



【摘要】:铣床夹具在机床上定位后,为了保证工件被加工表面与铣刀有正确的相对位置,即需要利用对刀装置来确定刀具与夹具的相对位置。对刀装置包括对刀块和塞尺。图3-61所示为常用的对刀装置。图3-61a所示为高度对刀装置,用于确定铣刀的高度,3是标准圆形对刀块;图3-61b中3是直角对刀块,用于对准铣刀高度和水平方向的位置;图3-61c、d所示为成形刀具对刀装置;图3-61e所示为组合铣刀对刀装置,3是方形对刀块,用于组合铣刀垂直和水平方向的对刀。
铣床夹具在机床上定位后,为了保证工件被加工表面与铣刀有正确的相对位置,即需要利用对刀装置来确定刀具与夹具的相对位置。对刀装置包括对刀块和塞尺。
图3-61所示为常用的对刀装置。图3-61a所示为高度对刀装置,用于确定铣刀的高度,3是标准圆形对刀块;图3-61b中3是直角对刀块,用于对准铣刀高度和水平方向的位置;图3-61c、d所示为成形刀具对刀装置;图3-61e所示为组合铣刀对刀装置,3是方形对刀块,用于组合铣刀垂直和水平方向的对刀。
对刀时,移动机床工作台,使铣刀靠近对刀块。为避免损坏铣刀切削刃或造成对刀块过早磨损,铣刀不能和对刀块工作表面直接接触,而应通过塞尺来校准它们之间的相对位置,即在切削刃与对刀块之间塞进一规定尺寸的塞尺,让切削刃轻轻靠紧塞尺,抽动塞尺,感觉到有一定的摩擦力存在。依靠这种松紧的感觉来确定铣刀的最终位置,抽出塞尺,就可以开动机床进行加工。
图3-62所示为常用的对刀塞尺。图3-62a所示为平面塞尺,厚度常用1mm、2mm和3mm;图3-62b所示为圆柱塞尺,多用于成形铣刀对刀,直径常用3mm、5mm。两种塞尺的公差均为h8。
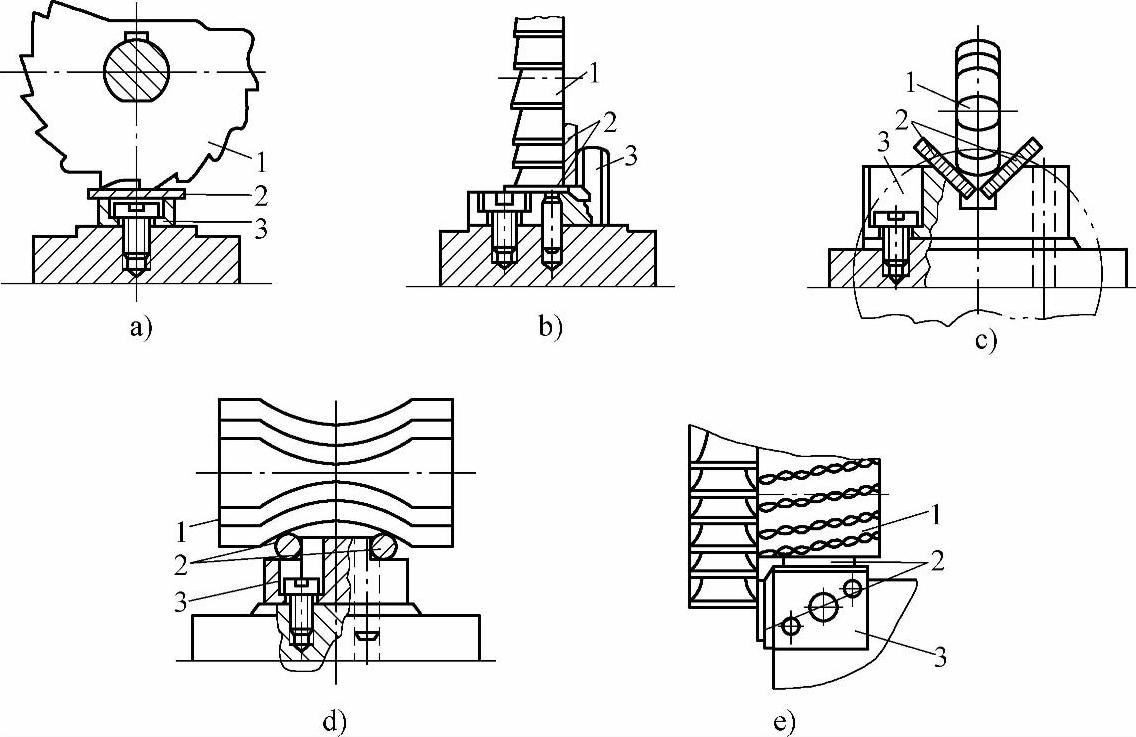
图3-61 常用的对刀装置(https://www.xing528.com)
a)高度对刀装置 b)高度和水平方向对刀装置 c)、d)成形刀具对刀装置 e)组合铣刀对刀装置
1—刀具 2—塞尺 3—对刀块
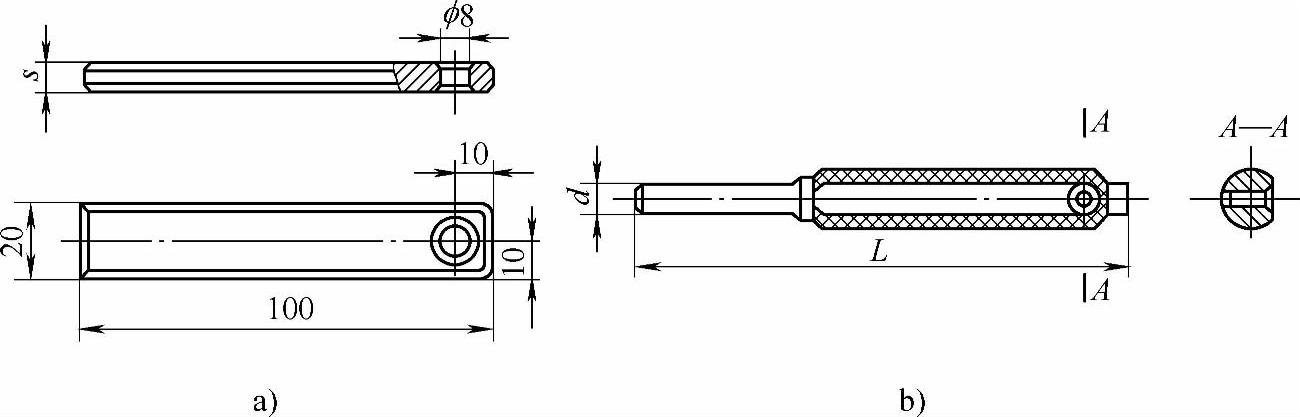
图3-62 常用的对刀塞尺
a)平面塞尺 b)圆柱塞尺
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。