



(1)PLC控制系统的主电路接线图
图7.2-6为X62W万能铣床PLC改造的主电路图。
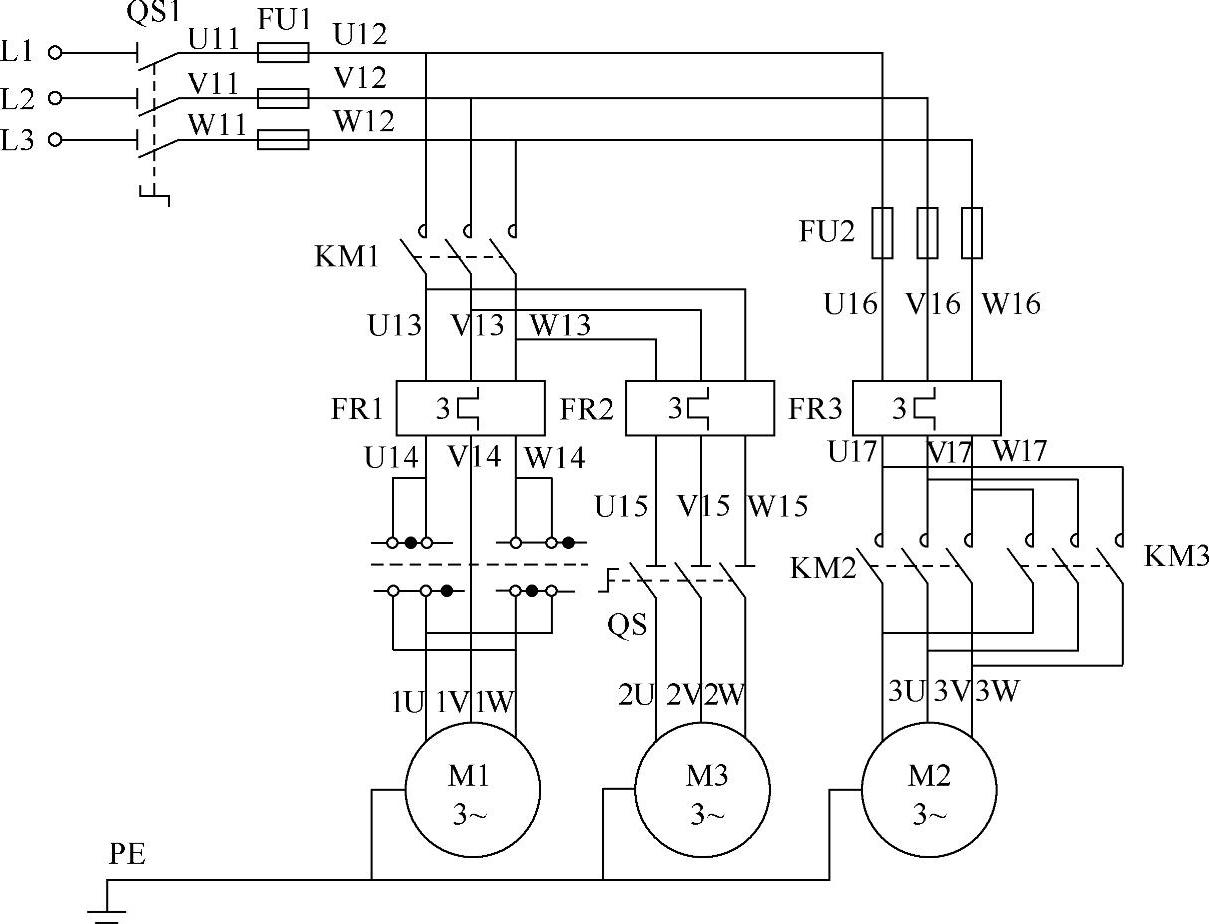
图7.2-6 X62W万能铣床PLC改造的主电路图
(2)PLC控制系统的I/O接线
1)分配PLC的I/O地址通道。根据控制要求,首先确定I/O的个数,进行I/O的分配。本实例需要15个输入点,7个输出点,见表7.2-4。
表7.2-4 PLC的I/O配置

(续)

2)PLC控制系统的I/O接线图。根据控制要求,设计并绘制PLC控制系统的I/O接线原理图,如图7.2-7所示。

图7.2-7 PLC控制系统I/O接线图
(3)安装与接线
1)将所有元件装在一块配电板上,做到布局合理、安装牢固、符合安装工艺规范。
2)根据接线原理图配线,做到接线正确、牢固、美观。(https://www.xing528.com)
3)I/O线和动力线应分开走线,并保持距离。数字量信号一般采用普通电缆就可以;模拟信号线和高速信号线应采用屏蔽电缆,并做好接地工作。
4)安装PLC应远离强干扰源,并可靠接地,最好和强电的接地装置分开,接地线的截面积应大于2mm2,接地点与PLC的距离应小于50cm。
(4)程序设计
X62W铣床的PLC梯形图程序如图7.2-8所示。
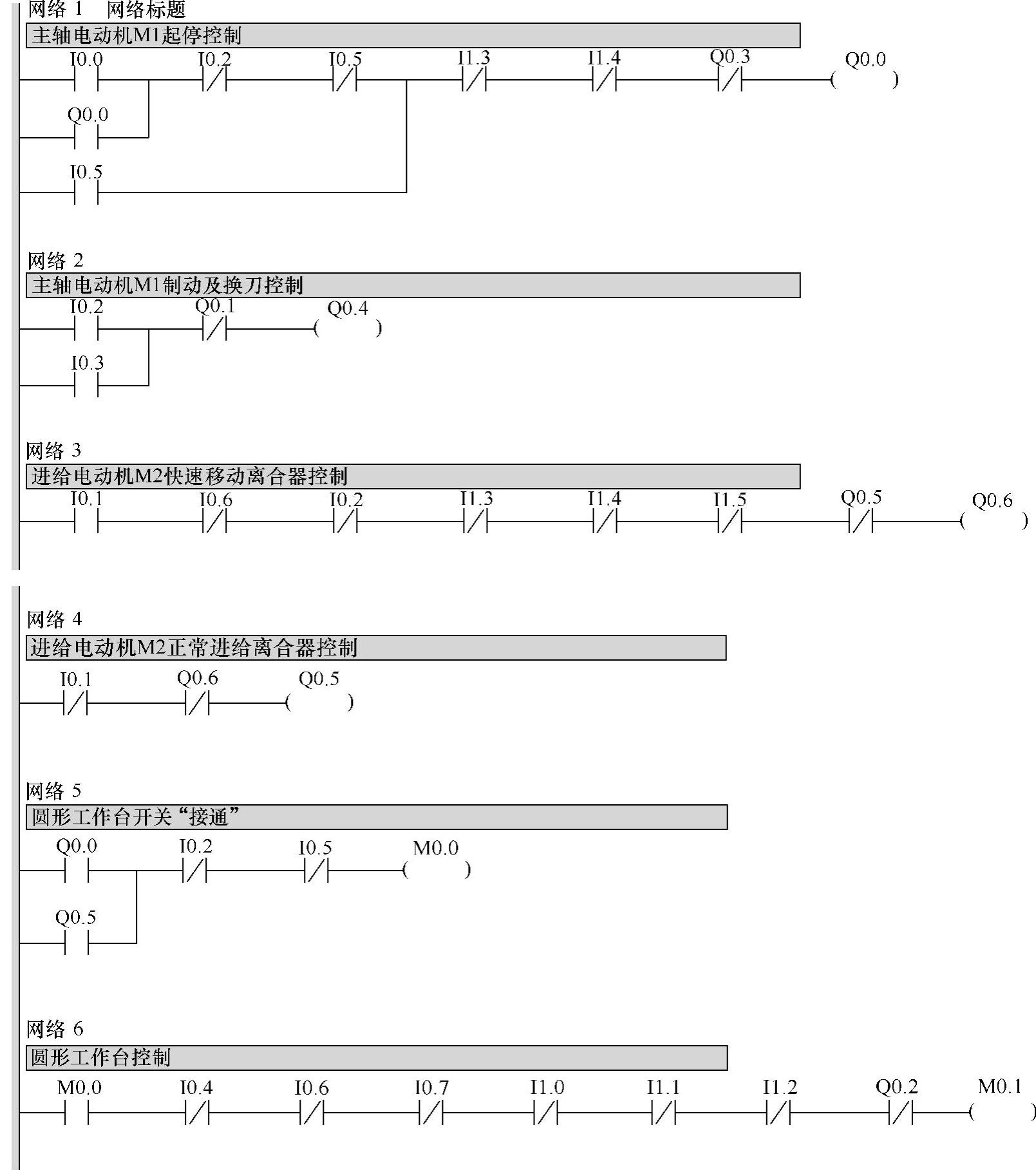
图7.2-8 X62W铣床的PLC梯形图程序
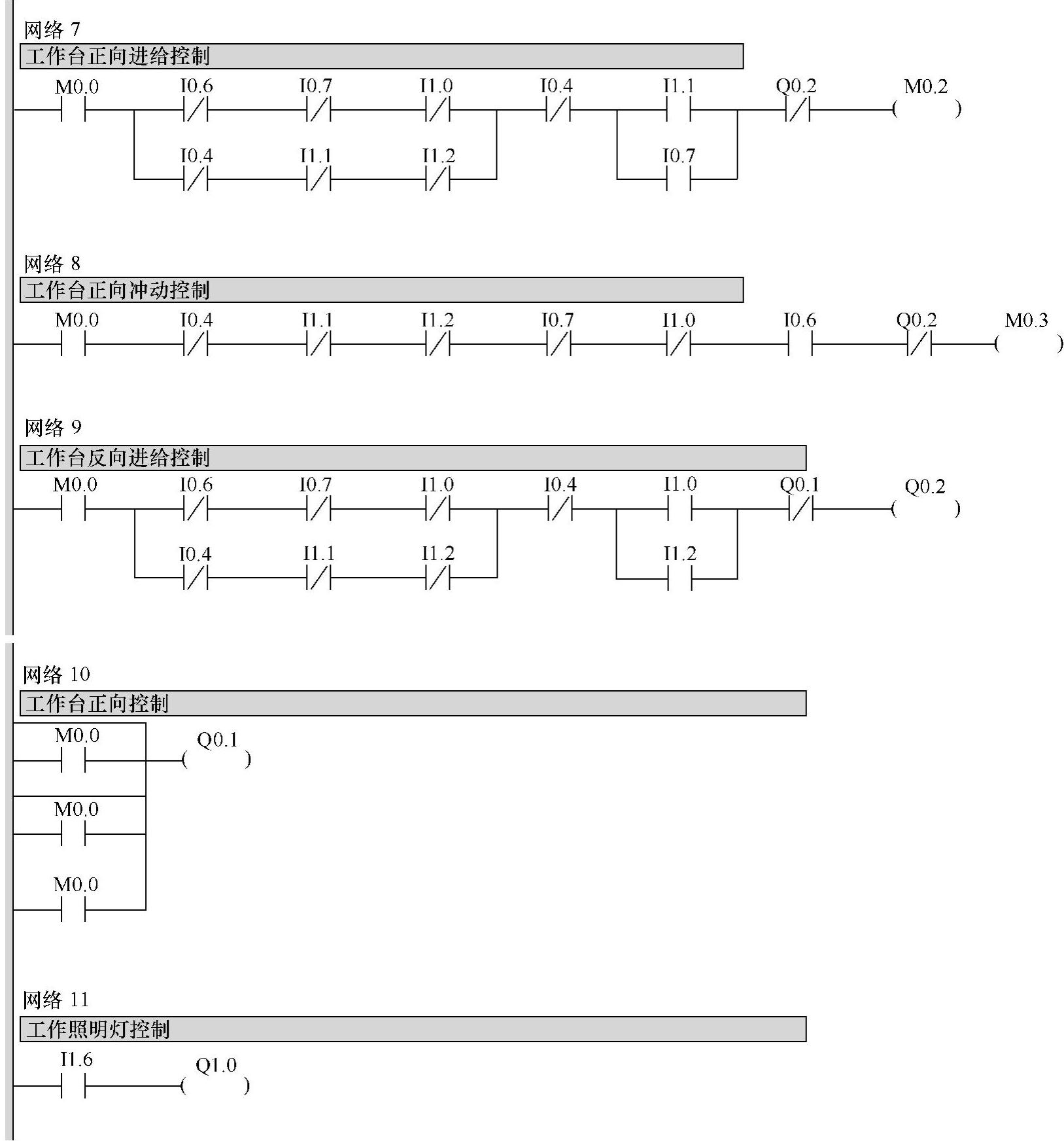
图7.2-8 X62W铣床的PLC梯形图程序(续)
(5)程序输入与调试
熟练地操作编程软件,能正确将编制的程序输入PLC;按照被控设备的要求进行调试、修改,达到设计要求。
1)通电前使用万用表检查电路的正确性,确保通电成功。
2)调试程序时先对程序进行模拟调试,对系统各种工作要求和方式都要逐一检查,不能遗漏,直到符合控制要求。
3)现场调试中,接入实际的信号和负载时,应充分考虑各种可能的情况,做到认真、仔细、全面地完成现场调试。
4)注意人身和设备的安全。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。