



可转位硬质金铣刀刀片定位和夹紧的基本要求如下:
1)保证定位精度,即在安装和转位后能保证刀片在规定的位置上。
2)夹紧可靠,能保证在铣削过程中刀片保持稳固。
3)操作方便,能方便迅速地实现刀片转位或更换刀片。
4)刀片的定位、夹紧元件不会影响切屑的流出。
(1)可转位硬质合金铣刀刀片的定位 可转位硬质合金铣刀刀片安装后,刀片的径向和端面跳动量对铣刀切削刃在铣削过程中的磨损和工件表面的加工质量影响很大。因此,除必须保证铣刀刀片、刀体和定位元件的制造精度外,还应选择刀片正确的定位方式。
铣刀刀片的主要定位基面可选取刀片的顶面或底面。用顶面定位可消除刀片的厚度误差对刀刃位置的影响,故定位精度较高。刀片另外三个自由度的限制,则可利用刀片两个相邻的侧面来定位。根据接触方式的不同,刀片侧面的定位方式可分为以下三类:
1)点接触式定位。由图2-33可见,刀片是靠其底面和相邻两侧面刀槽的三个球面支承来定位的。两侧面各有一个定位块,结构简单、调整方便。这种三点定位比平面定位可减少定位元件制造误差对刀片定位精度的影响,通常可保证重复定位精度在0.02~0.04mm以内,因而应用较多。
2)面接触式定位。由图2-34a可见,刀片相邻两侧面靠刀垫或刀体上刀片槽来支承定位。这种定位方式的定位接触面大,夹紧力分布较为均匀,支承稳定,但刀片和刀片槽的形状误差对定位精度影响较大。
3)点、面接触式定位。由图2-34b可见,这种定位方式的特点是刀片一侧用点接触支承,另一侧用面接触支承,介于上述两种定位方式之间。
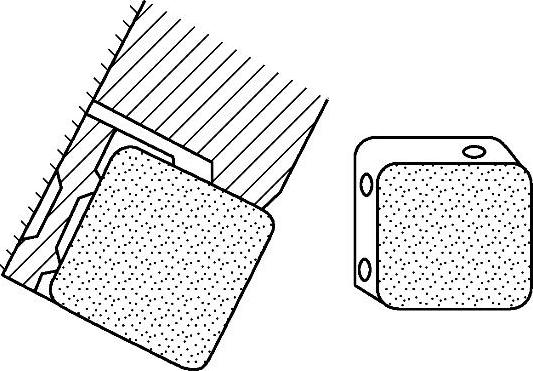
图2-33 刀片侧面点接触式定位
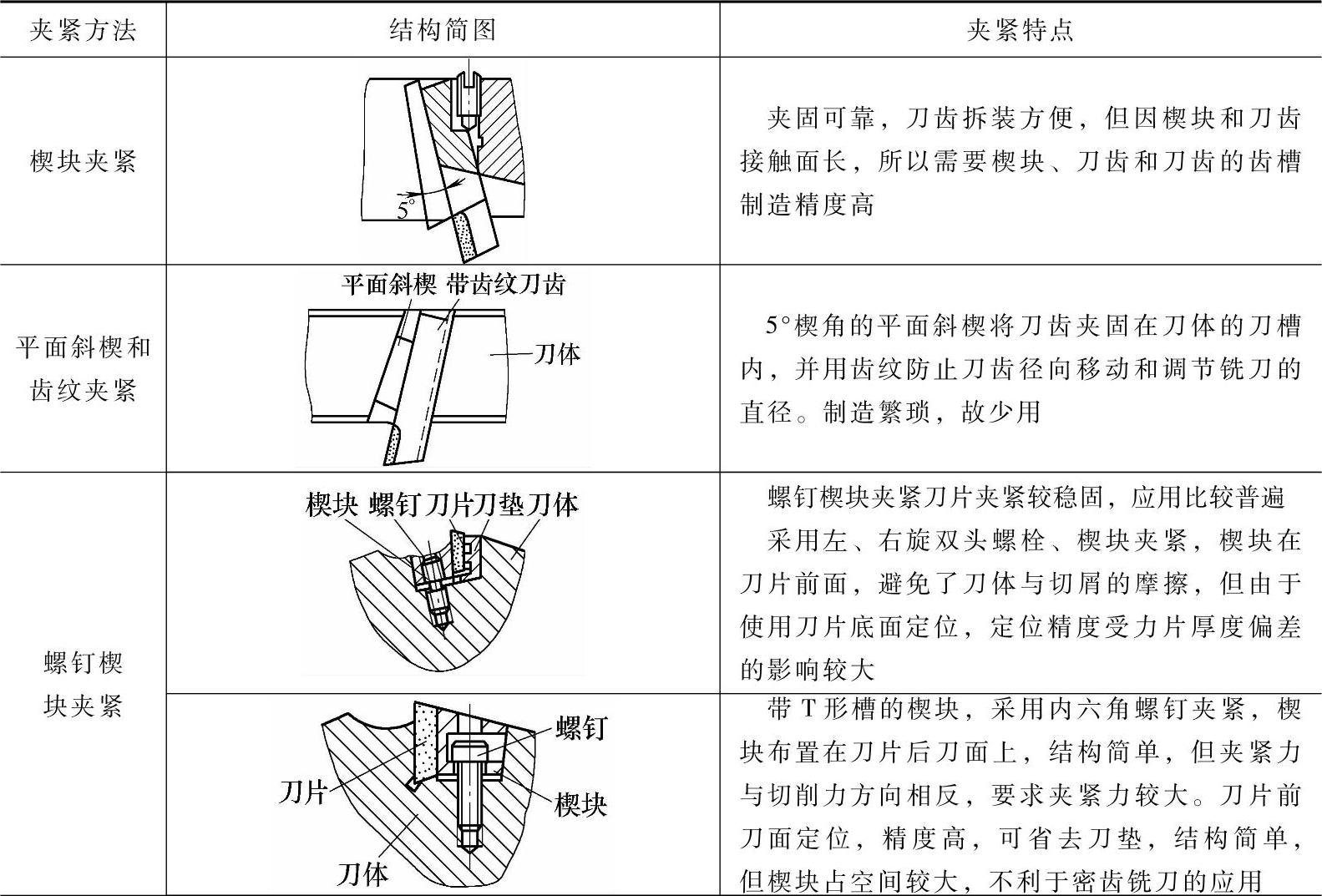
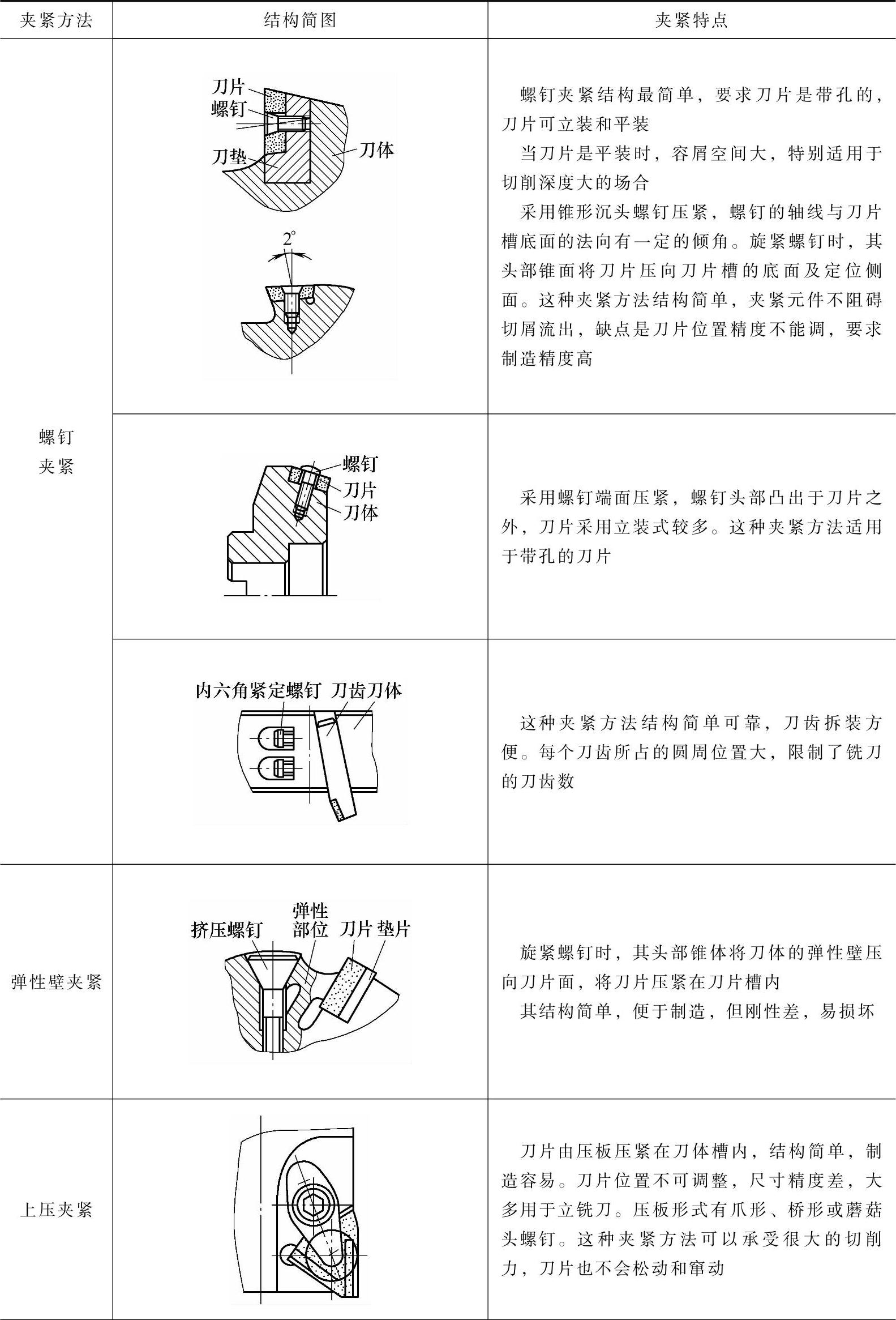
(2)可转位铣刀刀片的夹紧 可转位铣刀刀片的夹紧方法主要有楔块夹紧、螺钉夹紧、弹性夹紧、偏心夹紧和上压夹紧等。各种可转位铣刀刀片夹紧方法的结构简图和夹紧特点见表2-78。
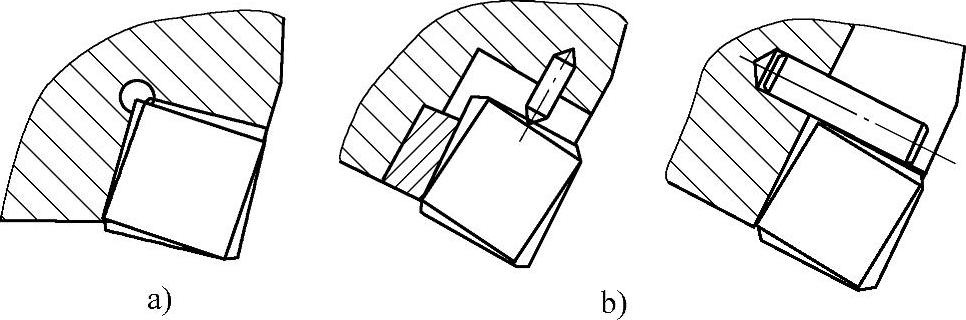
图2-34 刀片侧面的面接触式定位与点、面接触式定位
a)面接触式定位 b)点面接触式定位
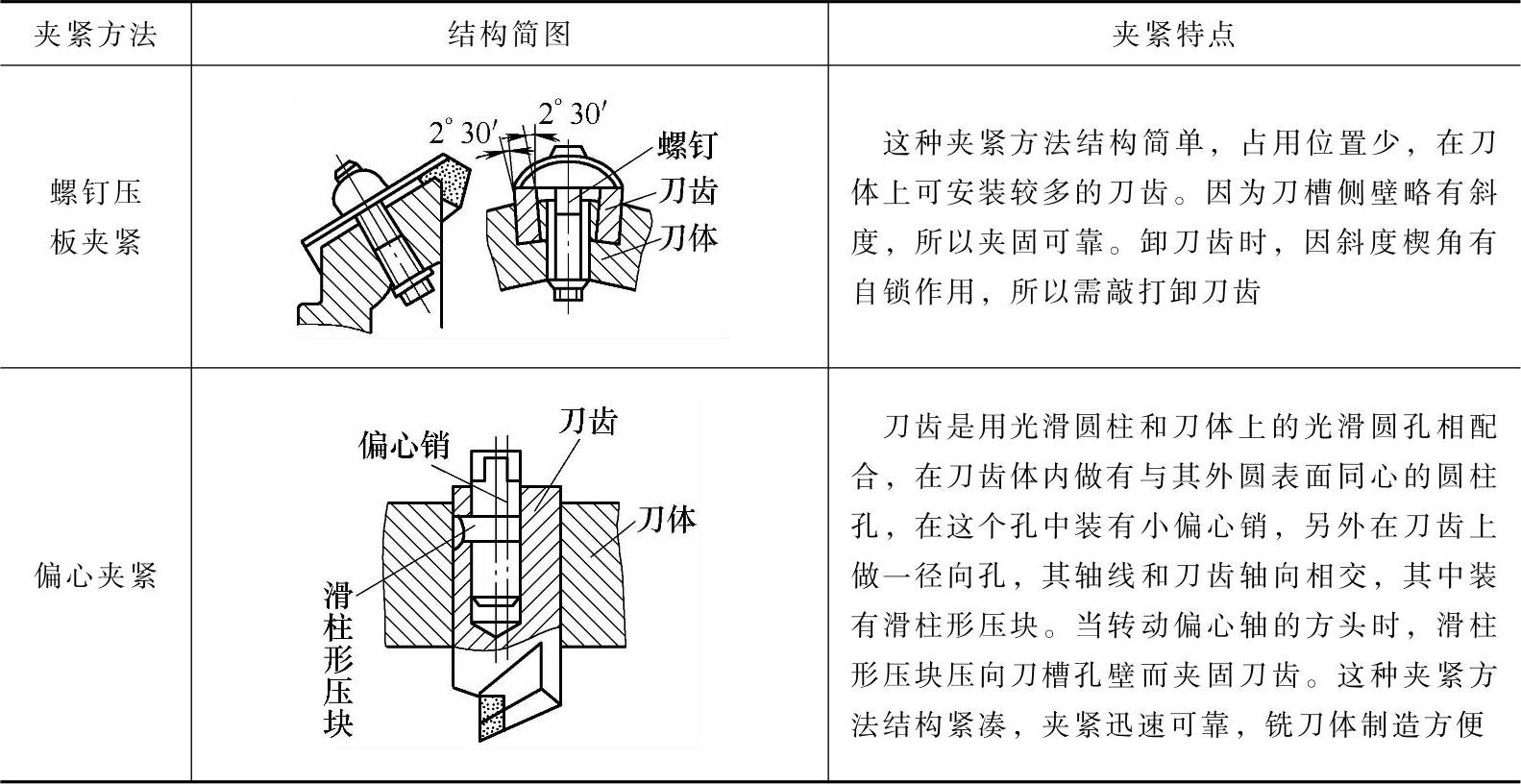
表2-78 各种可转位铣刀刀片夹紧方法的结构简图和夹紧特点
(续)
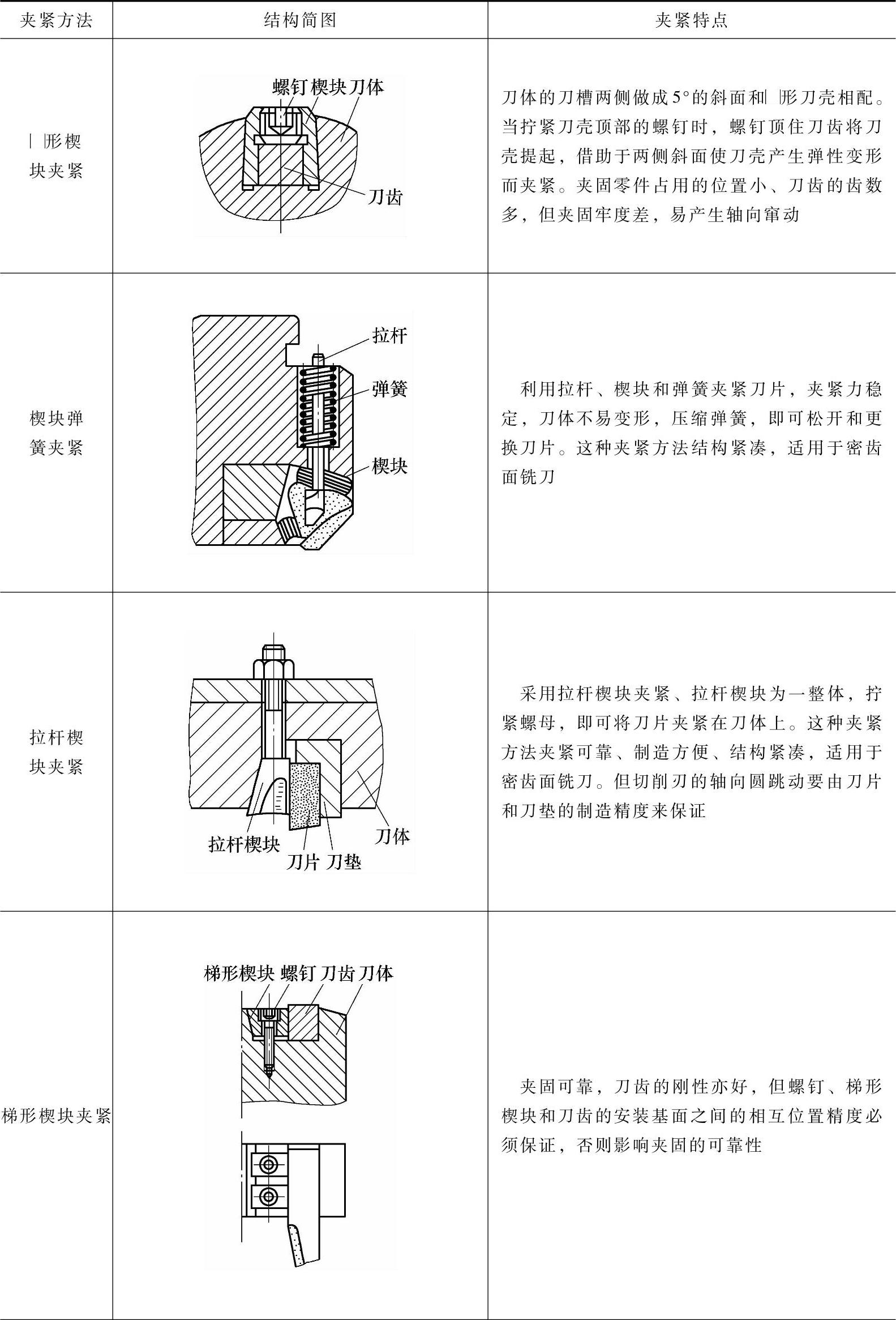
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
由表2-78可见,可转位硬质合金铣刀刀片的夹紧方法很多,但各有特点及其适用场合。例如上压夹紧方法常用于可转位硬质合金立铣刀(见图2-35),用螺钉、压板进行夹紧;同时也用于小直径的可转位硬质合金套式面铣刀(见图2-36),是通过蘑菇头螺钉夹紧刀片的。
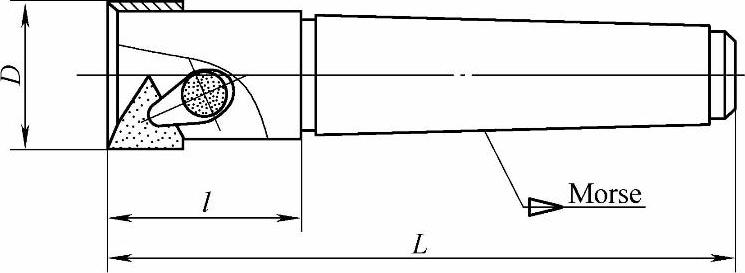
图2-35 可转位硬质合金立铣刀
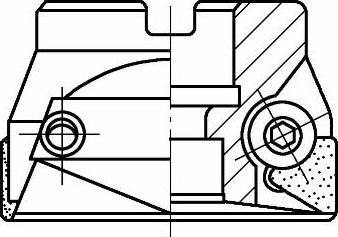
图2-36 可转位硬质合金套式面铣刀
图2-37所示为可转位硬质合金三面刃铣刀,和直径较大的可转位硬质合金面铣刀(见图2-38)的刀片,均采用螺钉、楔块夹紧。

图2-37 可转位硬质合金三面刃铣刀
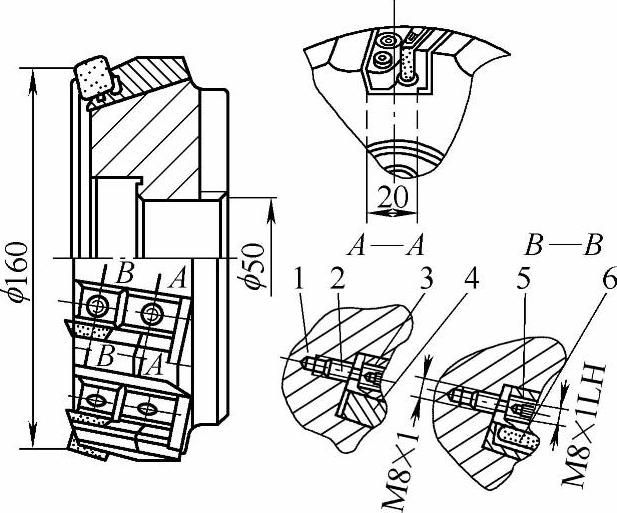
图2-38 可转位硬质合金面铣刀
1—刀体 2—双头螺钉 3、5—楔块 4—刀垫 6—刀片
(3)可转位铣刀刀片位置的调整方法
1)用轴向支承块调整。由图2-39a可见,刀垫的后半部为轴向支承块,改变轴向支承块的位置,就可以调整刀片的轴向位置。
2)用螺钉调整。由图2-39b可见,转动止推环上的调整螺钉,使刀垫移动,即可调整刀片的轴向和径向位置。
3)用偏心轮调整。由图2-39c可见,用扳手转动位于刀片(或刀垫)后面的偏心凸轮,即可调整刀片的轴向位置。销钉用来防止偏心凸轮滑出槽外。
4)用双螺钉和调整块调整。由图2-39d可见,转动两个调整螺钉,使调整块横向移动,即可调整刀片的轴向位置。
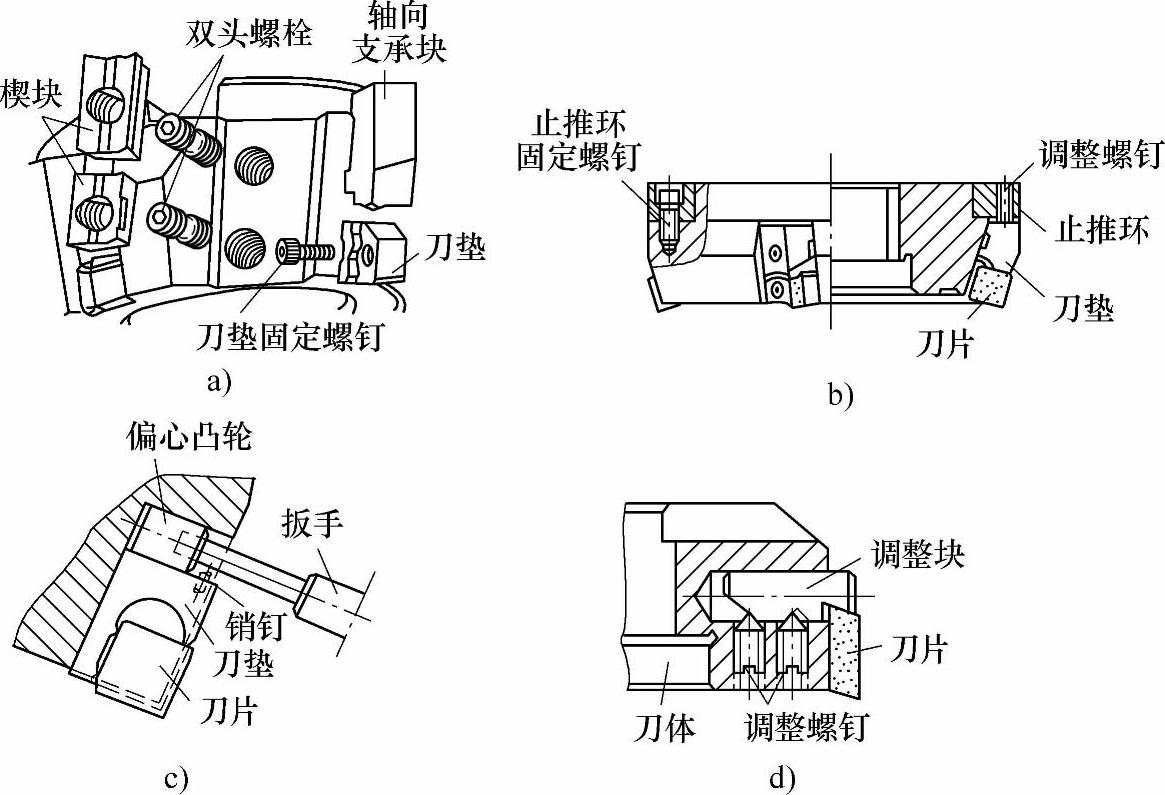
图2-39 铣刀刀片轴向及径向位置的调整结构
a)用轴向支承块调整 b)用螺钉调整 c)用偏心轮调整 d)用双螺钉和调整块调整
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。