



本标准适用于公称压力PN6.4~42MPa的石油、石油化工工业用锻造阀门的锻件。
1.技术要求
1.1 锻造使用的钢材,其钢号必须符合图样规定。如果没有同图样钢号相符的钢材时,允许以有确切依据的材料代用,材料代用必须执行厂规定的现行材料代用制度。
1.2 凡锻造使用的钢材,必须具有保证钢材化学成分和力学性能的出厂证明书。对无证明的钢材,按《金属原材料验收规则》的规定进行检查。
1.3 当用钢锭锻造时,钢锭应作低倍组织和微观组织检验,其中心疏松和一般疏松≤2级、偏析≤2级、白点0级、气泡≤2级,不允许有缩孔、蜂窝等缺陷。非金属夹杂物中的氧化物、硫化物不超过3级。总量对碳素钢不超过5.5级,合金钢不超过5级。
1.4 在锻造前必须将钢材的表面缺陷全部除掉,不得将带有缺陷的钢材进行锻造。毛坯下料应符合《锻件毛坯下料工艺规程》的规定。
1.5 锻造应有适当的锻造比。
1.5.1 碳素钢锻件,当用钢锭锻造时,如按主体断面积计算,锻造前未经镦粗者其锻造比不应小于3,经过镦粗者其锻造比不应小于2.5;如按法兰或其他凸出部分计算时不应小于1.75。
当用钢坯或直径>80mm的型材锻造时,如按主体断面积计算,其锻造比不应小于1.5;如按法兰或其他凸出部分计算时不应小于1.3。
1.5.2 合金钢锻件,当用钢锭锻造时,如按主体断面积计算,其锻造比不应小于2;如按法兰或其他凸出部分计算时不应小于1.5。
当用钢坯或直径>80mm的型材锻造时,如按主体断面积计算,其锻造比不应小于1.5;如按法兰或其他凸出部分计算时不应小于1.3。
注:特殊情况并有技术上的依据时,锻造比允许变动。
1.6 在锻造过程中,锻件的加热、冷却及始锻、终锻温度必须严格按锻造工艺的规定进行,并应对重要锻件做出质量和其他技术记录。
2.锻件外观质量
2.1 锻件的形状和尺寸应符合锻件图样和工艺文件的要求。
2.2 加工余量及公差,可按《胎膜锻件机械加工余量及公差》的规定。
2.3 锻件不能有过烧和严重脱碳现象。
2.4 锻件的外表面不能有裂纹、折叠、锻伤、结疤、夹渣等缺陷。
2.5 如出现局部有本技术条件第2.4条所规定的缺陷时,应磨修到完全去掉为止,但磨修深度应符合表4-3规定。
表4-3 锻件允许表面缺陷磨修深度 (单位:mm)

注:1.磨修处凹坑的宽度必须大于深度的3倍,坡口必须大于45°,且平滑过渡。
2.需经机械加工的锻件表面上的缺陷,如果用铲除或修整检验来测定其深度时,在锻件上机械加工余量小于公称余量的50%时,则这些缺陷允许不清除。
3.需经机械加工的表面,缺陷磨修最大深度大于实际加工余量的50%而小于75%时,经与有关机械加工车间协商同意后,可办理回用手续,但必须在缺陷处标出明显记号。
2.6 锻件允许弯曲度按表4-4规定。
表4-4 锻件允许弯曲度 (单位:mm)

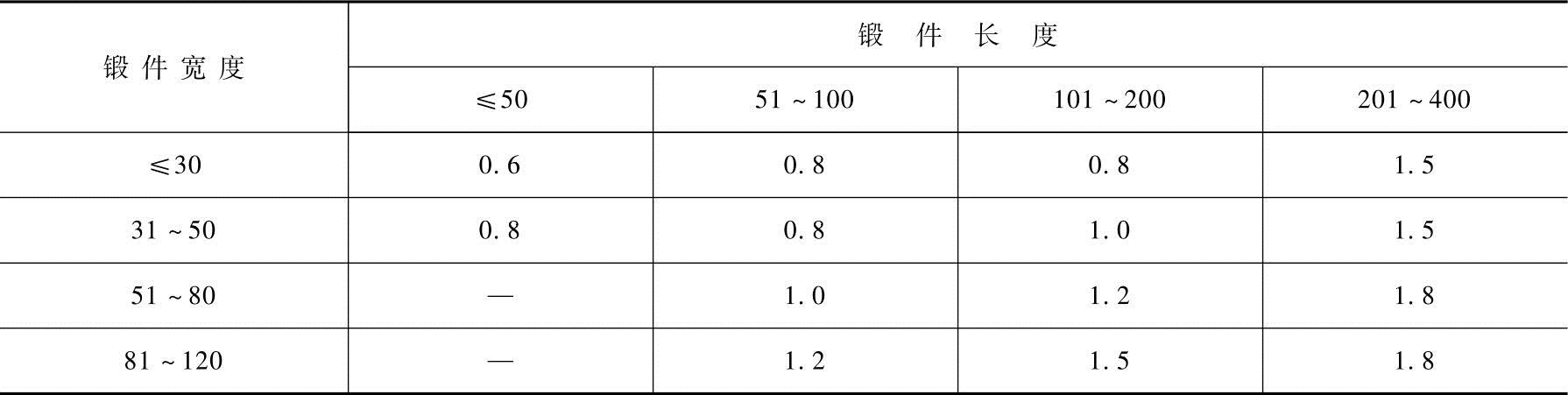
2.7 锻件允许错移量按表4-5规定。
表4-5 锻件允许错移量 (单位:mm)
2.8 锻件允许残余飞边量按表4-6规定。(https://www.xing528.com)
表4-6 锻件允许残余飞边量 (单位:mm)
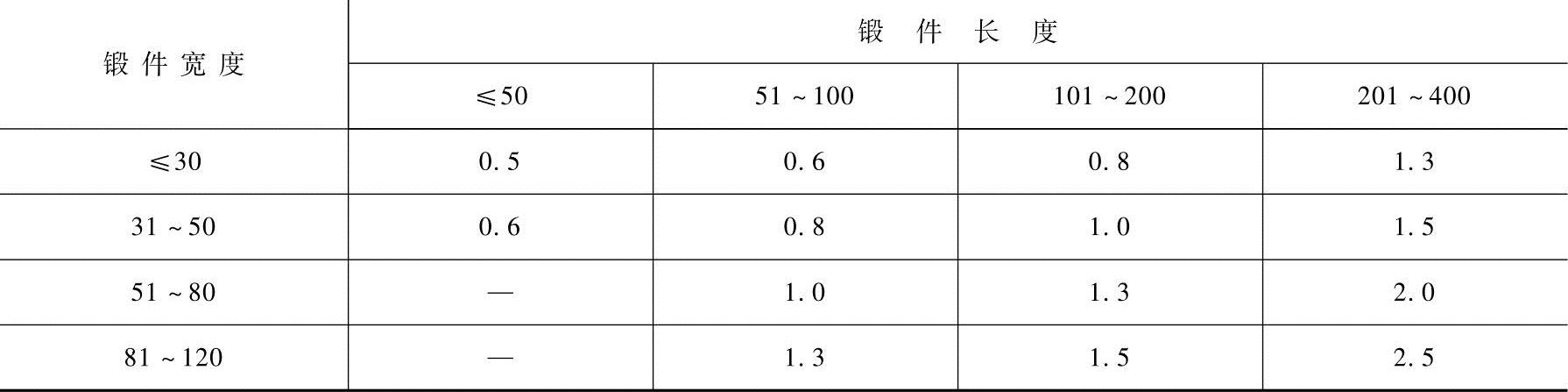
注:当设计要求不允许有残余飞边时应在图样上注明,由工艺考虑加打磨飞边工序。
2.9 锻件如有局部缺陷,可以进行焊补,Ⅳ级以上锻件缺陷补焊,必须经设计部门同意后才可进行。焊补前,需将缺陷全部清除;补焊后,应按原试验项目检查。根据不同钢号的要求,必须进行焊前预热、焊后缓冷和重新热处理。
3.力学性能要求
3.1 按图样、工艺文件或技术要求规定应进行力学性能和无损探伤检验的锻件,其结果必须符合所规定的要求。
3.2 锻件硬度用布氏法表示,其试验结果应符合规定要求。
4.验收规则和试验方法
4.1 锻件应由厂检验科检验人员检查验收,未经验收的锻件不得入库。
4.2 锻件应按锻造工艺卡上锻件图的尺寸和形状检验。
4.3 锻件表面质量应按本标准的规定进行检查。
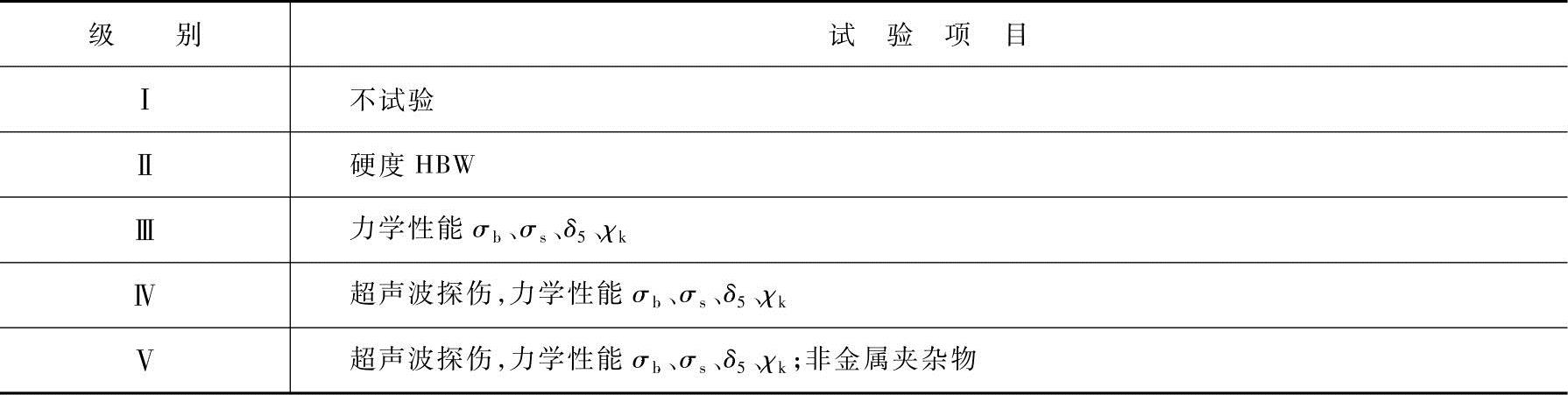
4.4 锻件根据设计要求、工作特性和用途分为I、Ⅱ、Ⅲ、Ⅳ、V五级。五级锻件有不同的试验要求,按表4-7进行。
表4-7 锻件试验要求
4.5 设计部门对锻件力学性能等有要求时,必须在图样或有关技术文件中明确,是否按I级锻件处理。
4.6 锻件经热处理后,其力学性能应符合图样或有关技术要求的规定。
4.7 同一锻造工艺、同一条件下热处理的同批锻件,其试验数量为:
a.单件重量≤10kg,400件以下的取2组;超过400件的取0.5%,但不得少于3组。
b.单件重量>10~20kg,200件以下的取2组;超过200件的取1%,但不得少于3组。
c.单件重量>20kg,150件以下的取2组;超过150件的取1.5%,但不得少于3组。
在试验过程中,倘有一个试样的结果不合格,就应以加倍数量的试样重新试验。如仍有一个试样不合格时,则这批锻件应重新热处理后再进行试验。重新热处理的次数不得超过两次,若第二次试验后,仍有一个试样不合格,则这批锻件应逐件验收或报废。
4.8 锻造车间应详细列出试棒所代表工件的名称和规格。重要锻件力学性能试验用试样,选取部位形状和尺寸应在零件图样中规定。若未注明要求时,则选取试样按下述方法:
a.直接破坏锻件。
b.在锻件毛坯上延长尺寸。
c.作相同断面的坯料。由锻造工艺确定,取其一种。
4.9 作力学性能试验用所切下的试样不允许经受任何热加工;切取试样一般应用机械加工方法,不可用热割和砂轮切割。
5.标志和证明书
5.1 凡经验收合格的每批锻件,应附有厂检验科锻件检验人员签字的证明锻件符合本标准所要求质量的证明书。
5.2 重要锻件由厂检验员验收合格后,需打上合格钢印,并做好记录。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。