



工件以圆柱外表面定位时,常用的定位元件有V形块、定位套和半圆套,分述如下:
(1)V形块 工件的定位面无论是否经过加工,是完整的圆柱面还是局部圆弧面,都可以采用V形块定位。V形块定位的优点是对中性好、安装方便。由图3-31可见,V形块两斜面的夹角α的半角相等,能使工件的定位基准轴线对中在V形块两斜面的对称平面上,且不受定位基准直径误差的影响。V形块两斜面间的夹角α有60°、90°、120°三种,以90°应用最广。
图3-31a所示的V形块适用于较短的精基准定位;图3-31b用于较长的粗基准(或阶梯轴)定位;图3-31c用于两段精基准相距较远的场合;图3-31d为铸铁底座镶淬火钢垫的V形块,用于定位基准直径与长度较大的场合。
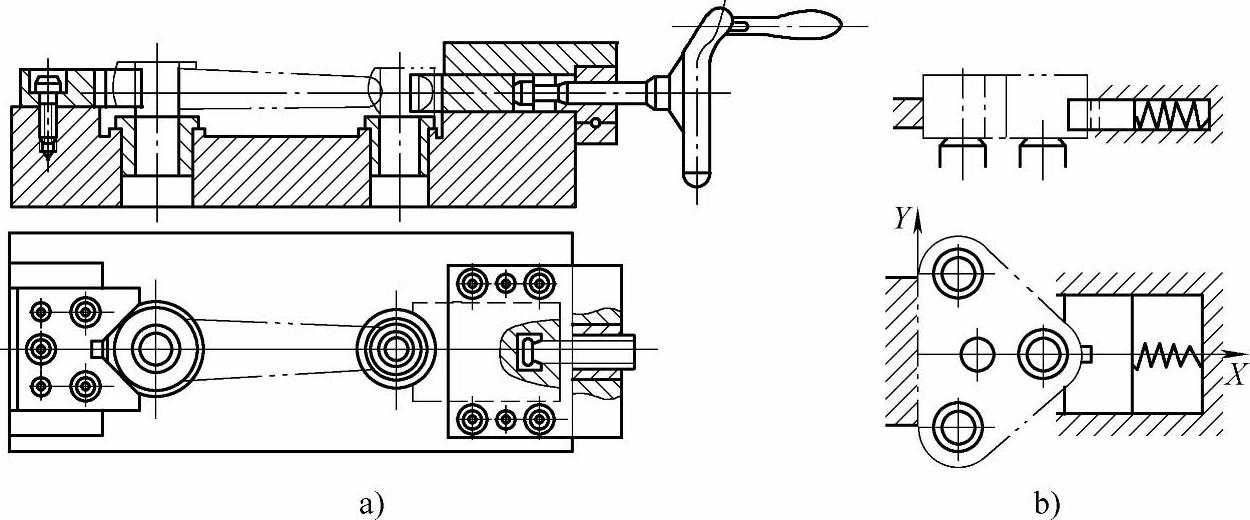
V形块有固定式和活动式之分。固定V形块根据工件与V形块接触母线的长度,限制两个或四个自由度;而活动V形块在图3-32中所示加工连杆孔定位中,限制一个转动自由度,用以补偿因毛坯尺寸变化对定位的影响,同时兼有夹紧作用。
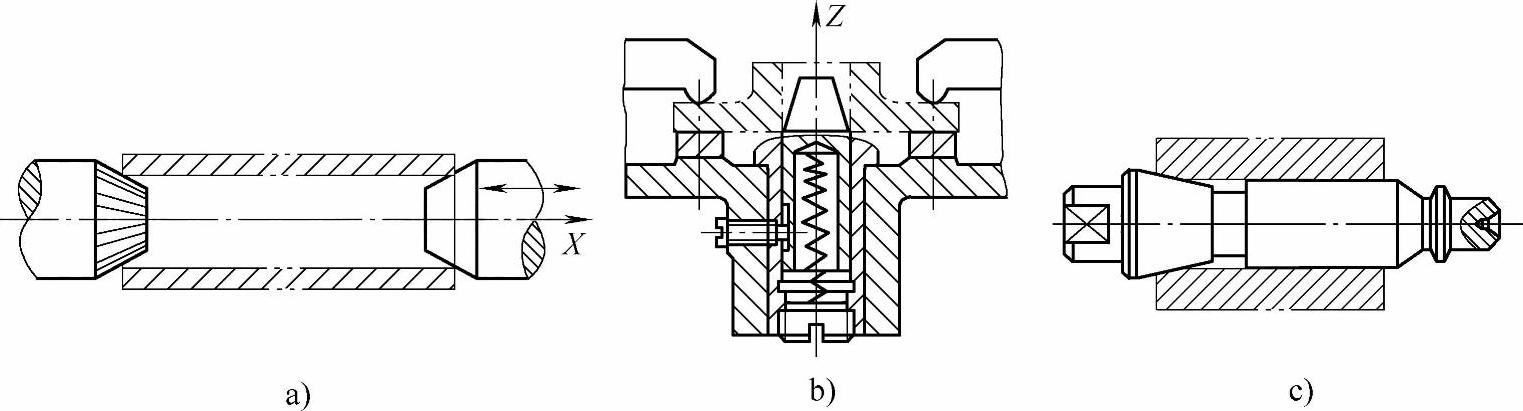
图3-30 圆锥销组合定位
a)工件在双圆锥销上定位 b)采用活动圆锥销定位 c)圆锥、圆柱组合心轴
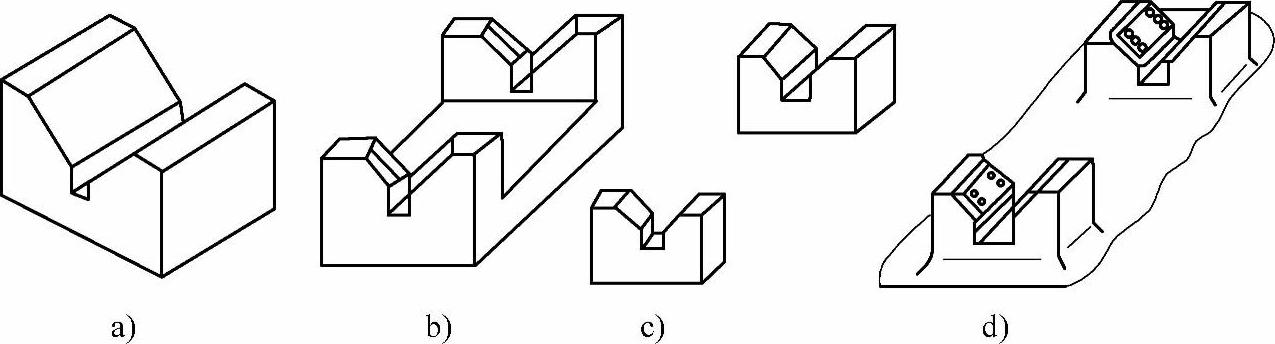
图3-31 V形块
a)形式一 b)形式二 c)形式三 d)形式四
 (https://www.xing528.com)
(https://www.xing528.com)
图3-32 活动V形块在加工连杆孔定位中的应用
a)示意图 b)原理图
(2)定位套 图3-33所示为常用的定位套。定位套属于内孔轴线定位,为保证工件的轴向定位,常与端面组合定位。当工件的定位端面较大时,应采用短型定位套,以免造成过定位。一个短定位套限制两个移动自由度,一个长定位套则限制两个移动和两个转动自由度。定位套结构简单、制造容易,但定心精度不高,只适用于精定位基面。
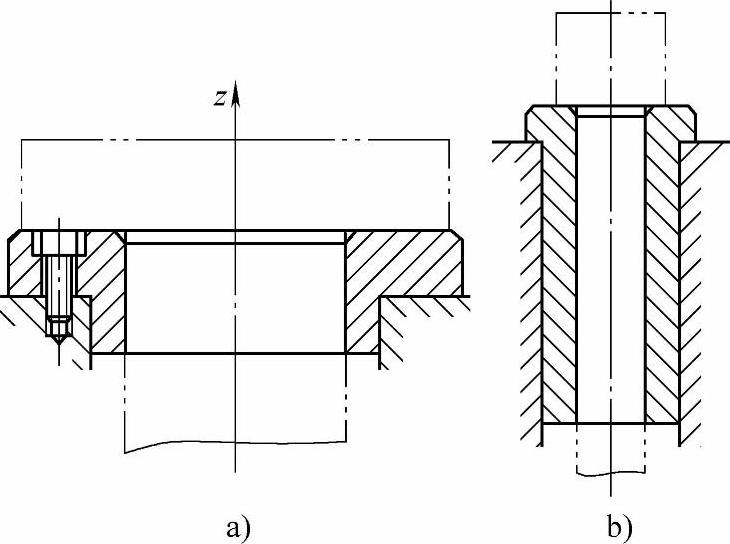
图3-33 常用的定位套
a)短定位套 b)长定位套
(3)半圆套(见图3-34) 半圆套定位就是将定位套分开为上、下两个部分,下半圆套用来定位;上半圆套固定在铰链盖板上,用以夹紧工作。这种定位方式主要用于大型轴类零件及不便于轴向安装的工件。半圆套的定位精度取决于工件定位面的精度,一般不应低于IT8或IT9。半圆套的最小直径应取工件定位基面的最大直径。
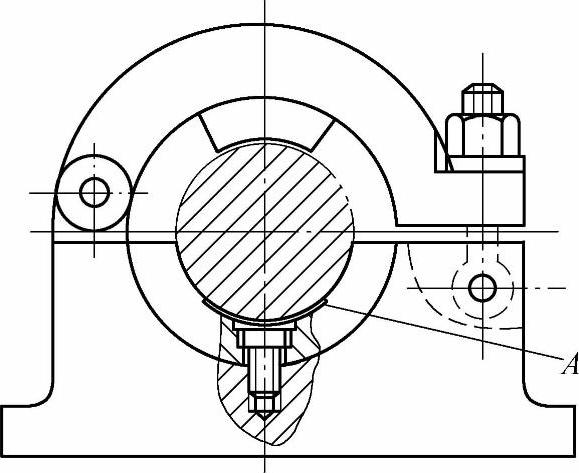
图3-34 半圆套
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。