



螺旋夹紧机构是指用螺旋副与其他元件(压板、垫圈等)相结合,对工件进行夹紧的机构。螺旋夹紧机构结构简单、夹紧行程大、增力比大、自锁性能好,是手动夹紧中用得最多的一种夹紧机构。常用的螺旋夹紧机构有以下几种。
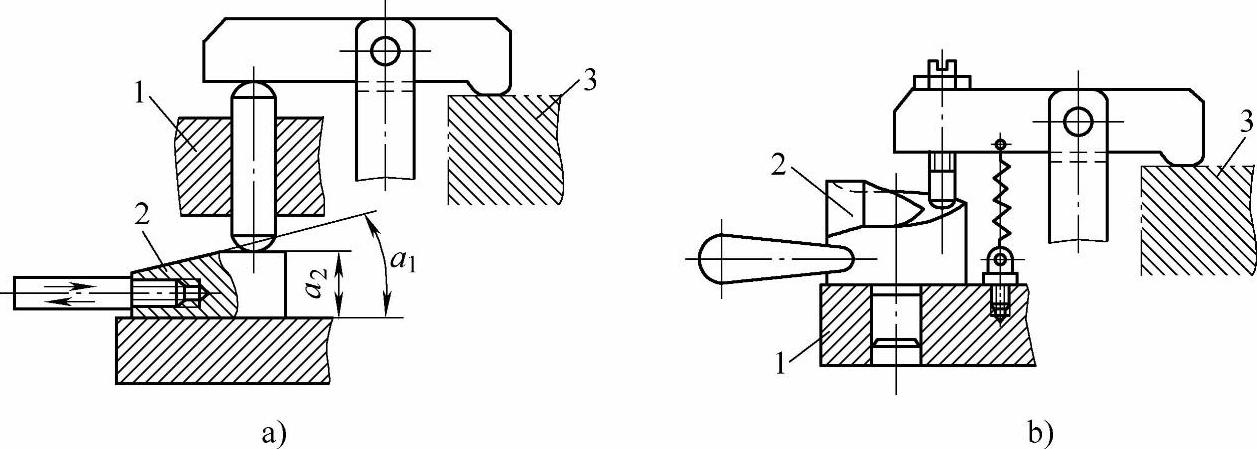
图3-47 斜楔夹紧机构
a)将斜楔与滑柱组合而成的夹紧机构 b)由端面斜楔与压板组合而成的夹紧机构
1—夹具体 2—斜楔 3—工件
(1)单个螺旋夹紧机构 直接用螺钉或螺母夹紧工件的机构称为单个螺旋夹紧机构。图3-48所示的螺旋夹紧机构由螺钉、螺母、垫圈、压板等元件组成。其中,图3-48a中螺钉头直接与工件表面接触,当螺钉转动时,可能会带动工件旋转或损伤工件表面。为克服这一缺点,可在螺钉头部装上摆动压块(见图3-49)。摆动压块有三种类型(见图3-50),图3-50a为端面光滑的光面压块,用于夹紧已加工表面;图3-50b为端面有齿纹的槽面压块,用于夹紧毛坯面;当要求螺钉只移动不转动时,可采用图3-50c所示的圆形压块。
单个螺旋夹紧机构的缺点是夹紧动作慢,工件装卸费时。为了克服这一缺点,生产中常采用图3-51所示的快速螺旋夹紧机构。
图3-51a所示为带有开口垫圈的螺母夹紧机构,螺母外径小于工件孔径。稍松螺母,取下开口垫圈,即可将工件穿过螺母顺利取出。图3-51b所示的手柄螺杆为左、右螺纹。转动螺杆,可使左、右两钳口同时趋近或离开,实现工件的快速装卸。图3-51c所示的螺母螺孔内,又斜钻出孔径略大于螺纹外径的滑孔。螺母可斜向沿滑孔套入螺杆,然后将螺母摆正,使螺母的螺纹与螺杆啮合,再稍微拧动螺母,即可将工件夹紧。图3-51d所示的手柄杆上铣有螺旋槽和平面,导套内镶有小销。当平面与小销对正时,手柄杆可轴向移动接近工件;螺旋槽与小销对正后,旋转手柄杆,通过斜面的作用将工件夹紧。图3-51e所示为快速夹紧机构。在装上工件后,推动手柄螺母,使螺杆连同压块快速接近工件,然后旋转摆动手柄,使垫块进入图示的工作位置,只要再略微转动手柄螺母,便可将工件夹紧;松开工件的操作顺序相反。垫块旁有挡销限位,用以确定手柄2的工作位置。图3-51f所示的拉杆与气缸连接,压座的中间开有略大于拉杆端部的长槽。拉杆向上时,旋转压座使中间长槽与拉杆端面对正,取下压座,工件即可通过端面取出。
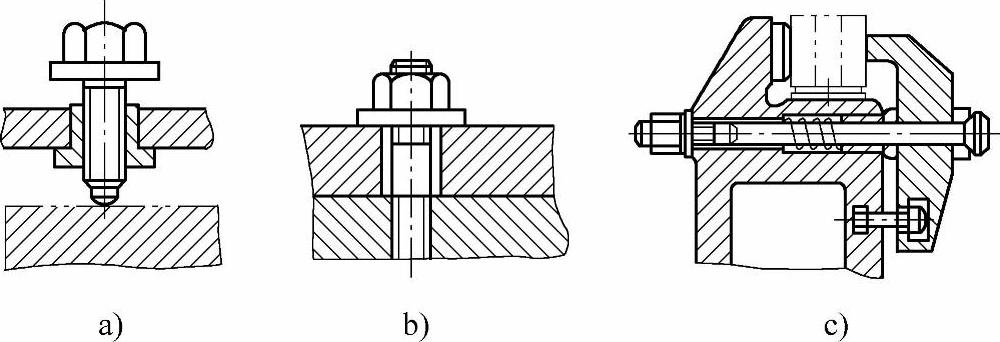
图3-48 螺旋夹紧机构
a)机构一 b)机构二 c)机构三
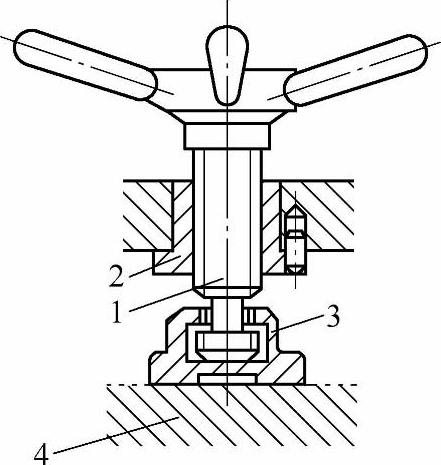
图3-49 带摆动压块的单个螺旋夹紧
1—螺杆 2—螺母套 3—摆动压块 4—工件(https://www.xing528.com)
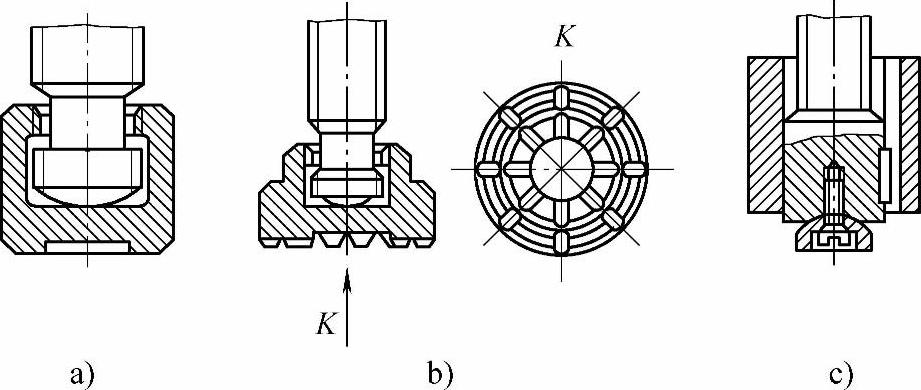
图3-50 摆动压块
a)端面光滑的光面压块 b)端面有齿纹的槽面压块 c)圆形压块
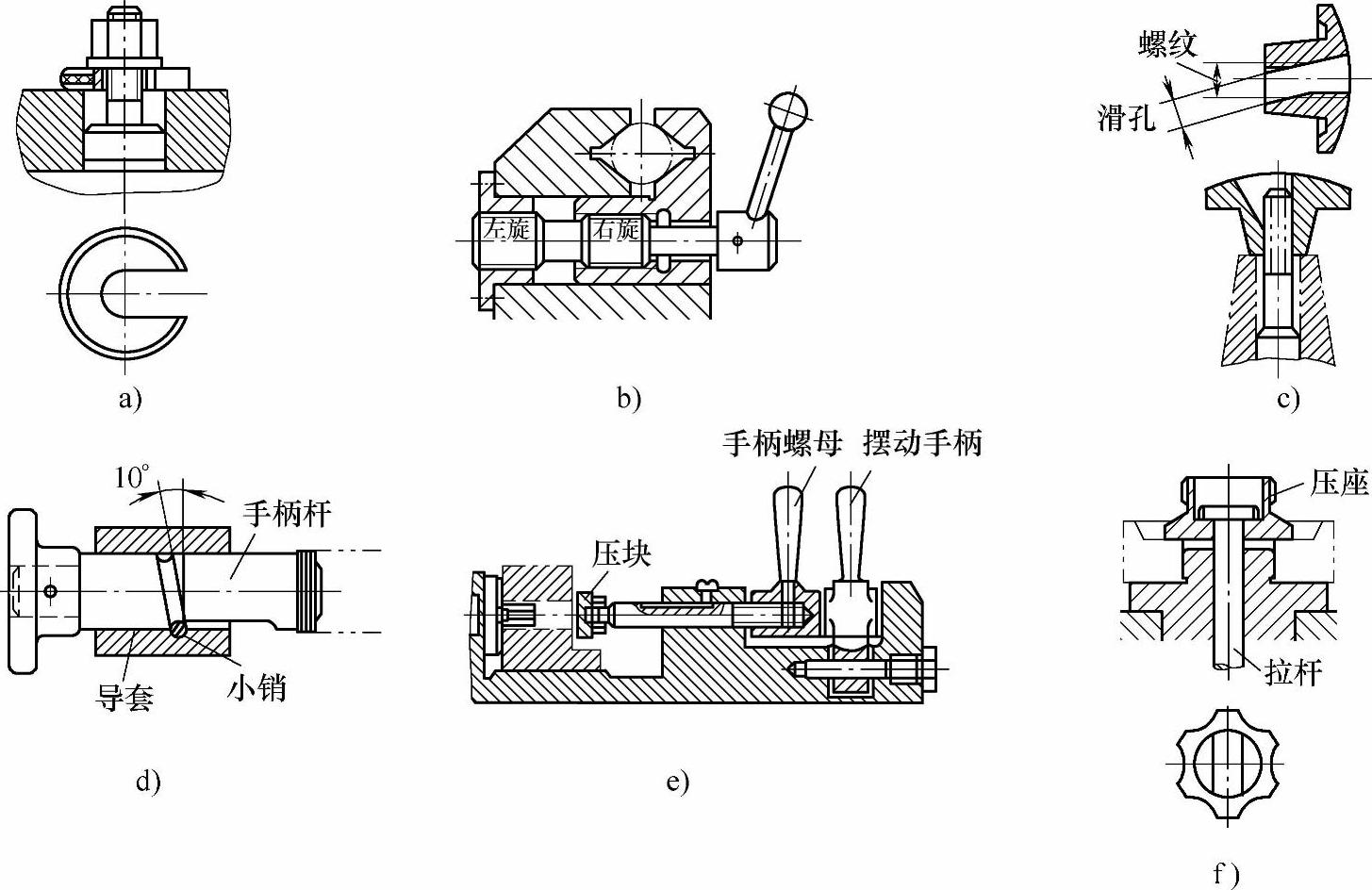
图3-51 快速螺旋夹紧机构
a)机构一 b)机构二 c)机构三 d)机构四 e)机构五 f)机构六
(2)螺旋压板夹紧机构 图3-52所示为常用的螺旋压板夹紧机构。其中,图3-52a、b所示为移动压板,图3-52c、d所示为回转压板。图3-53所示为螺旋钩形压板,其特点是结构紧凑、使用方便。
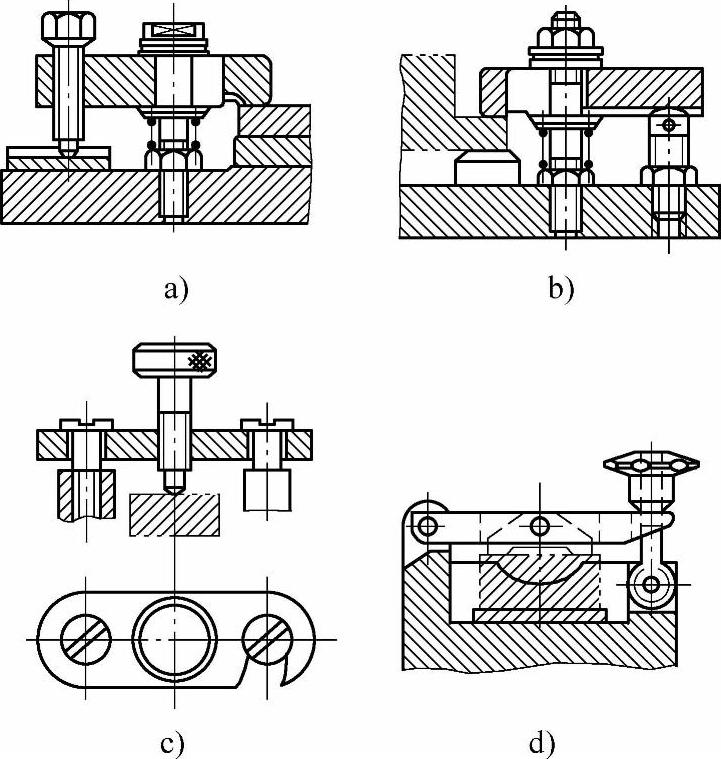
图3-52 常用的螺旋压板夹紧机构
a)、b)移动压板 c)、d)回转压板
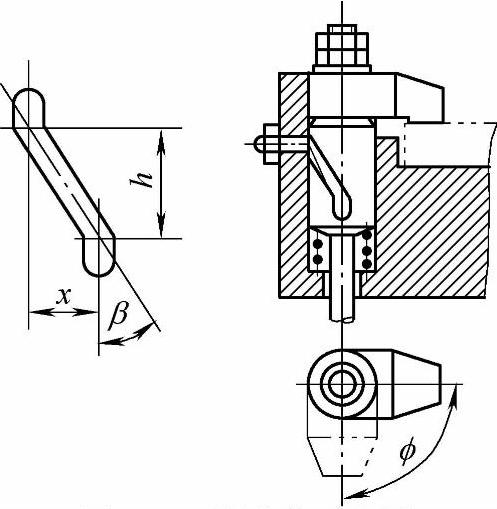
图3-53 螺旋钩形压板
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。