



(1)铣刀前角的测量
1)用多刃角尺测量。由图2-51a可见,测量时把多刃角尺的量块1和靠尺5分别放在铣刀相邻的两个刀齿上,量尺2与铣刀的轴线垂直,转动扇形刻度游标3,使量尺2的测量面与刀齿的前刀面全部接触,按铣刀的齿数读出半圆尺4上的齿数刻线所对准的游标3的刻度,即为铣刀前角的度数值。
2)用高度游标卡尺测量。由图2-51b可见,测量时铣刀顶在两顶尖间,并测出尺寸A,让高度游标卡尺的测量面与刀齿前刀面完全贴合,读出尺寸B,则铣刀的前角γo可由下式求出:
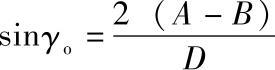
式中 A——铣刀中心距离平板的高度(mm);
B——铣刀前刀面距离平板的高度(mm);
D——铣刀直径(mm);
γo——铣刀前角(°)。
测量螺旋槽铣刀的前角时,测出的前角是端剖面前角γo,垂直于螺旋刃剖面上的法前角γn,可用下式换算求得:
tanγn=tanγocosω
式中 γn——铣刀的法前角(°);
γo——铣刀的端剖面前角(°);
ω——铣刀刀齿的螺旋角(°)。
(2)铣刀后角的测量
1)用多刃角尺测量。测量方法与测量前角的方法相似。由图2-52a可见,将量块1的工作面与铣刀的后刀面完全贴合,即可从扇形刻度游标2上读出后角的度数。
2)用高度游标卡尺测量。由图2-52b可见,在测出尺寸A、C后,可按下式计算出后角:(https://www.xing528.com)
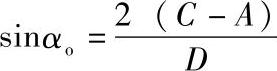
式中 A——铣刀中心距离平板的高度(mm);
C——铣刀刀齿顶部距离平板的高度(mm);
D——铣刀直径(mm);
αo——铣刀后角(°)。
(3)铣刀的外观检查 刃磨后铣刀的外观检查,包括切削刃上的烧伤、裂纹、毛刺、卷刃、崩刃等缺陷,以及刀齿的前、后刀面的表面粗糙度(目测或用粗糙度样板进行比较)。
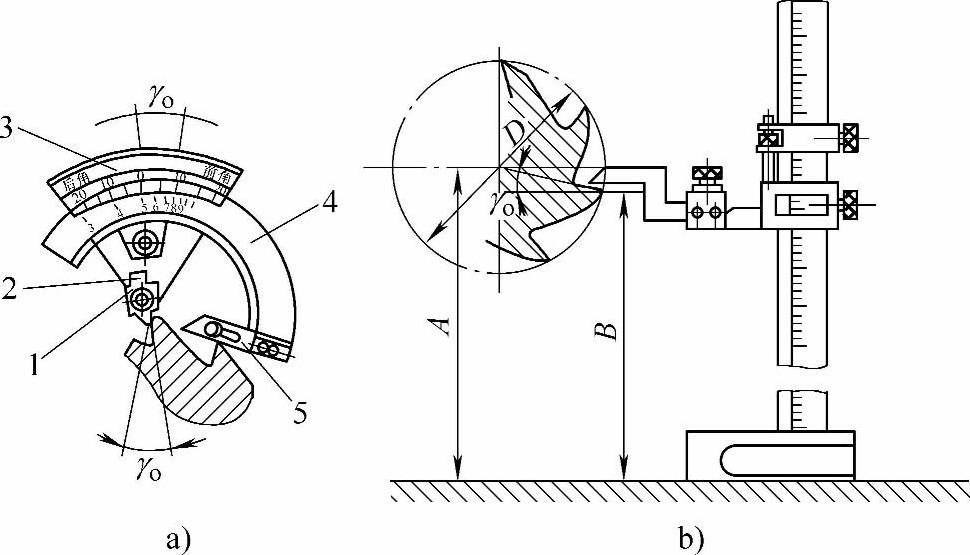
图2-51 铣刀前角的测量
a)用多刃角尺测量 b)用高度游标卡尺测量
1—量块 2—量尺 3—游标 4—半圆尺 5—靠尺
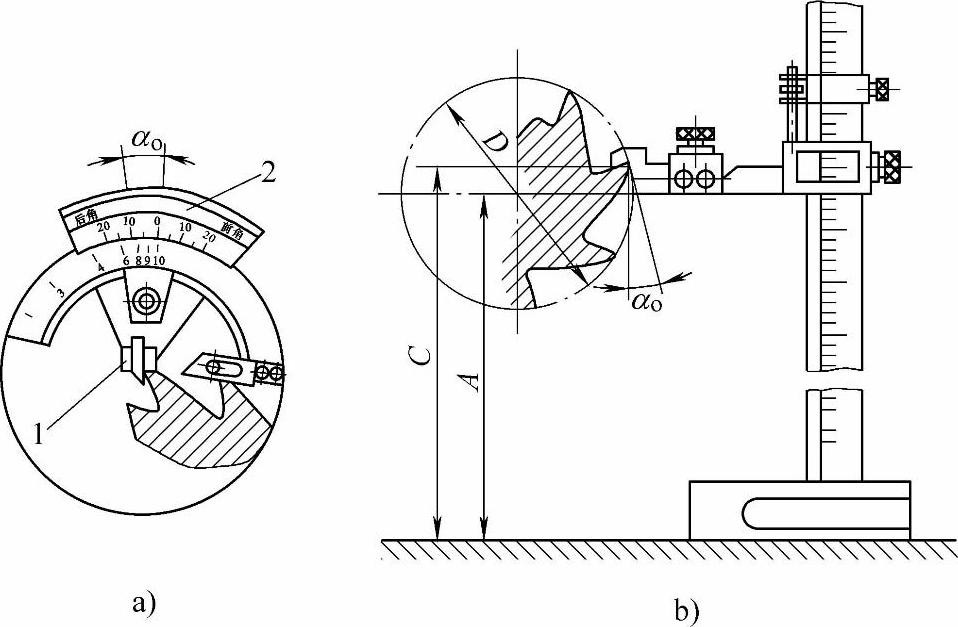
图2-52 铣刀后角的测量
a)用多刃角尺测量 b)用高度游标卡尺测量
1—量块 2—扇形刻度游标
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。