



图7.4-2为M7120平面磨床的电气控制电路图。
(1)主电路分析
主电路中共有四台电动机,M1是液压泵电动机,实现工作台的往复运动;M2是砂轮电动机,带动砂轮旋转磨削加工工件;M3是冷却泵电动机,为砂轮磨削工件时输送冷却液;M4是砂轮升降电动机,用以调整砂轮与工件的位置。其中砂轮升降电动机M4可正反转。四台电动机的工作要求是M1、M2和M3只需正转控制,M4需要正反转控制,冷却泵电动机M3却需要在M2运转后才能运转。四台电动机具有短路、欠电压和失电压保护,分别由熔断器FU1和接触器KM1、KM2、KM3和KM4来执行,除M4之外,其余三台电动机分别由热继电器FR1、FR2和FR3进行过载保护。
(2)控制电路分析
当电源电压正常时,合上电源总开关QS,位于7区的电压继电器KUV的常开触点闭合,便可进行操作。
1)液压泵电动机M1的控制。
起动过程:按下SB3→KM1得电→M1起动。
停止过程:按下SB2→KM1失电→M1停转。
运行过程中若M1过载,则FR1常闭触点分断,M1停转,起到过载保护作用。
2)砂轮电动机M2的控制。
起动过程:按下SB5→KM2得电→M2起动。
停止过程:按下SB4→KM2失电→M2停转。
3)冷却液泵电动机M3的控制。冷却泵电动机M3通过接触器KM2控制,因此M3与砂轮电动机M2是联动控制。
按下SB5时M3与M2同时起动,按下SB4时M3与M2同时停止。(https://www.xing528.com)
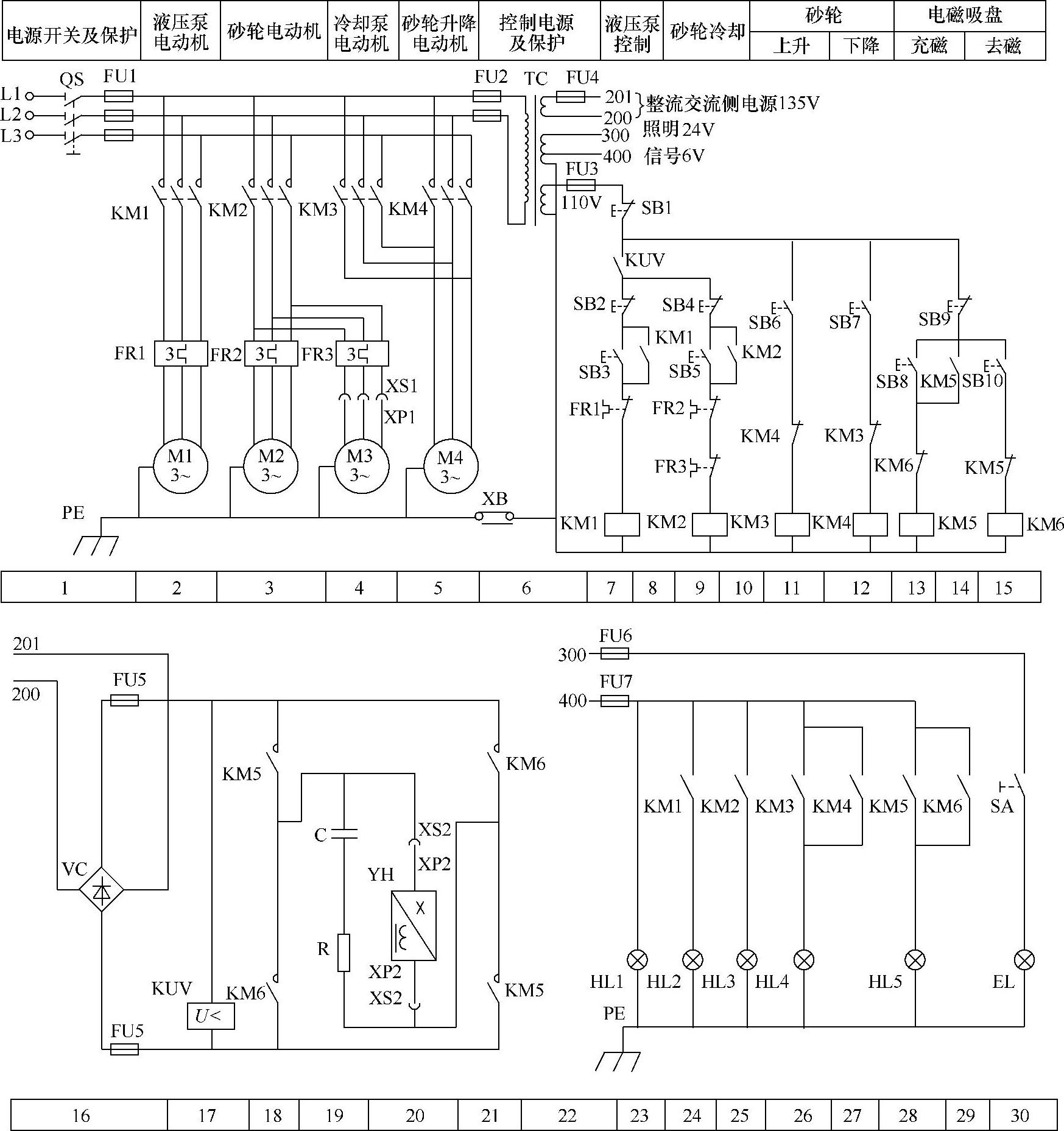
图7.4-2 M7120平面磨床电路图
FR2与FR3的常闭触点串联在KM2线圈回路中。M2、M3中任一台过载时,相应的热继电器动作,都将使KM2线圈失电,M2、M3同时停止。
4)砂轮升降电动机M4的控制。砂轮升降电动机采用接触器联锁的点动正反转控制。
砂轮上升控制过程:按下SB6→KM3得电→M4起动正转;当砂轮上升到预定位置时,松开SB6→KM3失电→M4停转。
砂轮下降控制过程:按下SB7→KM4得电→M4起动反转;当砂轮下降到预定位置时,松开SB7→KM4失电→M4停转。
5)电磁工作台的控制。电磁工作台又称电磁吸盘,它是固定加工工件的一种夹具。它利用通电线圈产生磁场的特性吸牢铁磁性材料的工件,便于磨削加工。电磁吸盘的内部装有凸起的磁极,磁极上绕有线圈。吸盘的面板也用钢板制成,在面板和磁极之间填有绝磁材料。当吸盘内的磁极线圈通以直流电时,磁极和面板之间形成两个磁极,既N极和S极。当工件放在两个磁极中间时,使磁路构成闭合回路,因此就将工件牢固地吸住。
①电磁吸盘的组成:工作电路包括整流、控制和保护三个部分。整流部分由整流变压器和桥式整流器VC组成,输出110V直流电压。
②电磁吸盘充磁的控制过程:按下SB8→KM5得电(自锁)→YH充磁。
③电磁吸盘的退磁控制过程:工件加工完毕需取下时,先按下SB9,切断电磁吸盘的电源,由于吸盘和工件都有剩磁,所以必须对吸盘和工件进行退磁。退磁过程为按下SB10→KM6得电→YH退磁,此时电磁吸盘线圈通入反向的电流,以消除剩磁。由于去磁时间太长会使工件和吸盘反向磁化,因此去磁采用点动控制。松开SB10则去磁结束。
(3)辅助电路分析
辅助电路主要是信号指示和局部照明电路。其中,EL为局部照明灯,由变压器TC供电,工作电压为24V,由手动开关SA控制;信号灯也由TC供电,工作电压为6V。HL1为电源指示灯,HL2为M1运转指示灯,HL3为M2运转指示灯,HL4为M4运转指示灯,HL5为电磁吸盘工作指示灯。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。