



在铣床加工一些形状较为复杂的工件(如连杆、拨叉、托架等)时,用普通机用虎钳钳口装夹困难。此时,可根据工件的结构形状和尺寸等条件,选用以下可换钳口,以满足工件装夹的需要。
1)图3-77所示为多用钳口,钳口上有圆弧面和台阶。圆弧面用于装夹加工圆形薄工件的凸台端面和连杆;台阶可用于装夹薄形工件,加工其端面、圆弧及凸轮面等。
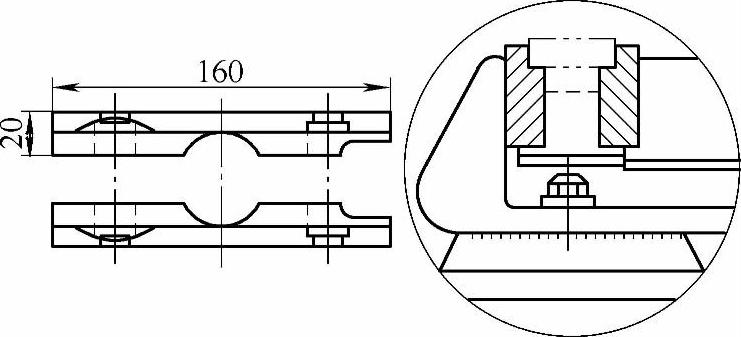
图3-77 多用钳口
2)图3-78所示为活动钳口,用于装夹加工带有斜度和角度的工件,如斜度不同的楔铁及连杆等。使用时,将活动钳口的固定件装到机用虎钳的活动钳体上,摆动部分通过销轴与固定件连接,其最大旋转角为6°。这种钳口能通过旋转夹紧工件,夹紧力均匀,夹紧可靠。
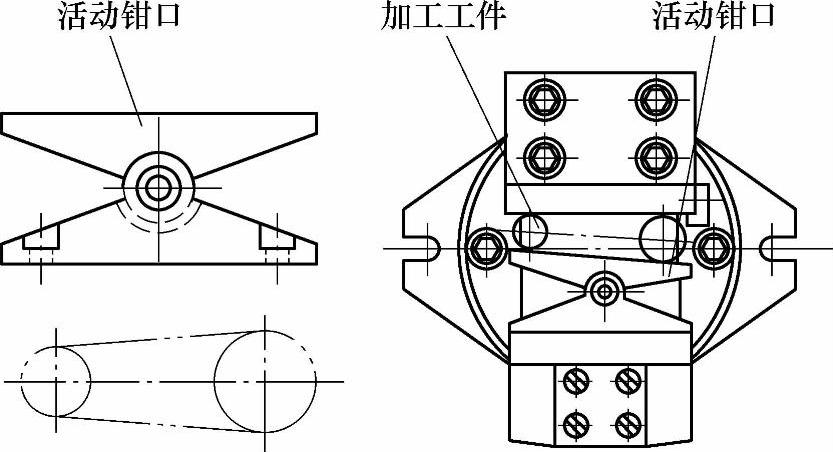
图3-78 活动钳口
3)图3-79所示为圆弧钳口,由三段圆弧组成。两边的圆弧半径相等,可实现多件装夹,且定位准确,可减少装夹和找正的时间。
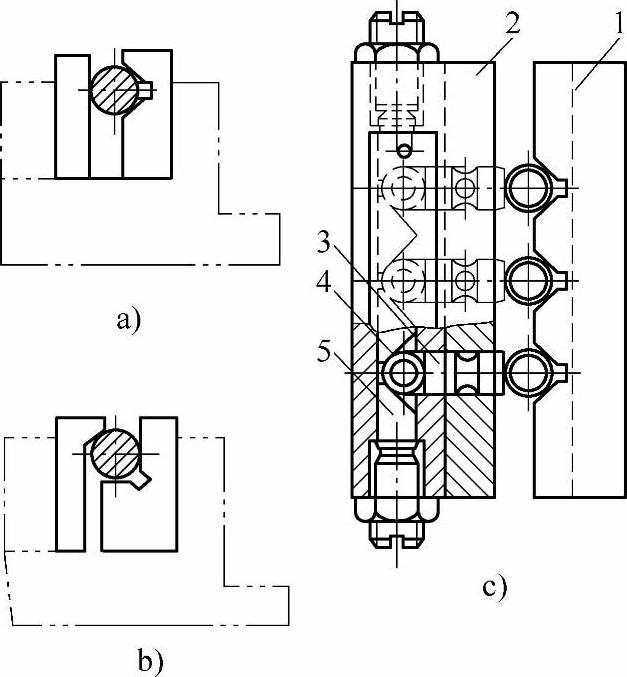
4)图3-80所示为几种可换钳口。其中,图3-80a是用V形块及平板作可换钳口,用于加工小圆柱工件;图3-80b是夹紧小圆柱工件时,使其同时受到向下夹紧力的可换钳口;图3-80c是同时夹紧三个工件的可换钳口,滑柱3、小圆柱体4及斜面滑柱5能自动调节,以保证三个工件同时夹紧。
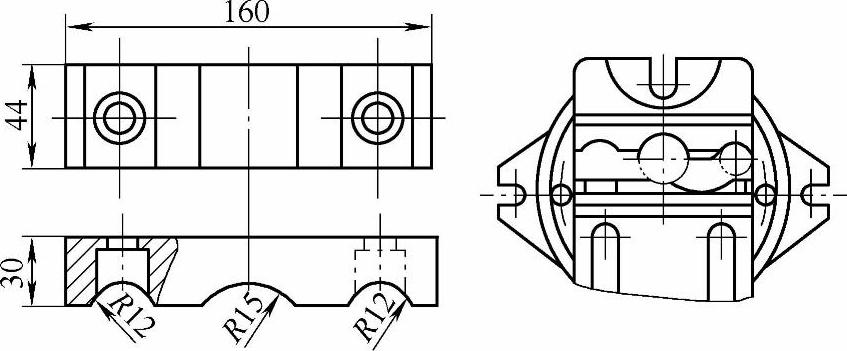
图3-79 圆弧钳口
 (https://www.xing528.com)
(https://www.xing528.com)
图3-80 几种可换钳口
a)用V形块及平板作可换钳口 b)夹紧小圆柱工件时,使其同时受到向下夹紧力的可换钳口 c)同时夹紧三个工件的可换钳口
1—固定钳口 2—活动钳口 3—滑柱 4—小圆柱体 5—斜面滑柱
5)图3-81所示为铣削连杆顶面。在机用虎钳的固定钳口座1和活动钳口座5上分别紧固了两个V形块2和6,用于连杆形工件,在立式铣床上铣削顶面。

图3-81 铣削连杆顶面
1—固定钳口座 2、6—V形块 3—支承垫 4—连杆形工件 5—活动钳口座
6)图3-82所示为铣削铸件两端面。在平口虎钳的固定钳口座上装上摆动压板3(夹紧元件),在活动钳口座6上装有定位基准件,按槽和支承部分将工件定位,用于铣削工件4的两端面。
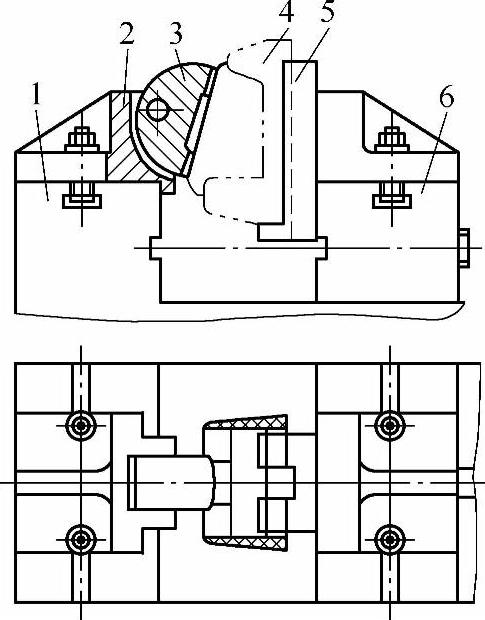
图3-82 铣削铸件两端面
1—固定钳口座 2、5—专用钳口 3—摆动压板 4—工件 6—活动钳口座
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。