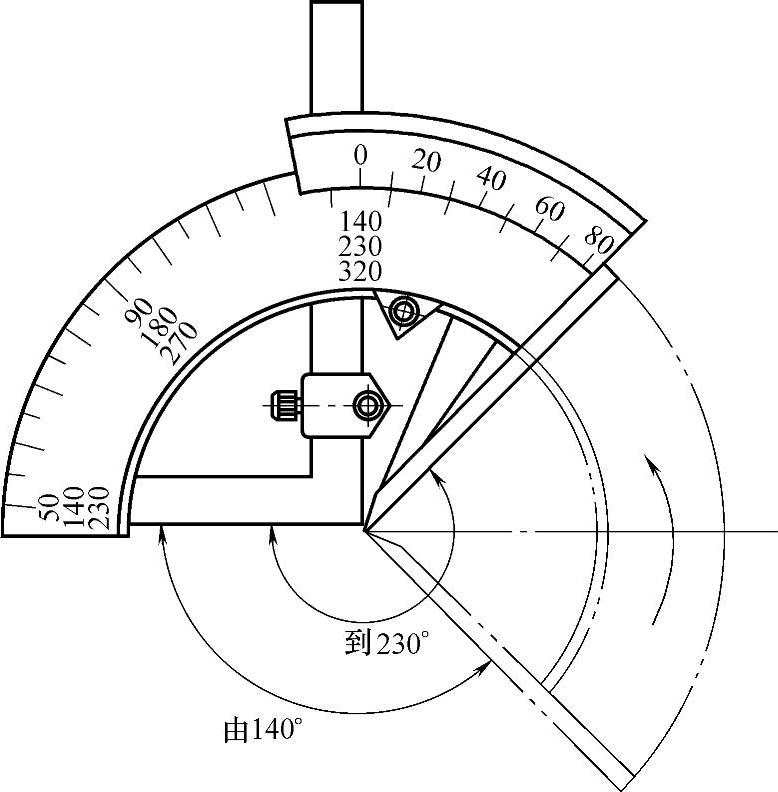
图1⁃39 测量140°~230°之间的角度
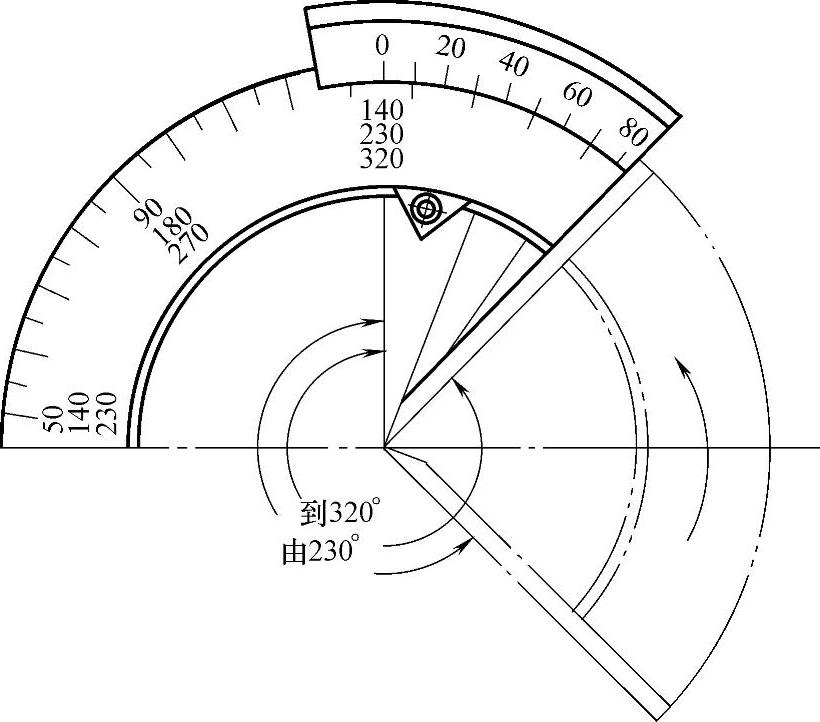
图1⁃40 测量230°~320°之间的角度
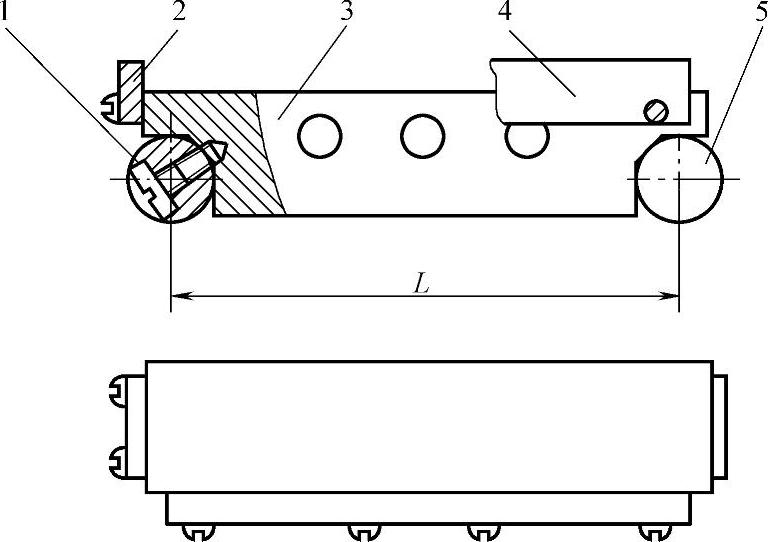
图1⁃41 窄形正弦规
1—螺钉 2—前挡板 3—主体 4—侧挡板 5—圆柱

图1⁃42 宽形正弦规
1—螺钉 2—前挡板 3—主体 4—侧挡板 5—圆柱
正弦规精度一般情况下有两种,分别为零级和一级,正弦规大多数情况下用于测量小于45°的角,在测量小于30°的角度时,精准度可达3″~5″。正弦规的主要尺寸如表1⁃11所示。
表1-11 正弦规的主要尺寸
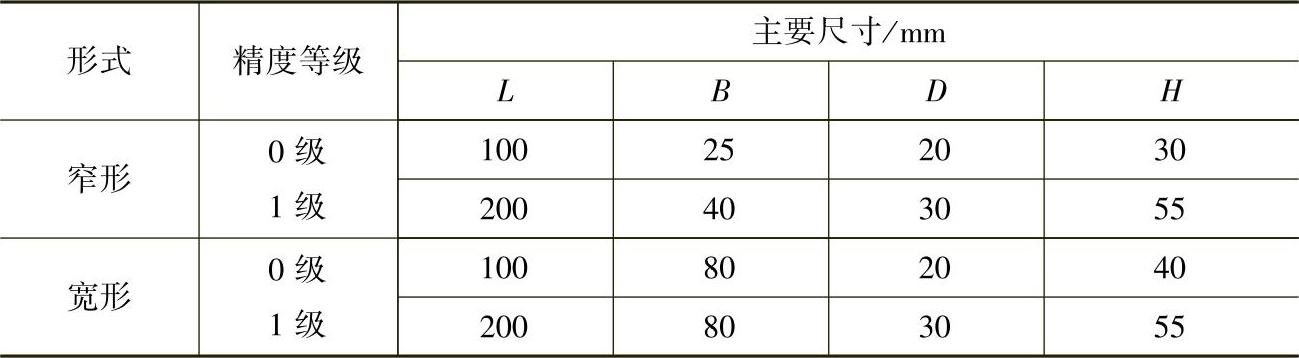
注:L—正弦规两圆柱的中心距;B—正弦规主体工作平面的宽度;D—两圆柱的直径;H—工作平面的高度。
(2)正弦规的测量原理 正弦规是利用正弦原理来测量的。如图1⁃43所示,正弦规的两个圆柱平行且直径相等,若在正弦规工作面上放置一圆锥工件,其圆锥角为α,并使圆锥轴线与正弦规两圆柱的轴线垂直。通过调整量块尺寸h,使圆锥上边线与平板平行。
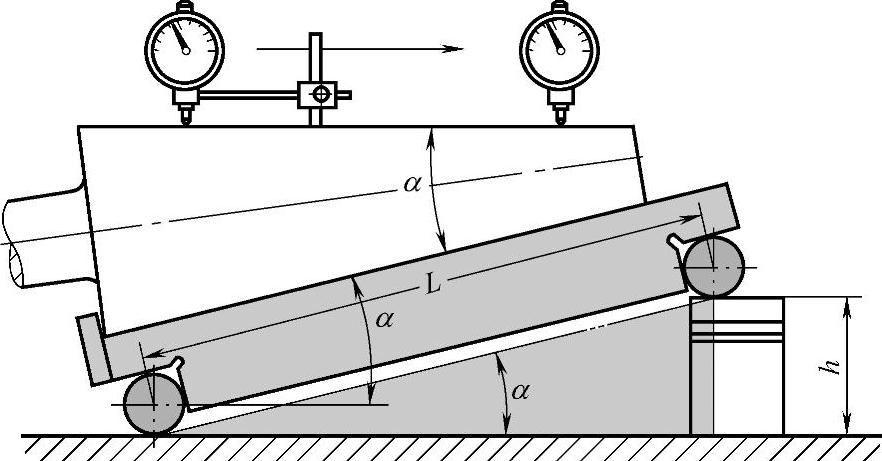
图1⁃43 正弦规的测量原理
(3)正弦规的使用方法 使用时,将正弦规放在平板上,圆柱的一端用量块垫高,被测工件放在正弦规的平面上,如图1⁃44所示。量块的高度可以根据被测工件圆锥半角进行精确计算获得。再用百分表检验工件圆锥面的两端高度,若读数相同,则说明圆锥半角正确。
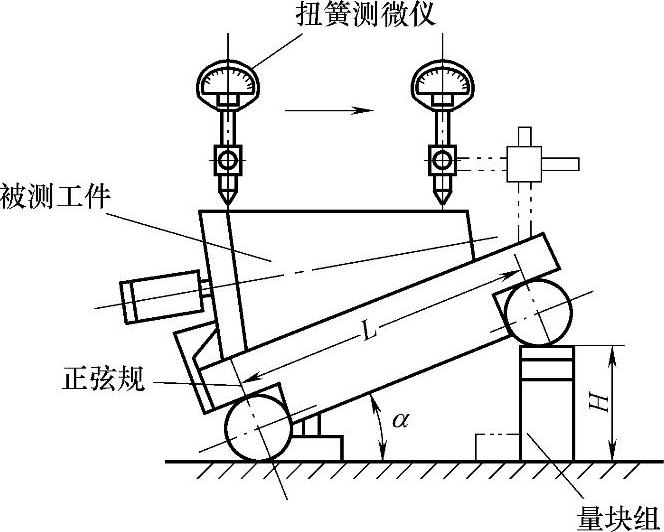
图1⁃44 正弦规的使用方法
7.塞尺
塞尺是用于检验间隙的测量量具之一,又称为测微片。
(1)塞尺的结构 塞尺有单片和成组两种形式,分别如图1⁃45和图1⁃46所示,成组较为多见。

图1⁃45 单片塞尺
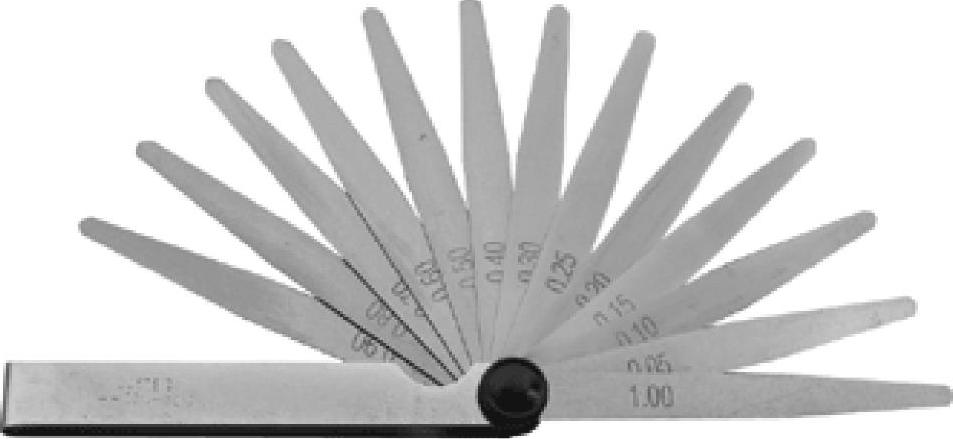
图1⁃46 成组塞尺
(2)塞尺的使用方法 塞尺使用较为简单,只要清除塞尺和工件表面污垢与灰尘,再将单片或几片重叠插入所要测量的间隙即可。注意不能过紧,以稍感拖滞为宜。测量时动作要轻,切忌用力插入,以防损坏塞尺和工件。另外,塞尺一般不允许测量温度较高的工件。
8.水平仪
水平仪是一种测量小角度的常用量具。在机械行业和仪表制造中,用于测量相对于水平位置的倾斜角、机床类设备导轨的平面度和直线度、设备装夹的水平位置和垂直位置等。
(1)水平仪的结构 根据水平仪的外形不同可分为框式水平仪和条式水平仪两种,如图1⁃47所示。
(2)水平仪的读数方法 框式水平仪和条式水平仪的读数不同。
条式水平仪由作为工作平面的V形底平面和与工作平面平行的水准器(俗称气泡)两部分组成。工作平面的平直度和水准器与工作平面的平行度都做得很精确。当水平仪的底平面放在准确的水平位置时,水准器内的气泡正好在中间位置,即水平位置。在水准器玻璃管内气泡两端刻线为零线的两边,刻有不少于8格的刻度,刻线间距为2mm。当水平仪的底面与水平位置有微小的差别时,也就是水平仪底平面两端有高低时,水准器内的气泡由于地心引力的作用总是往水准器的最高一侧移动,气泡移动也较大,在水准器的刻度上就可读出两端高低的差值。

图1⁃47 水平仪
a)框式水平仪 b)条式水平仪
框式水平仪框架的测量面有平面和V形槽,V形槽便于在圆柱面上测量。弧形玻璃管的表面上有刻线,内装乙醚或酒精,并留有一个水准泡,水准泡总是停留在玻璃管内的最高处。若水平仪倾斜一个角度,气泡就向左或向右移动,根据移动的距离,直接或通过计算即可知道被测工件的直线度、平面度或垂直度误差。
如图1⁃48所示,精度为0.02mm/1000mm的框式水平仪玻璃管,曲率半径R=103132mm,当平面在1000mm长度中倾斜0.02mm,则倾斜角θ为
tanθ=0.02/1000=0.00002
θ=4″
水准泡转过的角度应与平面转过的角度相等,测水准泡移动的距离(1格)为
a=2πRθ/(360×60×60)
=2π103132mm×4/(360×60×60)=2mm
(3)水平仪使用注意事项 水平仪是精密仪器,使用时注意以下几点:
1)测量前,应认真清洗测量面并擦干,检查测量表面是否有划伤、锈蚀、飞边等缺陷。
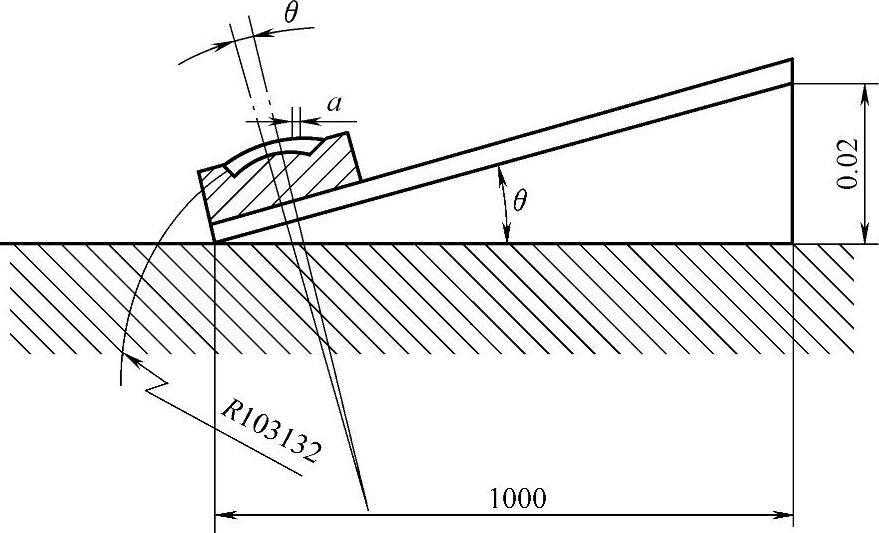
图1⁃48 框式水平仪使用计算示例
2)检查零位是否正确。如不准,对应进行调整,调整方法如下:将水平仪放在平板上,读出气泡管的刻度,这时在平板的平面同一位置上,再将水平仪左右反转180°,然后读出气泡管的刻度。若读数相同,则水平仪的底面和气泡管平行;若读数不一致,则使用备用的调整针,插入调整孔后,进行上下调整。
3)水准器内液体对温度影响变化较大,测量时应尽量避免温度的影响,注意手热、阳光直射等因素对水平仪的影响。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。