



X62W万能铣床的电路图如图7.2-2所示,它分为主电路、控制电路和照明电路三部分。
(1)主电路分析
主电路共有三台电动机,其控制和保护电器见表7.2-1。
表7.2-1 主电路的控制与保护电器

(2)控制电路分析
控制电路的电源由控制变压器TC输出110V电压供电。
1)主轴电动机M1的控制。为方便操作,主轴电动机M1采用两地控制方式,一组起动按钮SB1和停止按钮SB5安装在工作台上,另一组起动按钮SB2和停止按钮SB6安装在床身上。主轴电动机M1的控制包括起动控制、制动控制、换刀控制和变速冲动控制,具体见表7.2-2。
表7.2-2 主轴电动机M1的控制
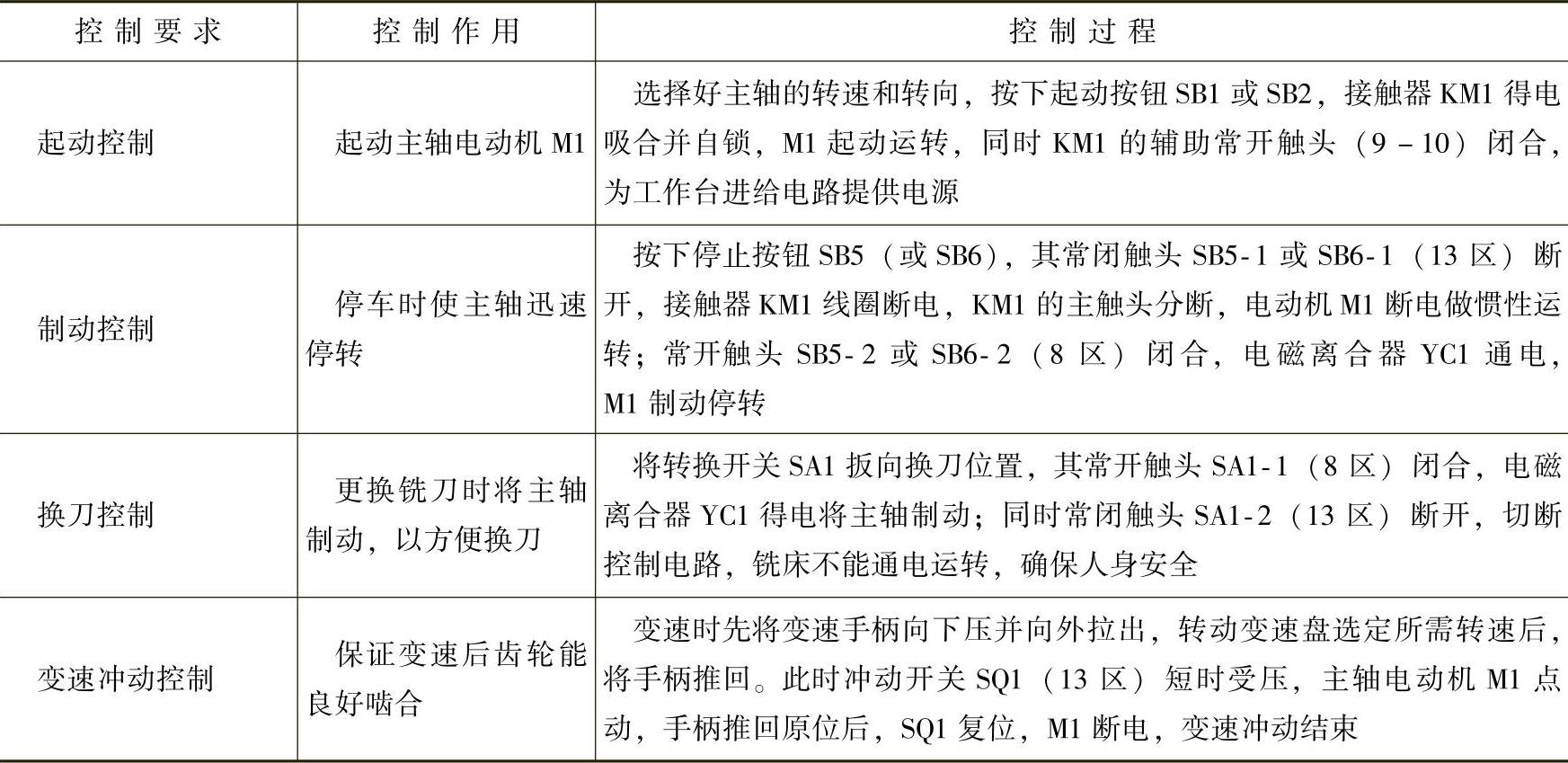
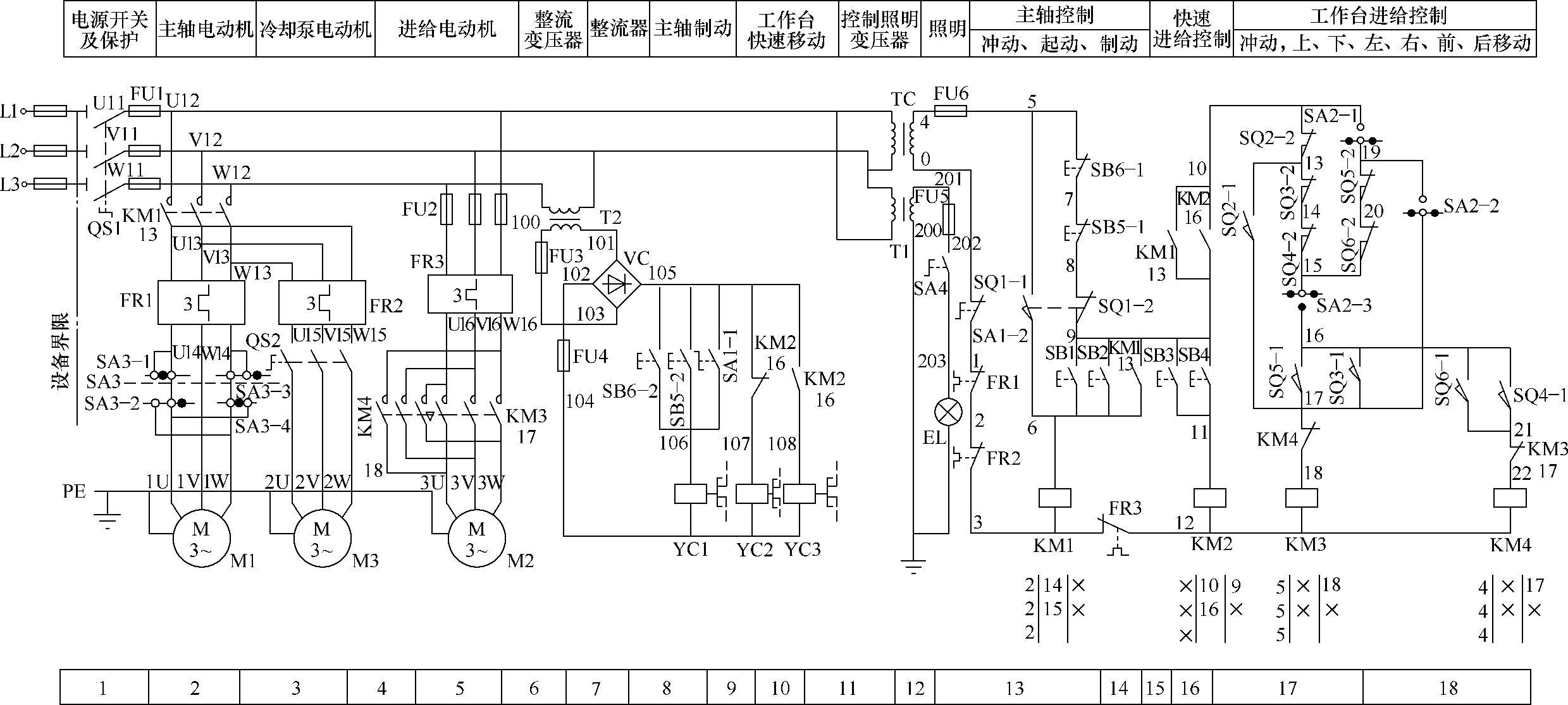
图7.2-2 X62W万能铣床的电路图
2)进给电动机M2的控制。铣床的工作台要求有前后、左右和上下六个方向上的进给运动和快速移动,并且可在工作台上安装附件圆形工作台,进行对圆弧或凸轮的铣削加工。这些运动都是由进给电动机M2拖动的。
①工作台前后、左右和上下六个方向上的进给运动。工作台的前后和上下进给运动由一个手柄控制,左右进给运动由另一个手柄控制。手柄位置与工作台运动方向的关系见表7.2-3。
表7.2-3 控制手柄的位置与工作台运动方向的关系
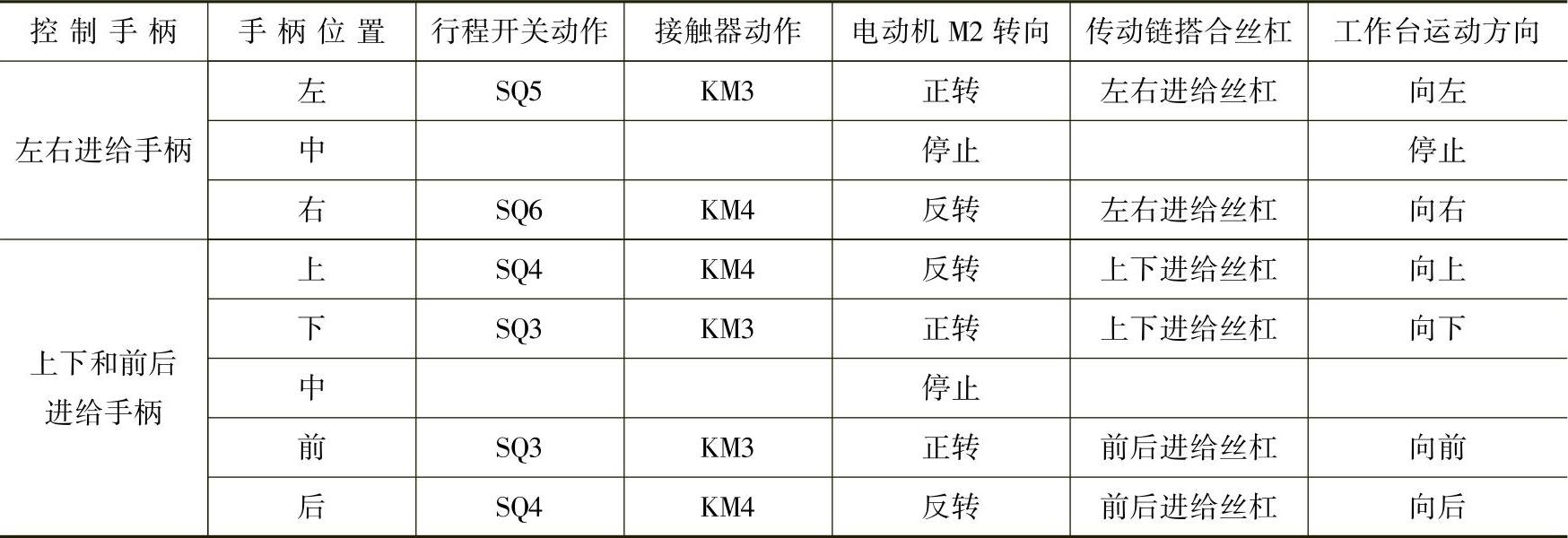
下面以工作台的左右移动为例分析工作台的进给。左右进给操作手柄与行程开关SQ5和SQ6联动,有左、中、右三个位置,其控制关系见表7.2-3。当手柄扳向中间位置时,行程开关SQ5和SQ6均未被压合,进给控制电路处于断开状态;当手柄扳向左(或右)位置时,如图7.2-3所示,手柄压下行程开关SQ5(或SQ6),同时将电动机的传动链和左右移动丝杠相连。控制过程如下:

工作台的上下和前后进给由上下和前后进给手柄控制,如图7.2-4所示,其控制过程与左右进给相似,这里不再一一分析。通过以上分析可见,两个操作手柄被置定于某一方向后,只能压下四个行程开关SQ3、SQ4、SQ5、SQ6中的一个,接通电动机M2正转或反转电路,同时通过机械机构将电动机的传动链与三根丝杠(左右丝杠、上下丝杠、前后丝杠)中的一根(只能是一根)相搭合,拖动工作台沿选定的进给方向运动,而不会沿其他方向运动。(https://www.xing528.com)
②左右进给与上下前后进给的联锁控制。在控制进给的两个手柄中,当其中的一个操作手柄被置定在某一进给方向后,另一个操作手柄必须置于中间位置,否则将无法实现任何进给运动。这是因为在控制电路中对两者实行了联锁保护。如当把左右进给手柄扳向左时,若又将另一个进给手柄扳到向下进给方向,则行程开关SQ5和SQ3均被压下,触头SQ5-2和SQ3-2均分断,断开了接触器KM3和KM4的通路,电动机M2只能停转,保证了操作安全。

图7.2-3 左右进给图

图7.2-4 上下与前后进给手柄
③进给变速时的瞬时点动。和主轴变速时一样,进给变速时,为使齿轮进入良好的啮合状态,也要进行变速后的瞬时点动。进给变速时,必须先把进给操纵手柄放在中间位置,然后将进给变速盘(在升降台前面)向外拉出,选择好速度后,再将变速盘推进去,如图7.2-5所示。在推进的过程中,挡块压下行程开关SQ2,使触头SQ2-2分断,SQ2-1闭合,接触器KM3经10—19—20—15—14—13—17—18路径得电动作,电动机M2起动;但随着变速盘复位,行程开关SQ2跟着复位,使KM3断电释放,M2失电停转。这样使电动机M2瞬时点动一下,齿轮系统产生一次抖动,齿轮便顺利啮合了。
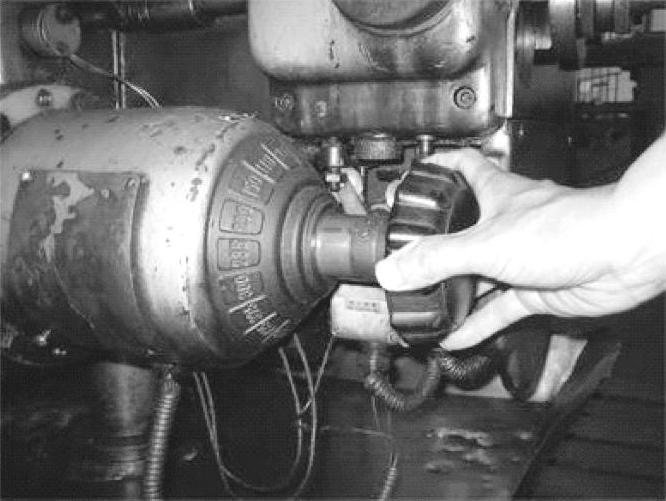
图7.2-5 进给变速冲动
④工作台的快速移动控制。快速移动是通过两个进给操作手柄和快速移动按钮SB3或SB4配合实现的。控制过程如下:
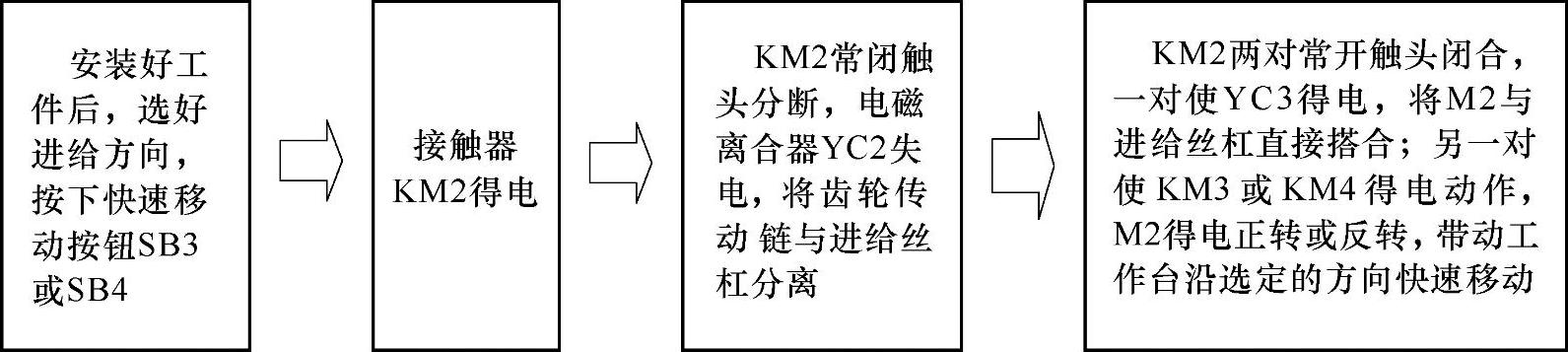
松开SB3或SB4,快速移动停止。
⑤圆形工作台的控制。圆形工作台的工作由转换开关SA2控制。当需要圆形工作台旋转时,将开关SA2扳到接通位置,此时:
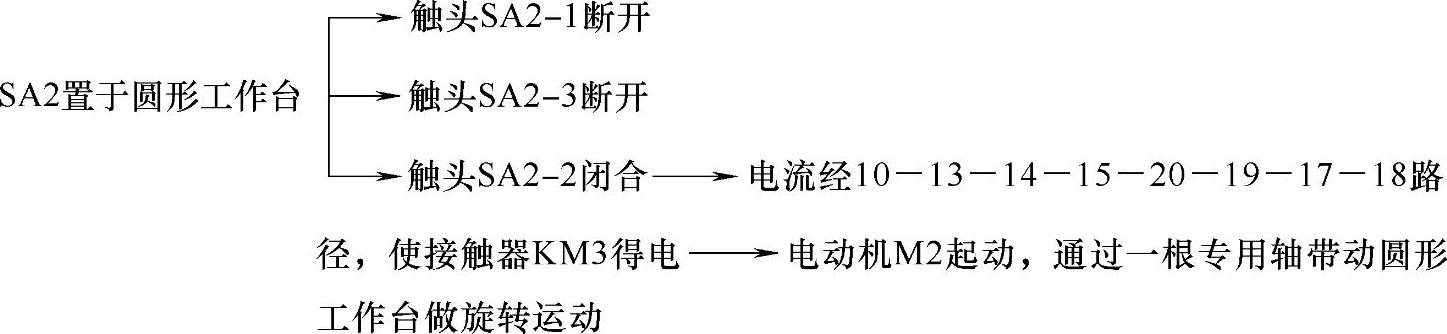
当不需要圆形工作台旋转时,转换开关SA2扳到断开位置,这时触头SA2-1和SA2-3闭合,触头SA2-2断开,工作台在六个方向上正常进给,圆形工作台不能工作。
圆形工作台开动时其余进给一律不准运动,两个进给手柄必须置于零位。若出现误操作,扳动两个进给手柄中的任意一个,则必然压合行程开关SQ3~SQ6中的一个,使电动机停止转动。圆形工作台加工不需要调速,也不要求正反转。
3)冷却泵及照明电路的控制。主轴电动机M1和冷却泵电动机M3采用的是顺序控制,即只有在主轴电动机M1起动后冷却泵电动机M3才能起动。冷却泵电动机M3由组合开关QS2控制。
机床照明由变压器T1供给24V的安全电压,由开关SA4控制。熔断器FU5做照明电路的短路保护。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。