



1)图3-91所示的销轴,在图3-92所示的组合夹具上铣削顶面上宽6mm、深4mm的开口槽。销轴以活动V形铁(7个)4点定位,中孔钻模板作为1点定位。拧紧六角螺母,通过球面支承帽顶紧活动V形铁,即可定位和夹紧7个工件。V形铁和工件都装在用对称槽方支承、单槽伸长板等元件组成的框架中。V形铁是以两个单槽伸长板的T形槽定位,并可沿T形槽移动。整个框架都安装在长方形基础板上。为保证铣槽的对称度,组装夹具时,需调整并检验7个活动V形铁的同轴度。
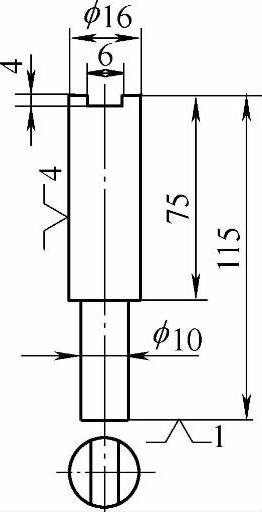
图3-91 销轴简图
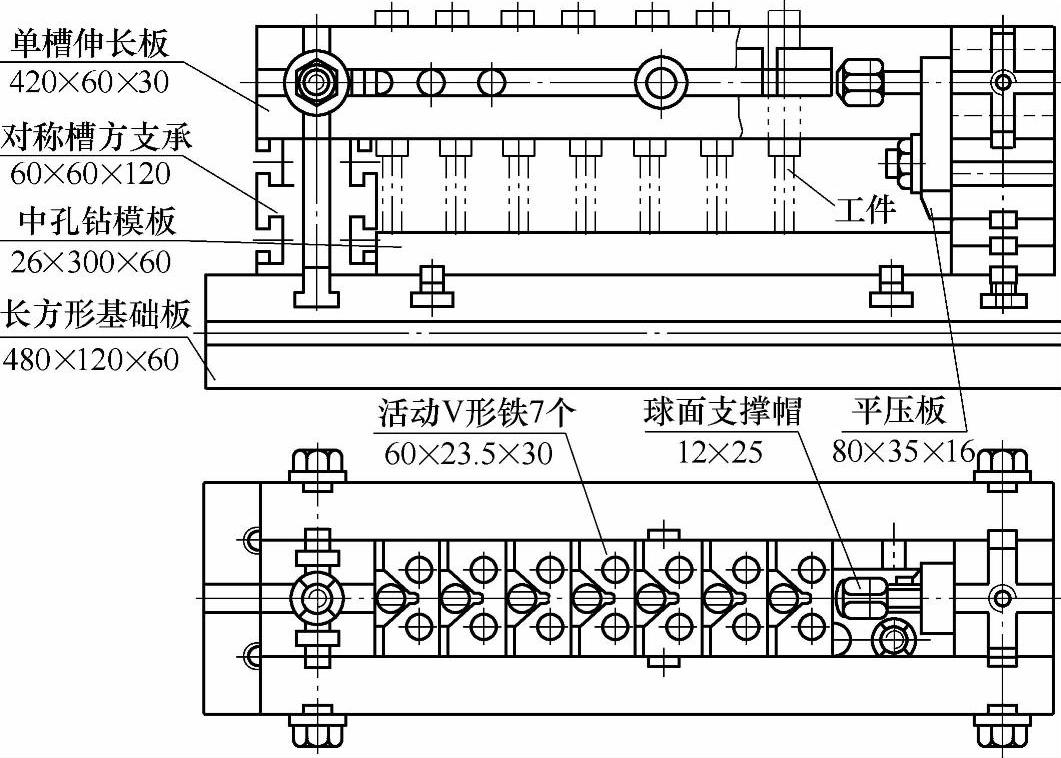
图3-92 铣多件轴槽夹具
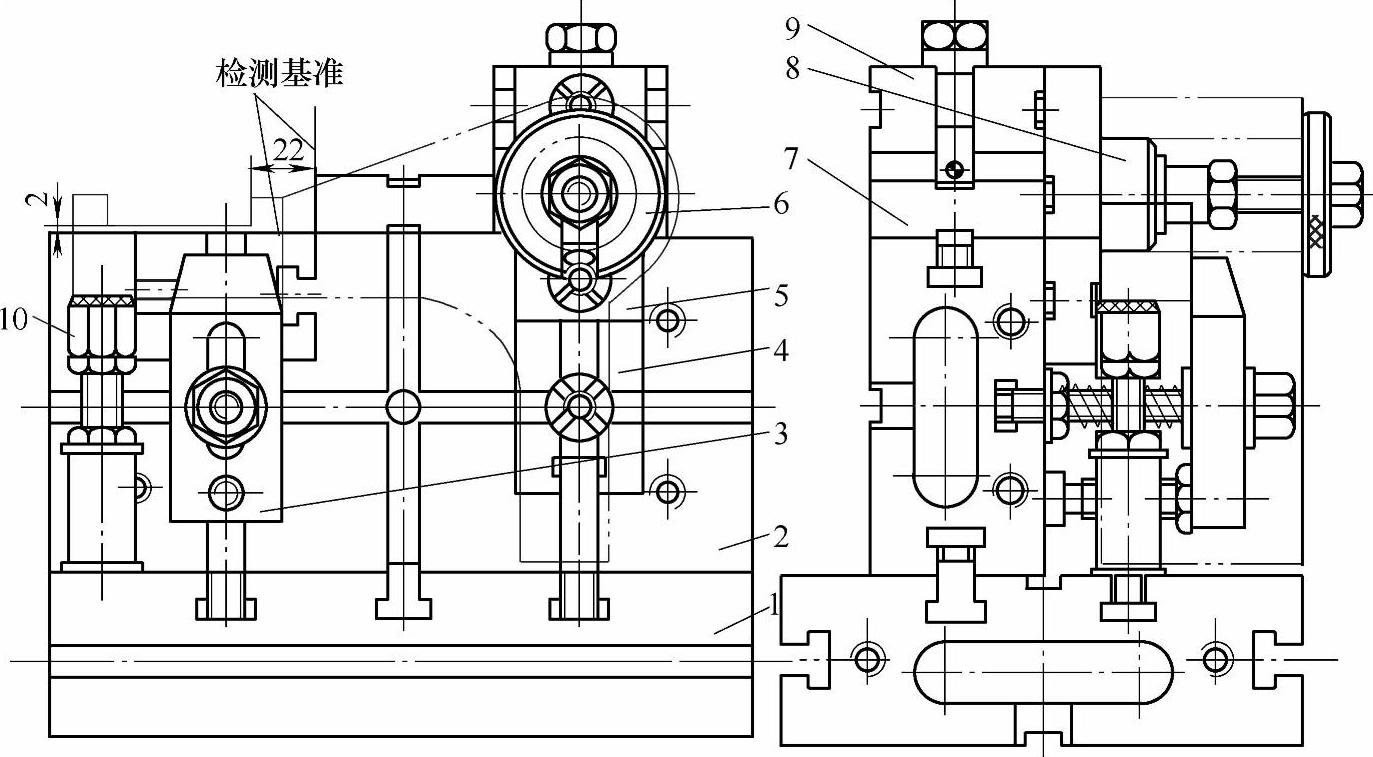
2)图3-93所示的定位杆,在图3-94所示的组合夹具上铣削50H7mm的直槽。工件以大平面和φ40H7mm孔定位,并以鳞齿支钉10限制工件转动的自由度,实现完全定位。通过平压板3和圆形压板6夹紧工件。夹具的定位、夹紧装置均安装在由长方形基础板所组成的弯板上。
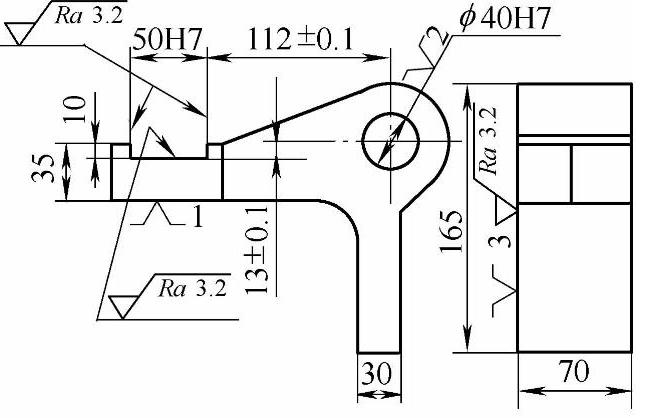
图3-93 定位杆简图
 (https://www.xing528.com)
(https://www.xing528.com)
图3-94 铣直槽组合夹具
1、2—长方形基础板 3—平压板 4—小长方支承 5—中孔钻模板 6—圆形压板 7—简式方支承 8—圆形定位销 9—对称槽方支承 10—鳞齿支钉
3)图3-95所示的工件,其台阶平面A、B、C在图3-96所示的组合夹具上进行铣削加工。夹具用两个长方形基础板组成弯板基体。在垂直安置的基础板上,组装的多槽大长方支承、小长方支承和筒式小长方支承实现工件的三点定位,并以装在多槽大长方支承键槽中的平键侧面构成一点定位;而两个φ45mm圆形定位盘组装成倾斜12°,限制了工件的两个自由度,使工件实现完全定位。两个圆形定位盘的水平方向中心距为120mm,一个用十宇定位键固定,一个按正切公式的计算尺寸(120mm×tan12°=25.51mm)组装。调准平面支承帽的支承高度( ),就能使两个φ45mm圆形定位盘在垂直方向的中心距为25.51mm,构成12°的角度定位。利用两个叉形压板和支承环等组装成夹紧机构,以实现工件的夹紧。图中标注的尺寸4.64和14是铣削A、B、C三个平面的对刀尺寸。
),就能使两个φ45mm圆形定位盘在垂直方向的中心距为25.51mm,构成12°的角度定位。利用两个叉形压板和支承环等组装成夹紧机构,以实现工件的夹紧。图中标注的尺寸4.64和14是铣削A、B、C三个平面的对刀尺寸。
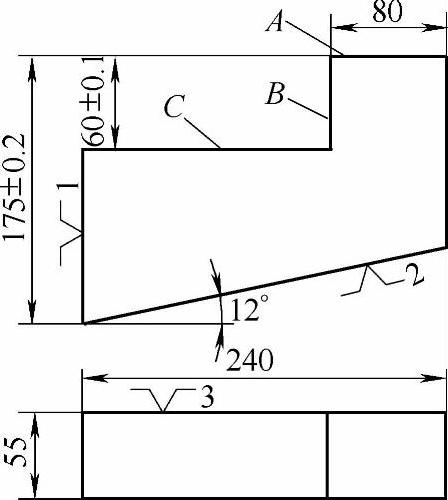
图3-95 工件简图
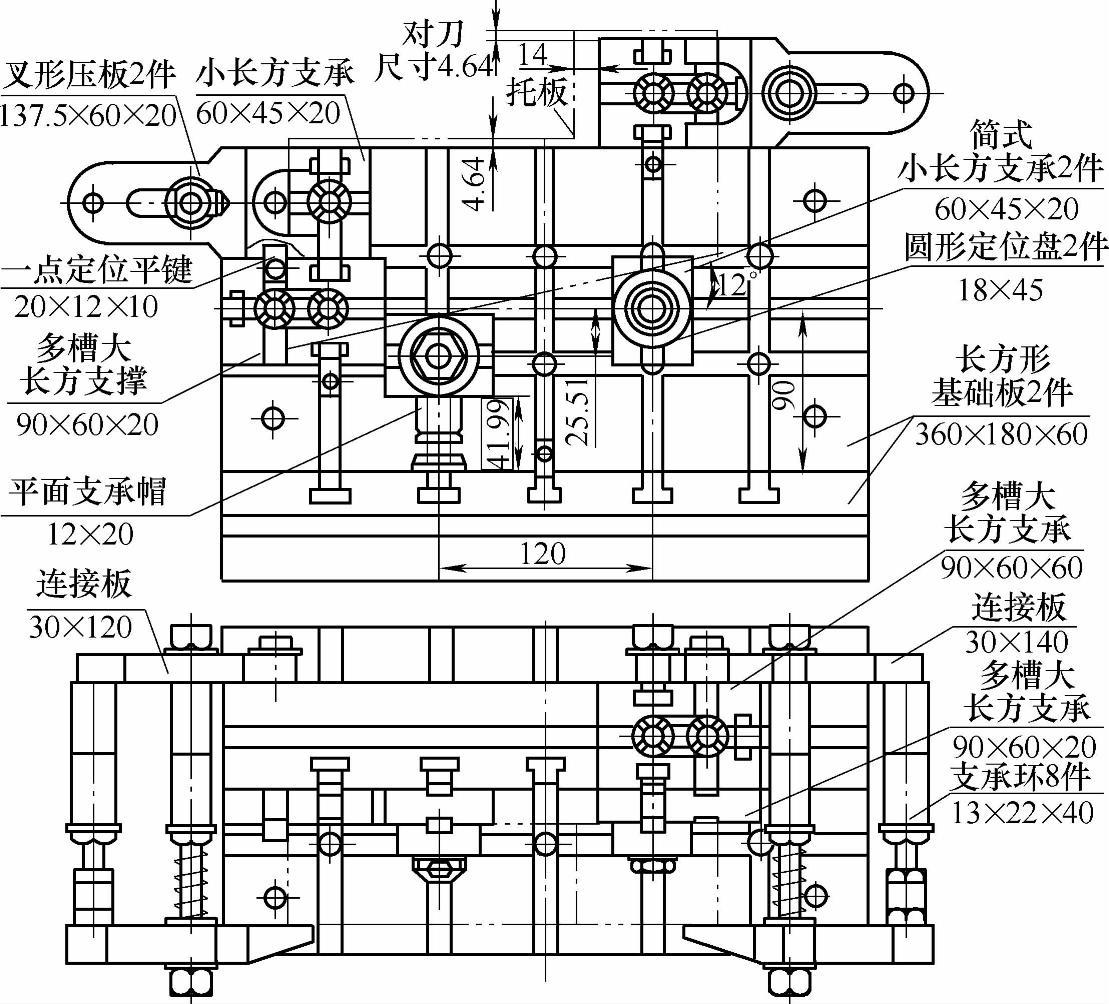
图3-96 铣台阶平面组合夹具
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。