



【例6-4-12】简单的程序控制电路
图6-4-31所示是一个常见的变频器程序控制运行电路,图6-4-32为程序运行参数图。在进行程序运行控制前,需要先进行参数设置,再用相应端子外接开关控制程序运行。
1.程序参数设置
程序参数设置如下:
1)设置Pr.79=5,让变频器工作在程序控制模式。
2)设置Pr.200=1,将程序运行时间单位设为时/分。
3)设置Pr.201~Pr.206,具体设定值及功能见表6-4-25。
2.程序运行控制
将RH端子外接开关闭合,选择运行第1程序组(Pr.201~Pr.210设定的参数),再将STF端子外接开关闭合,变频器内部定时器开始从0计时,开始按图6-4-32所示程序运行参数曲线工作。当计时到1:00时,变频器执行Pr.201参数值,输出正转、20Hz的电源驱动电动机运转,这样运转到3:00时(连续运转2h),变频器执行Pr.202参数值,停止输出电源,当到达4:00时,变频器执行Pr.203参数值,输出反转、30Hz电源驱动电动机运转,变频器后续的工作情况如图6-4-32曲线所示。
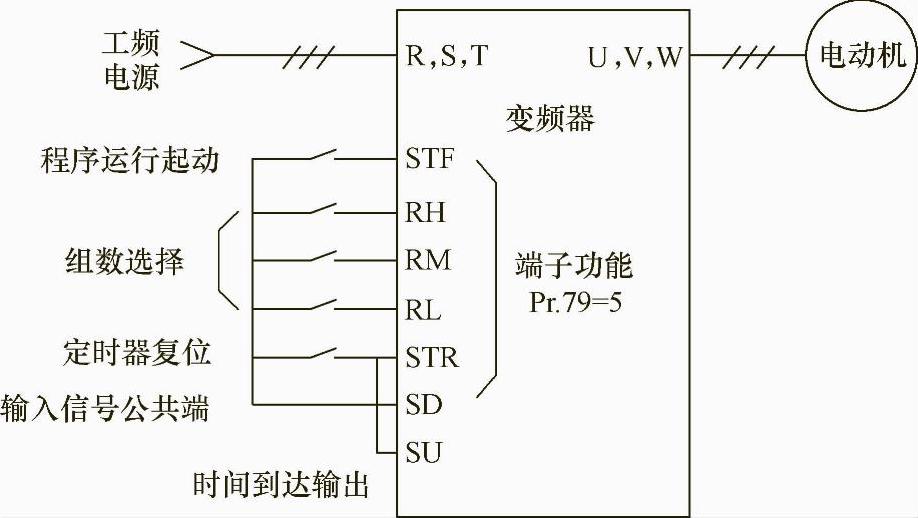
图6-4-31 一个常见的变频器 程序控制运行电路
表6-4-25 参数Pr.201~Pr.206具体设定值及功能

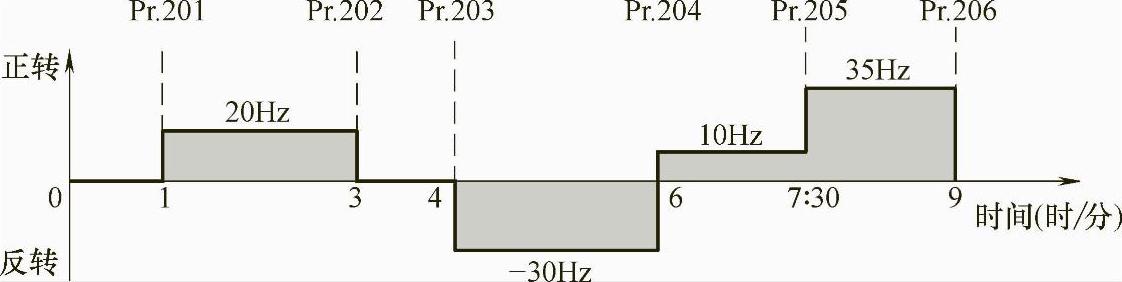
图6-4-32 程序运行参数图
当变频器执行完一个程序组后会从SU端输出一个信号,该信号送入STR端,对变频器的定时器进行复位,然后变频器又重新开始执行程序组,按图6-4-32所示曲线工作。若要停止程序运行,可断开STF端子外接开关。变频器在执行程序过程中,如果瞬时断电又恢复,定时器会自动复位,但不会自动执行程序,需要重新断开又闭合STF端子外接开关。
【例6-4-13】龙门刨床刀具运行的程序控制
龙门刨床是机械制造业中必不可少的机械加工设备,主要由床身、横梁、刀架、立柱等部分组成,工作时被加工的零件固定在工作台上做往复运动,刀架装在横梁上,由垂直进给电动机拖动可以上下运行(即垂直方向进刀),横向进给由横向进给电动机拖动左右运动(即横向进给)。试用变频器对龙门刨床加工过程中的刀具运行进行控制。龙门刨床刀具运行曲线如图6-4-33所示,接线图如图6-4-34所示。
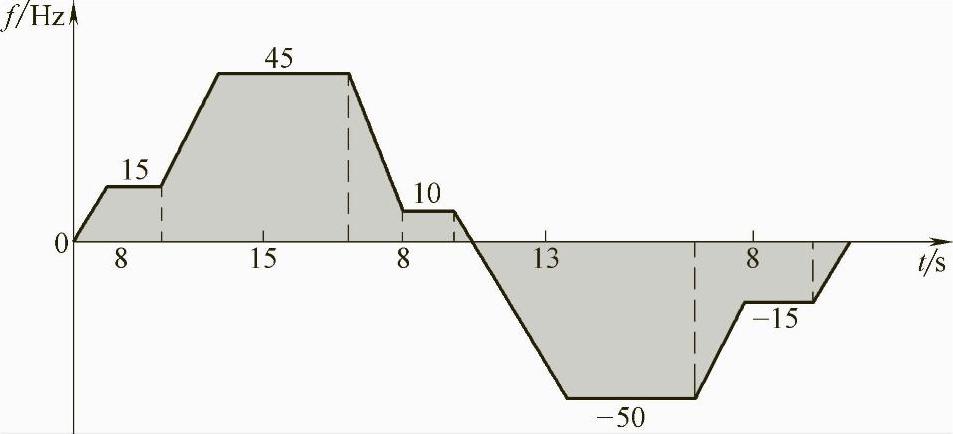
图6-4-33 龙门刨床运行曲线图
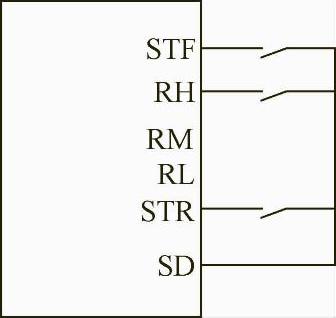
图6-4-34 程序运行接线图
1.工作台的速度运行曲线分析(https://www.xing528.com)
曲线的形成说明如下:
1)刚开始时,工作台前进起动,刀具慢速切入,运行在15Hz上。
2)8s后开始加速到稳定切削阶段,运行在45Hz上。
3)15s后开始减速退刀,在10Hz上运行8s。
4)随后工作台反向加速返回,运行在50Hz上。
5)13s后后退减速到15Hz,随后工作台返回停止,完成一个运行周期。
2.变频器参数设定
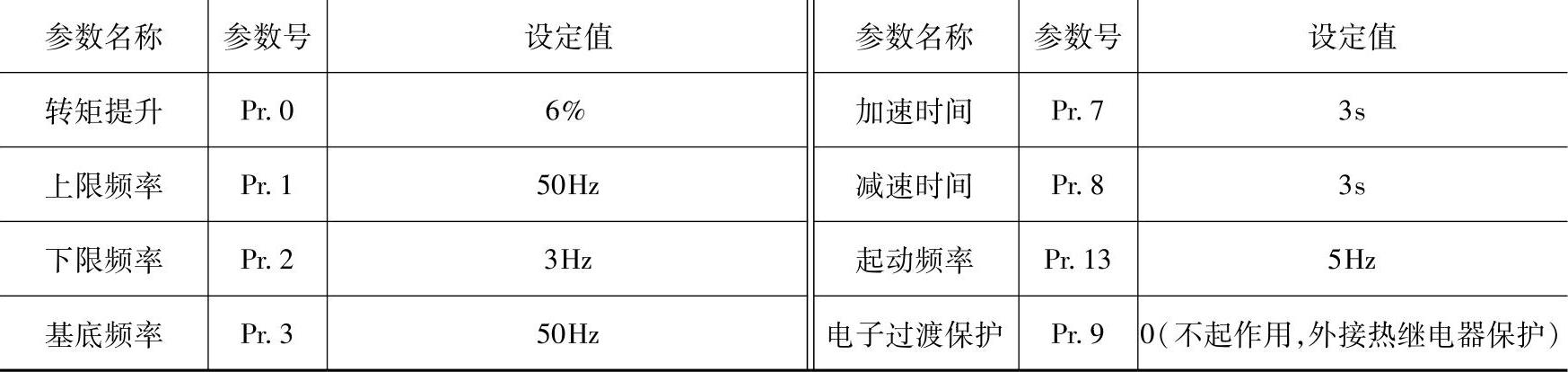
1)基本参数(Pr.79=1下设定)设定见表6-4-26。
表6-4-26 基本参数设定表
2)运行参数(Pr.79=5下设定)设定见表6-4-27。
表6-4-27 运行参数设定表

3.操作步骤
1)控制回路按图6-4-34所示接线。
2)检查无误后通电。
3)基本参数设定(在Pr.79=1下设定)见表6-4-26。
4)运行参数设定(在Pr.79=5下设定)见表6-4-27。
5)接通RH与SD,选组信号。
6)接通开始信号STF,使内部定时器自动复位,工作台按照图6-4-33所示的曲线开始运行,运行一个周期即停止。
7)断开STF与SD,运行停止。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。