



(1)可转位硬质合金刀片的标记方法(GB/T 2076—2007) 可转位硬质合金刀片的型号表示规则用9个代号表征刀片的尺寸及其他特性。代号①~⑦是必需的,表征可转位刀片的必需代号;代号⑧和⑨在需要时添加。
1)可转位硬质合金刀片的标记顺序如下:
① 刀片形状(见表2-60)。
② 刀片法后角(见表2-61)。
③ 允许偏差等级(见表2-62、表2-63和表2-64)。
④ 固定方式及有无断屑槽(见表2-65)。
⑤ 刀片长度(见表2-66)。
⑥ 刀片厚度(见表2-67)。
⑦ 刀尖角形状(见表2-68)。
⑧ 切削刃断面形状(见表2-69)。
⑨ 切削方向(见表2-70)。
2)可转位硬质合金刀片形状的代号见表2-60。
表2-60 可转位硬质合金刀片形状的代号
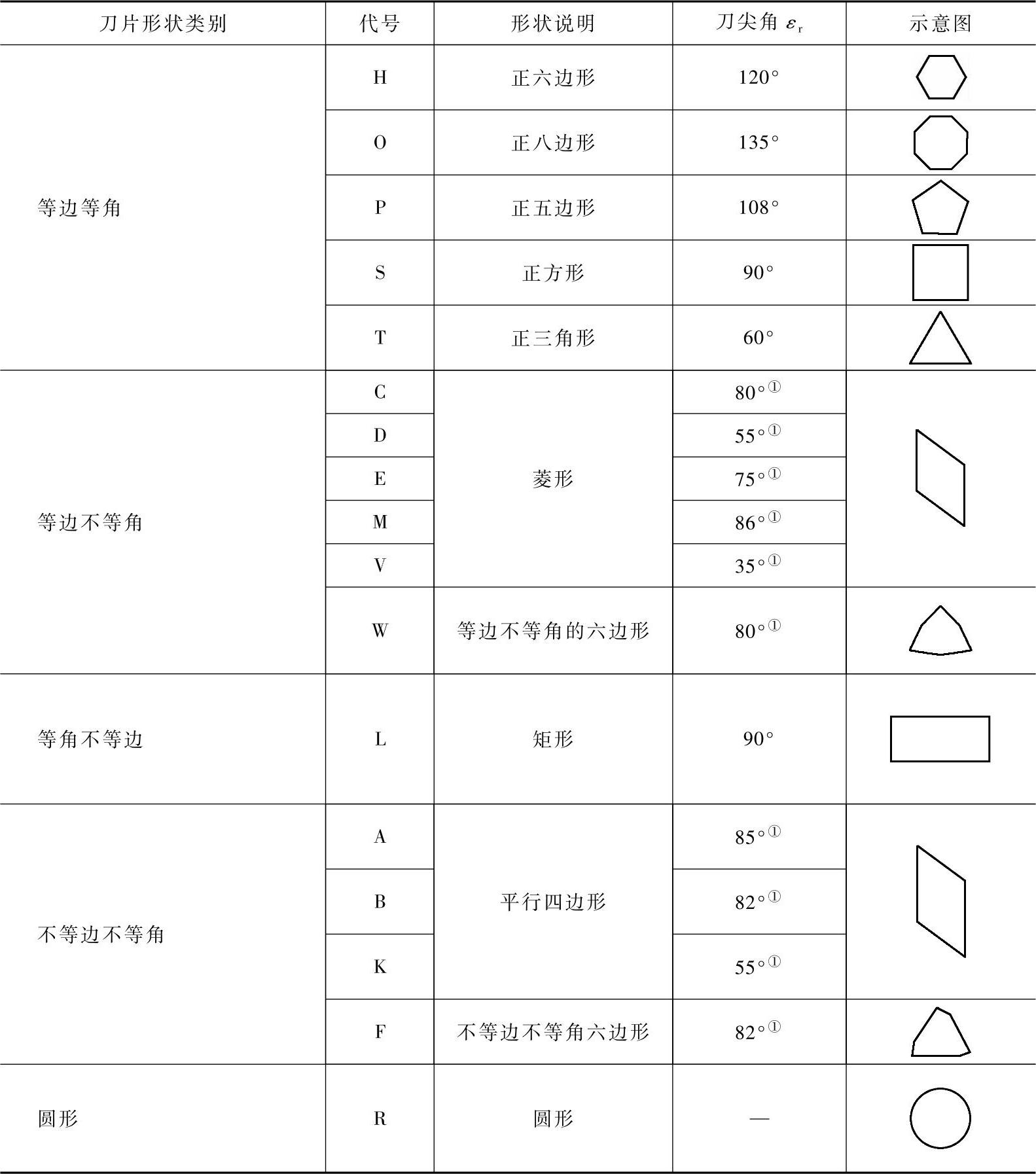
① 所示角度是指较小的角度。
3)可转位硬质合金刀片法后角的代号见表2-61。
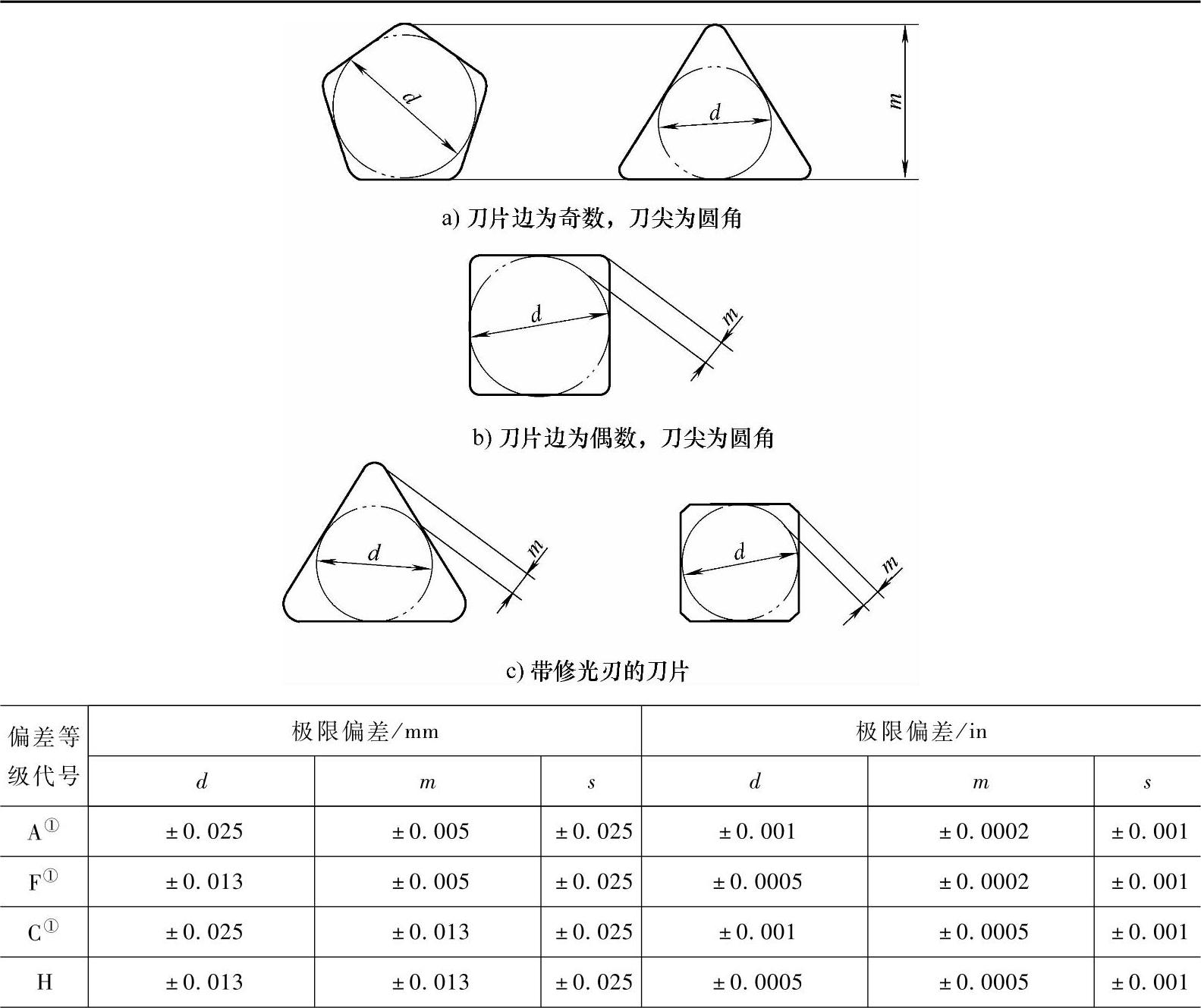
4)可转位硬质合金刀片主要尺寸极限偏差等级的宇母代号见表2-62。其中,主要尺寸包括:d(刀片内切圆直径)、s(刀片的厚度)和m(刀尖位置尺寸)。
表2-61 可转位硬质合金刀片法后角的代号
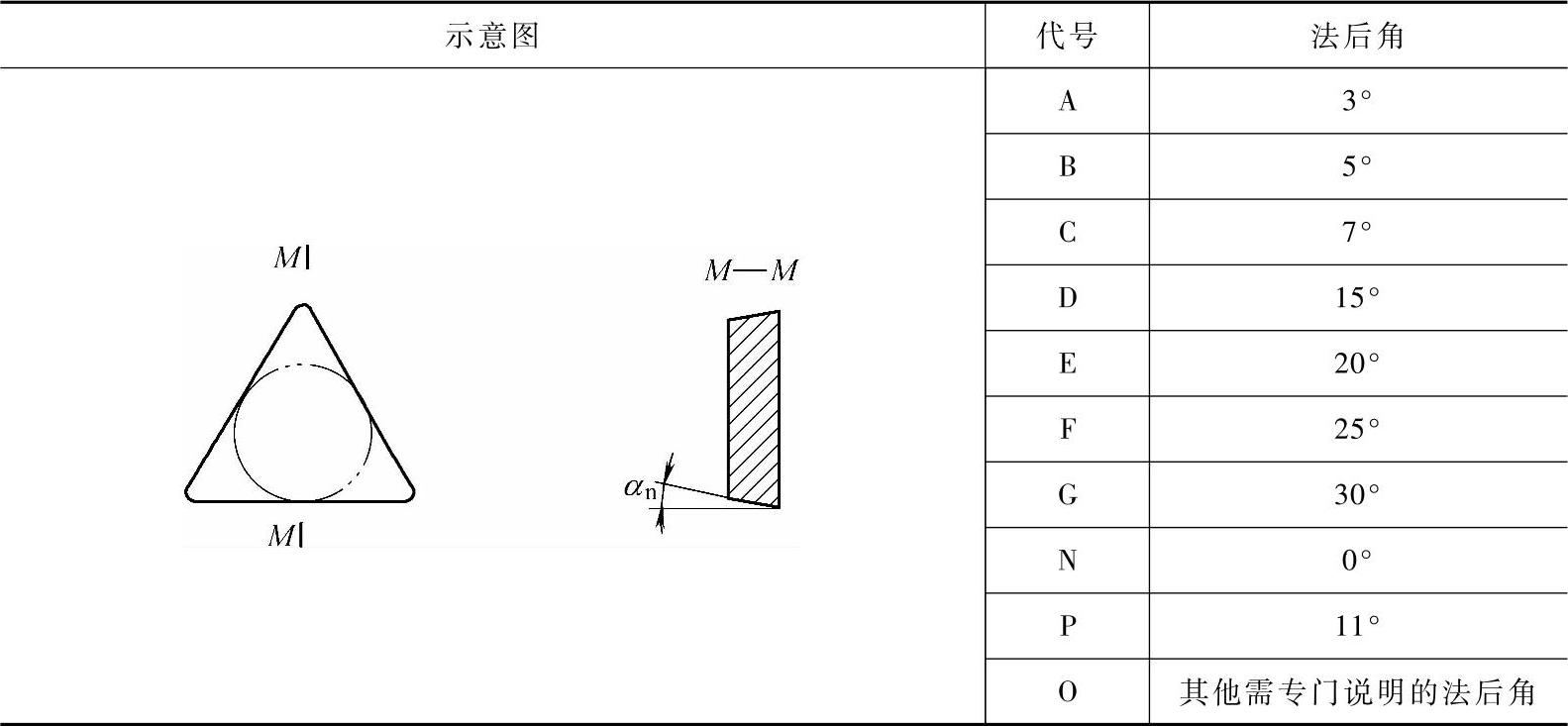
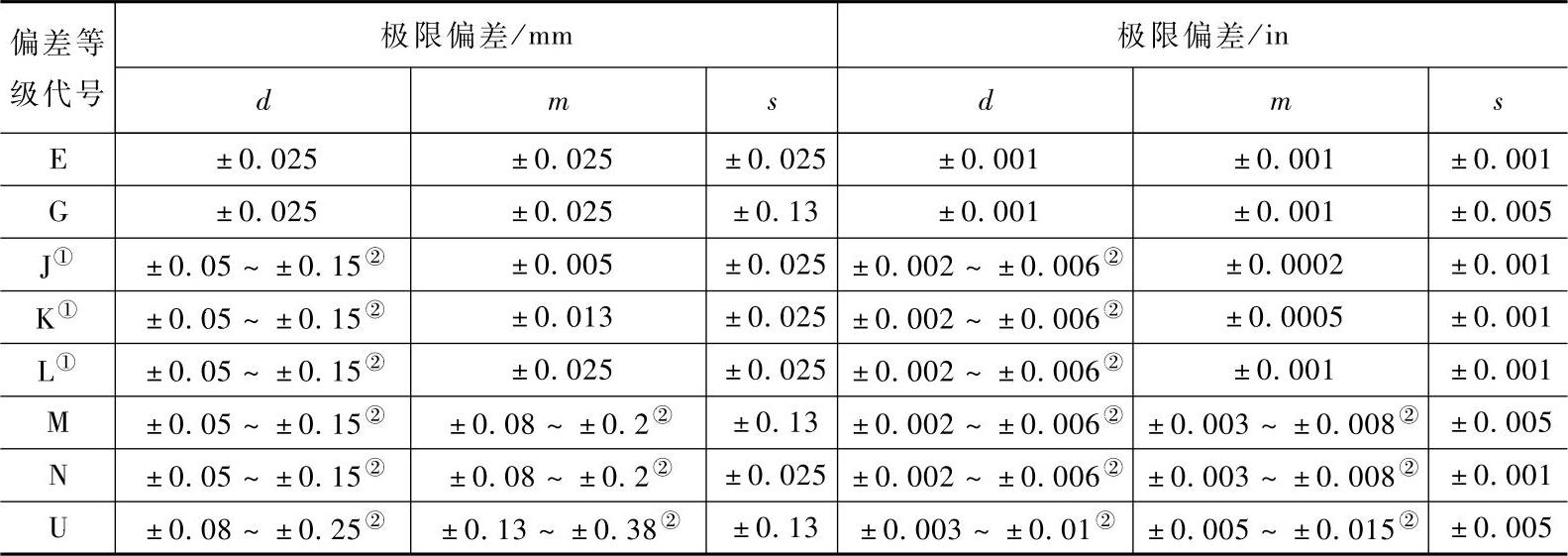
表2-62 可转位硬质合金刀片主要尺寸极限偏差等级的字母代号
(续)
① 通常用于具有修光刃的可转位刀片。
② 极限偏差取决于刀片尺寸的大小(见表2-63、表2-64),每种刀片的尺寸极限偏差应按其相应的尺寸标准表示。
① 形状为H、O、P、S、T、C、E、M、W、F和R的刀片,其d尺寸的J、K、L、M、N和U级极限偏差;刀尖角大于,等于60°的形状为H、O、P、S、T、C、E、M、W和F的刀片,其m尺寸的M、N和U级极限偏差均应符合表2-63的规定。
表2-63 几种刀片的极限偏差
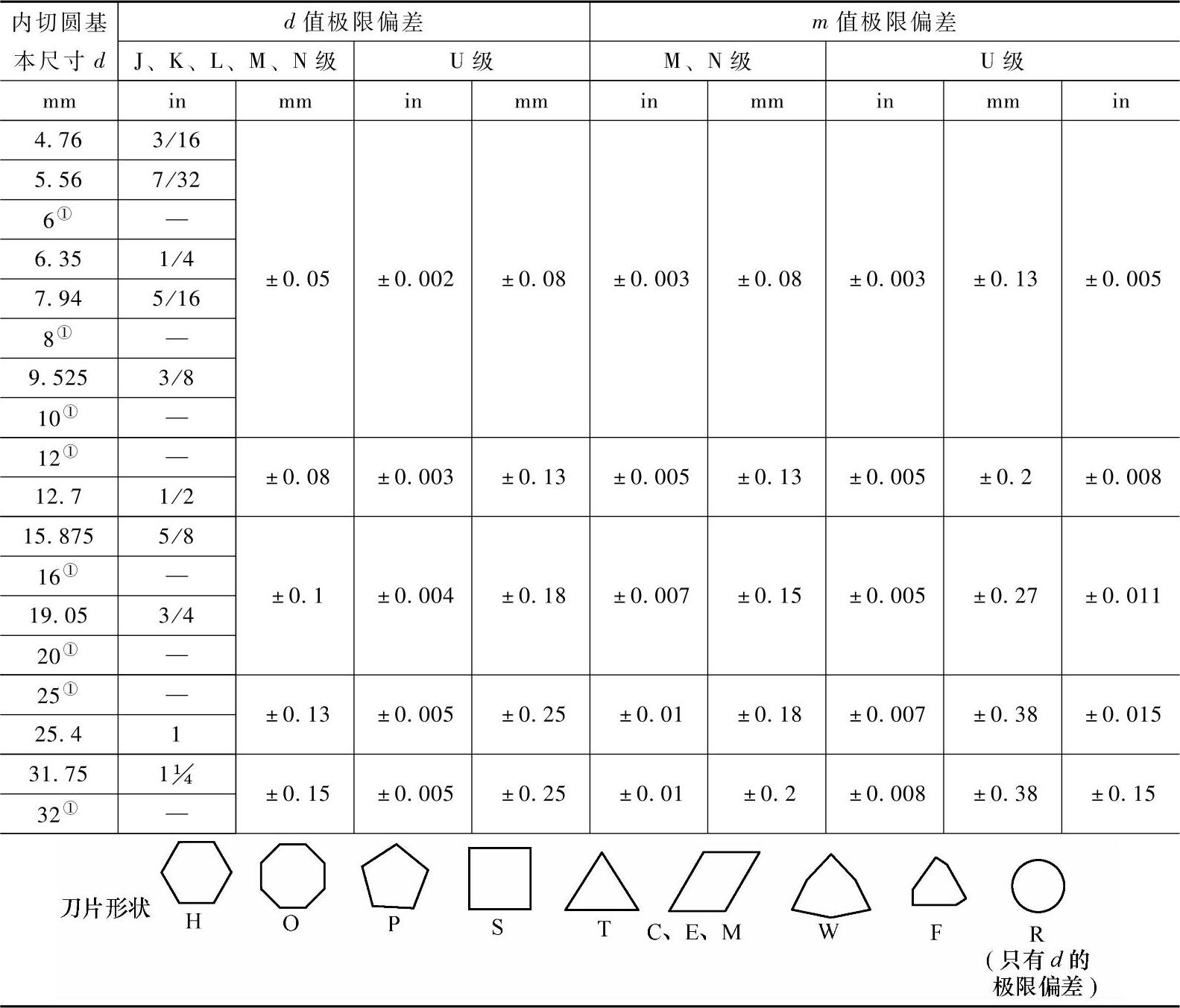
① 只适用于圆形刀片。
② 刀尖角为55°(D形)、35°(V形)的菱形刀片,其m尺寸、d尺寸的M、N级极限偏差应符合表2-64的规定。
5)表示刀片固定方式及有无断屑槽的宇母代号见表2-65。
表2-64 几种菱形刀片的极限偏差
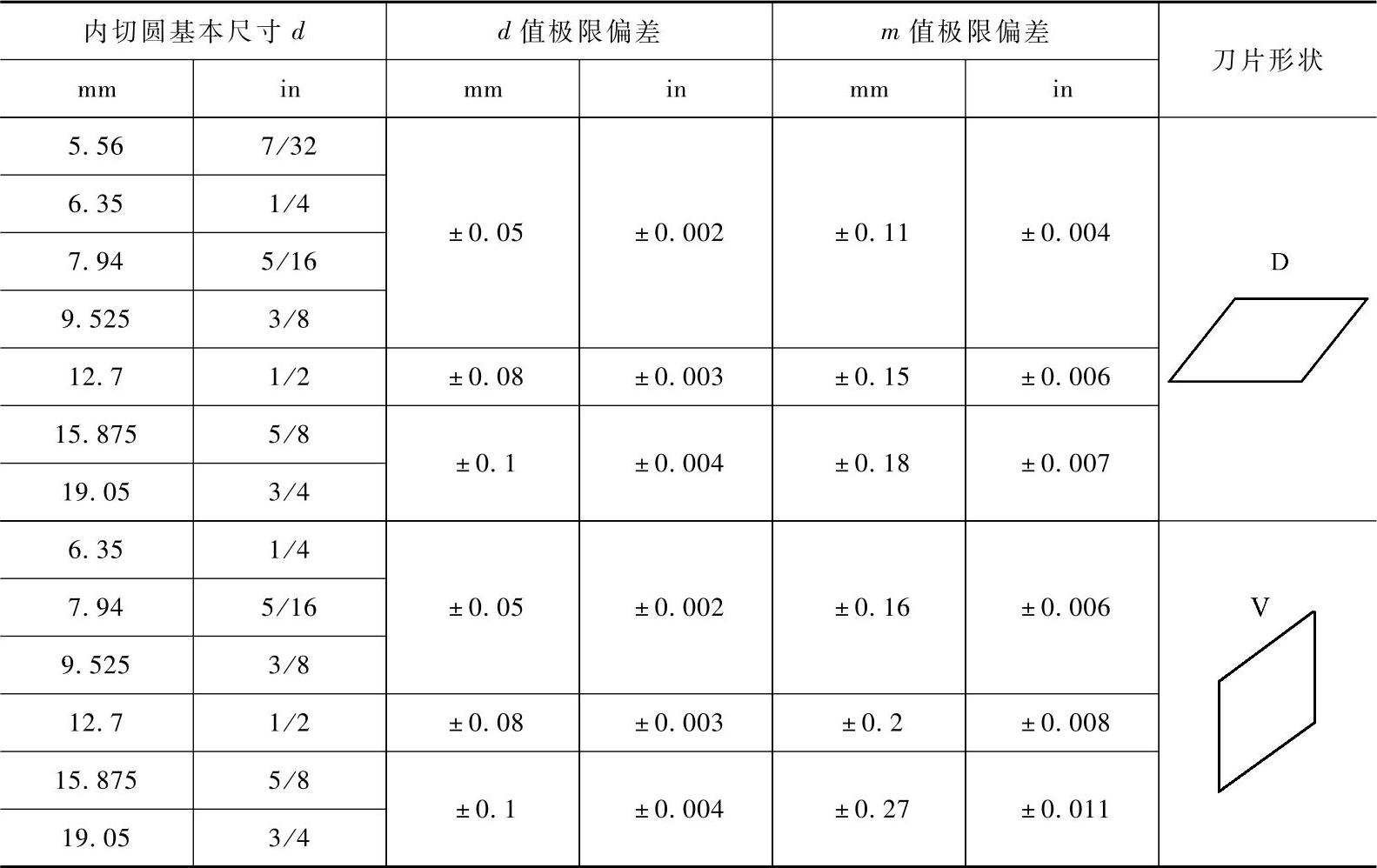
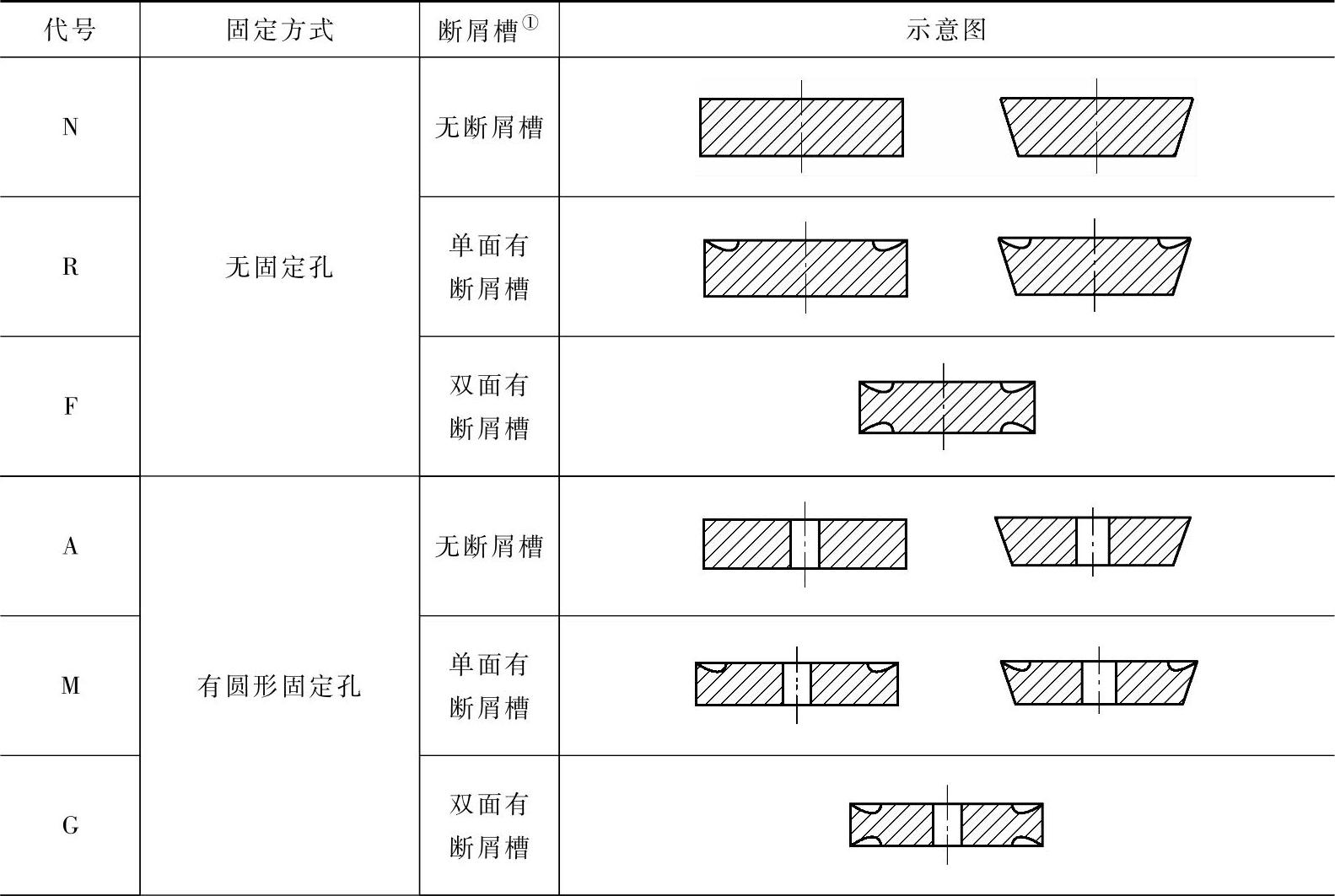
表2-65 表示刀片固定方式及有无断屑槽的字母代号
(续)
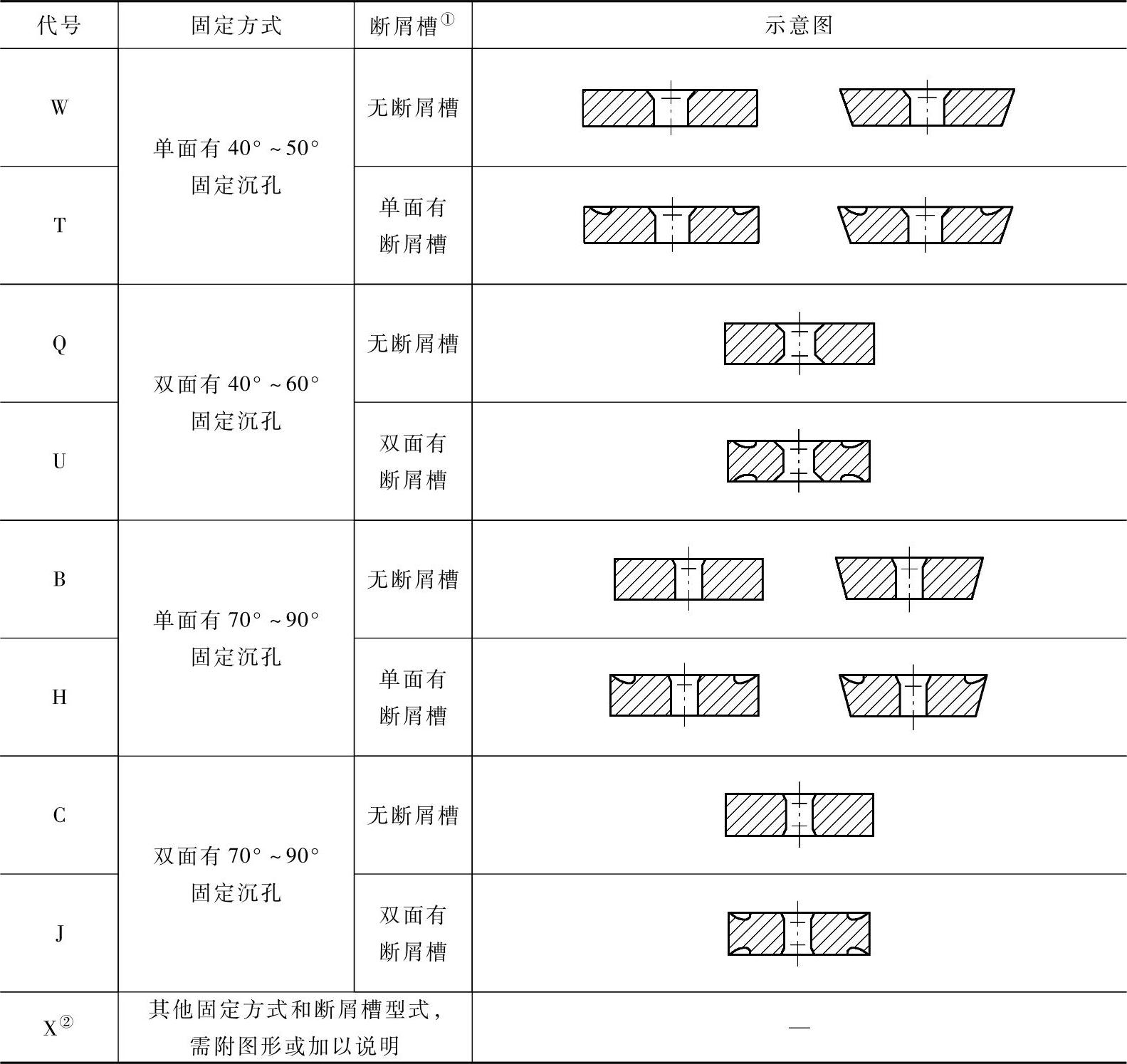
① 断屑槽的说明见GB/T 12204—2010。
② 不等边刀片通常在代号④用X表示,刀片宽度的测定(垂直于主切削刃或垂直于较长的边)以及刀片结构的特征需要予以说明。如果刀片形状没有列入代号①的表示范围,则此处不能用代号X表示。
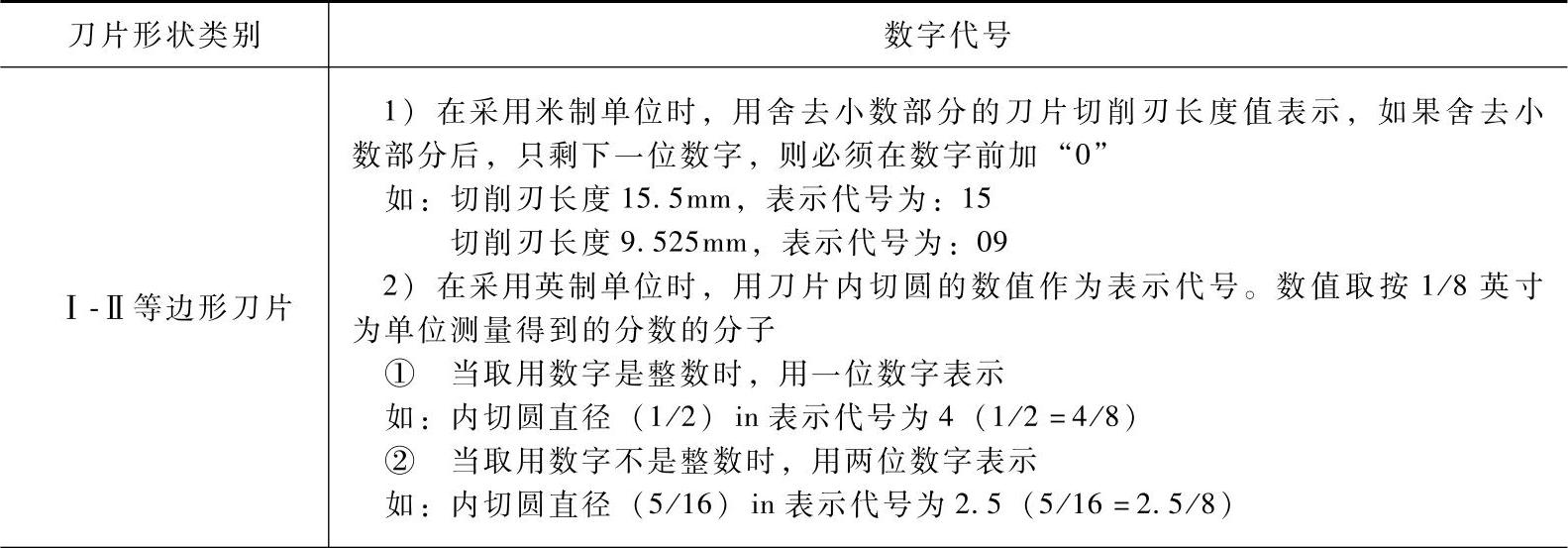
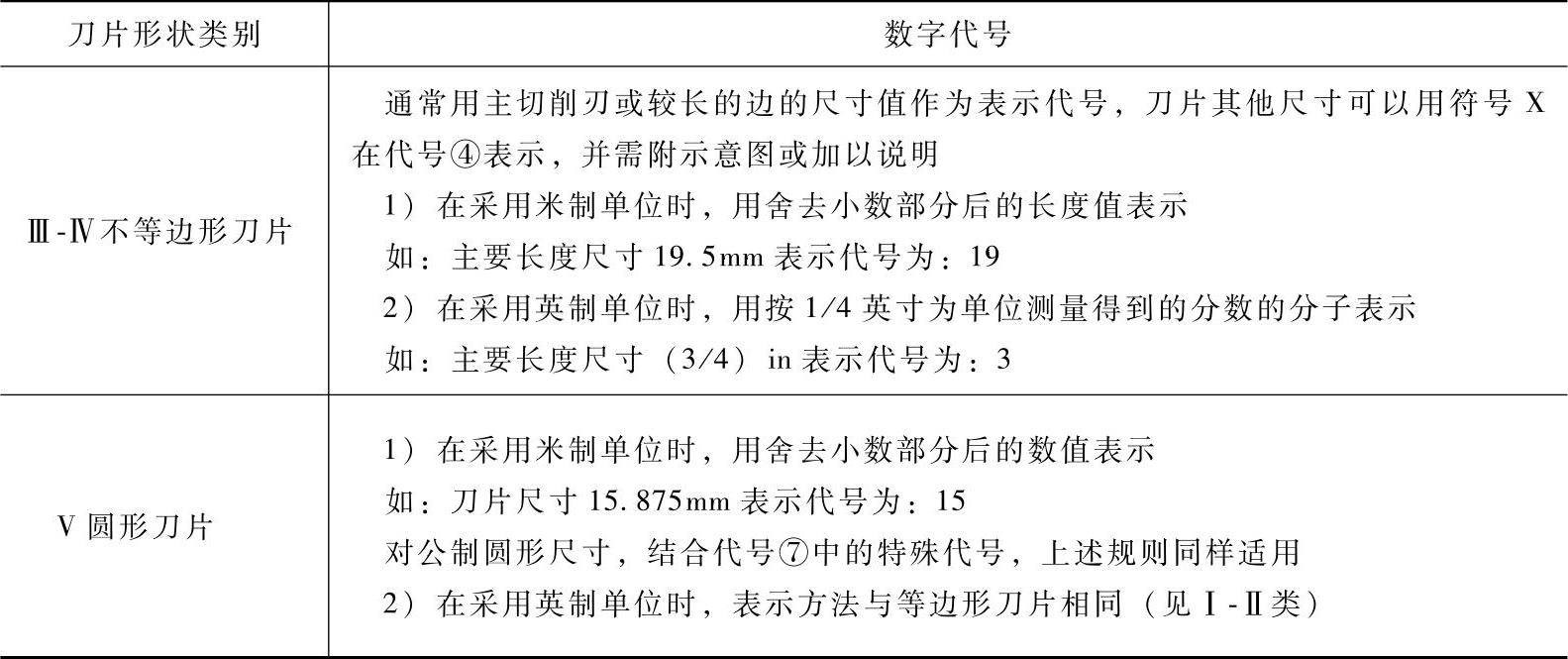
6)表示刀片长度的数宇代号见表2-66。
表2-66 表示刀片长度的数字代号
(续)(https://www.xing528.com)
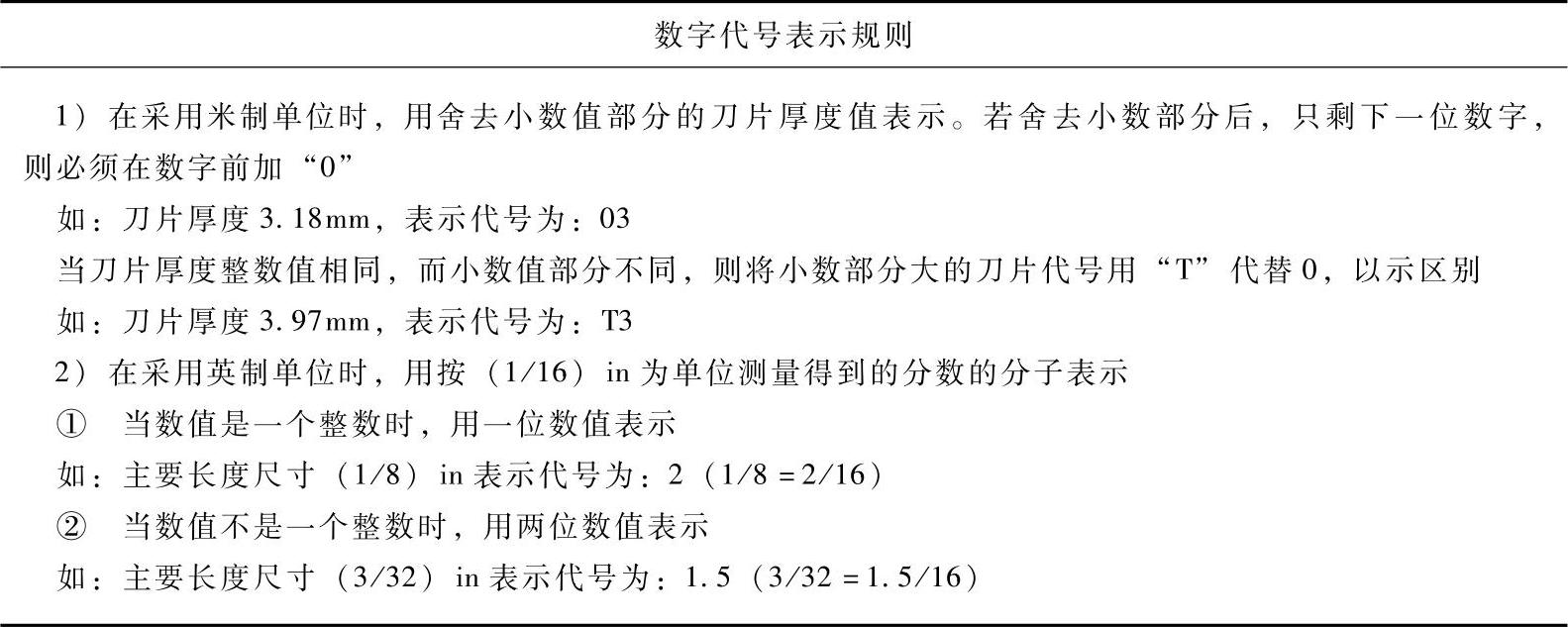
7)表示刀片厚度的数宇代号见表2-67。
表2-67 表示刀片厚度的数字代号
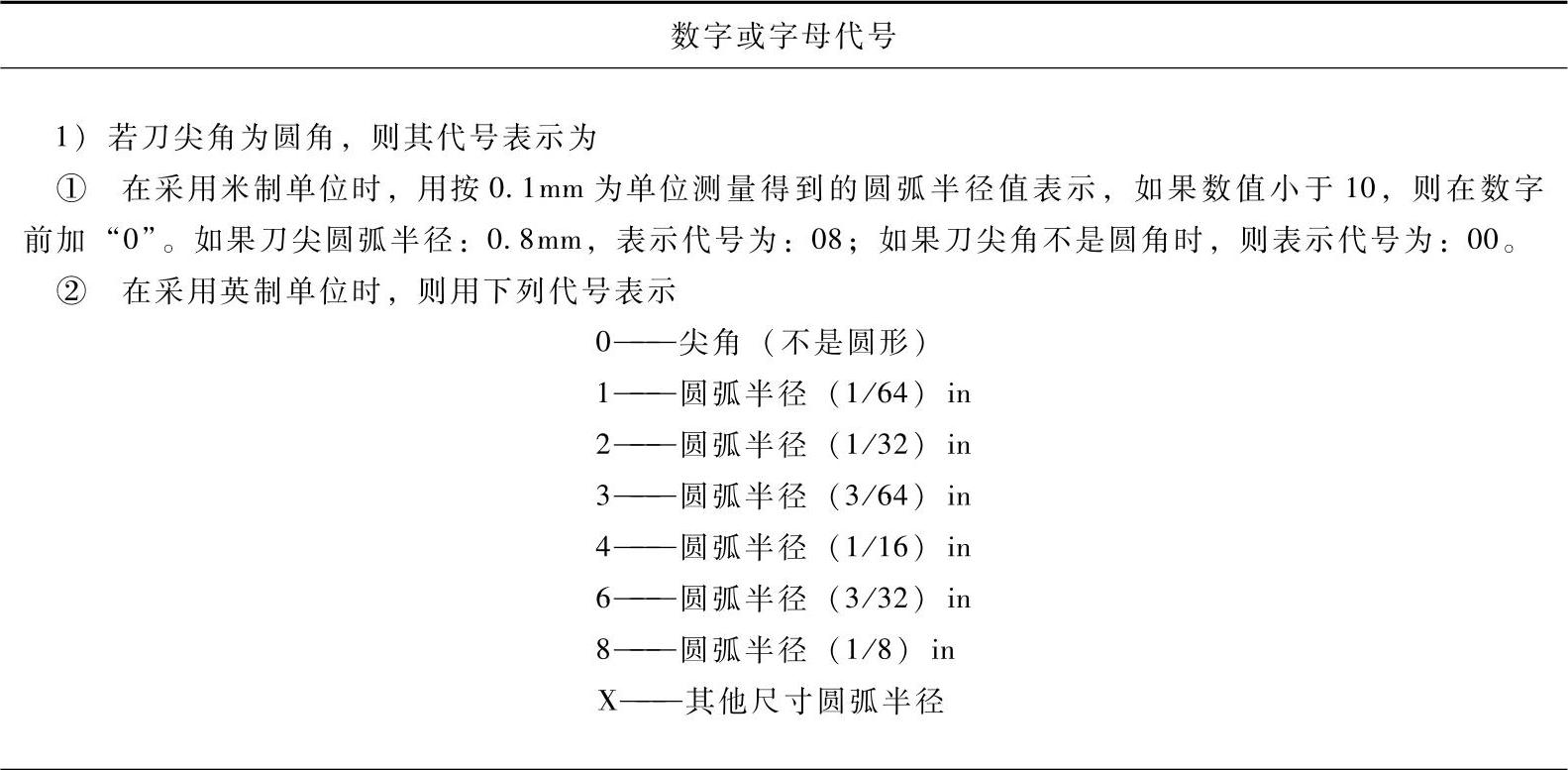
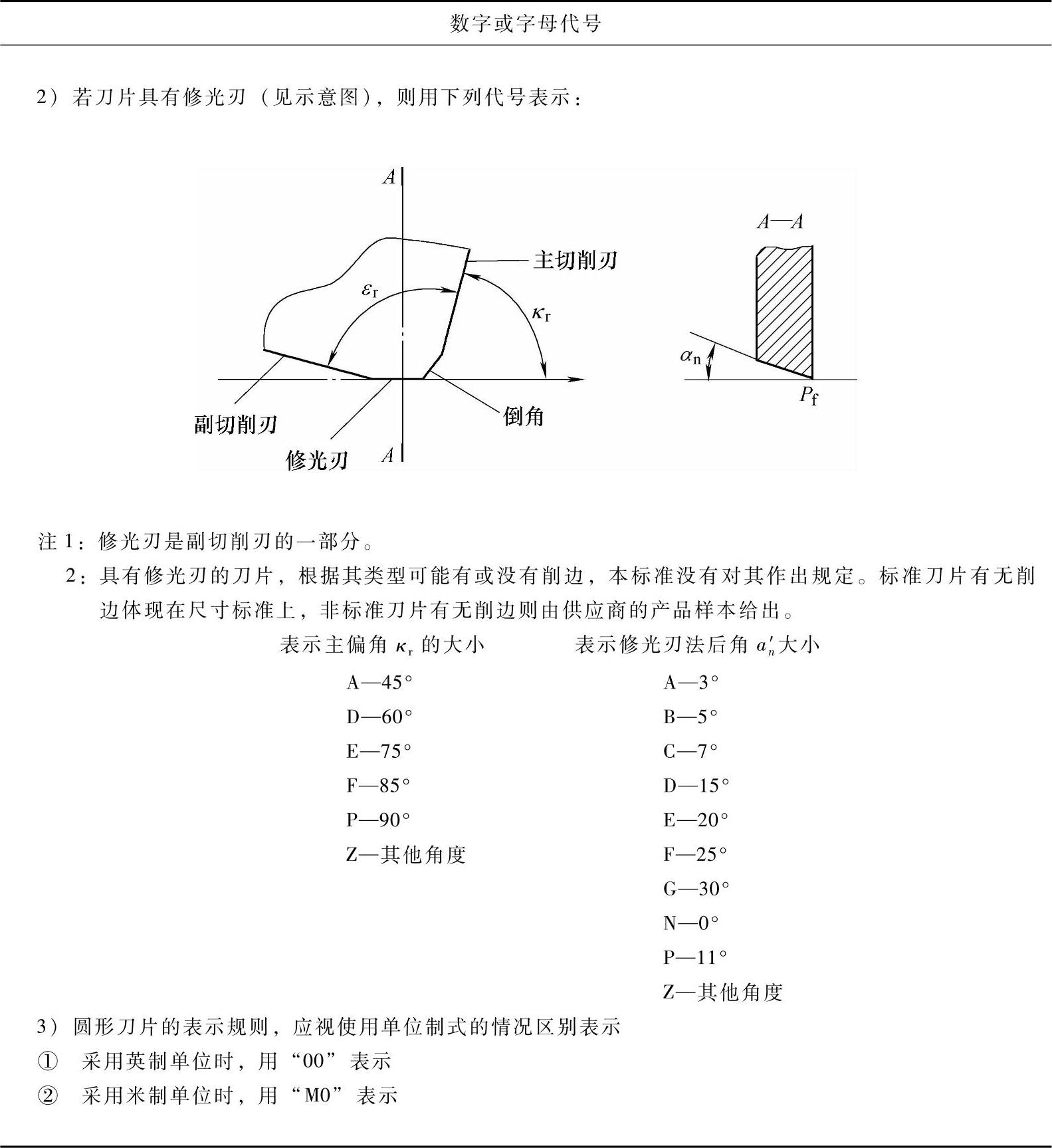
8)表示刀尖角形状的宇母和数宇代号见表2-68。
表2-68 表示刀尖角形状的字母和数字代号
(续)
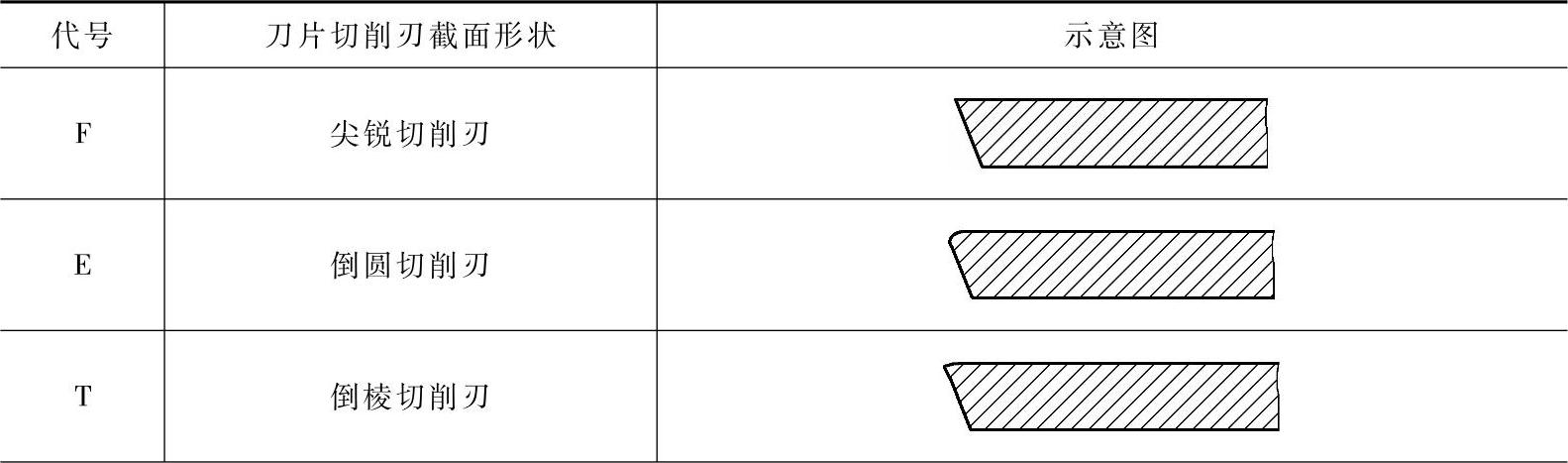
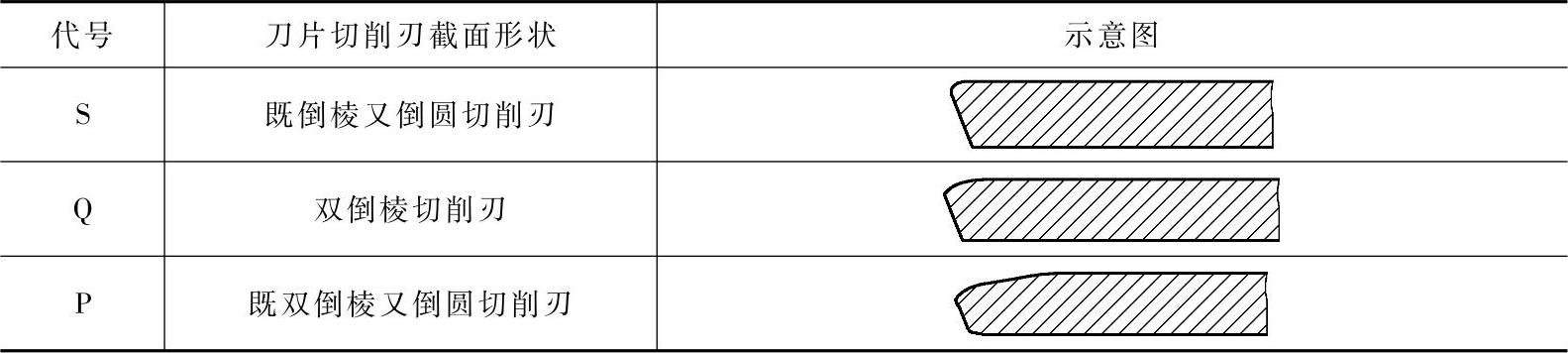
9)表示刀片切削刃断面形状的宇母代号见表2-69。
表2-69 表示刀片切削刃断面形状的字母代号
(续)
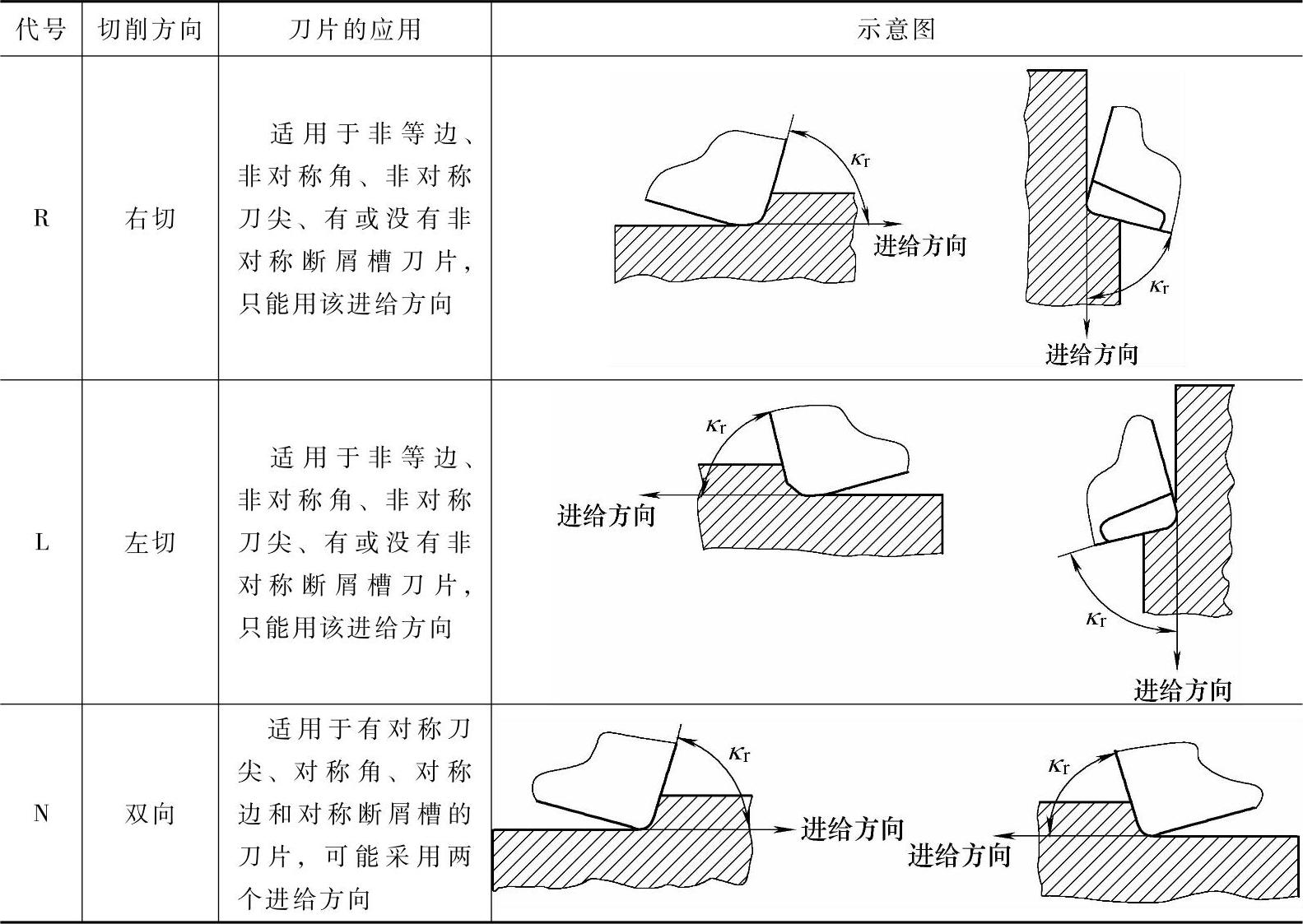
10)表示刀片切削方向的宇母代号见表2-70。
表2-70 表示刀片切削方向的字母代号
(2)可转位硬质合金铣刀片的型号及基本尺寸
1)可转位硬质合金铣刀片型号表示方法示例如下:

2)可转位硬质合金铣刀刀片的型号及基本尺寸见表2-71~表2-77。
表2-71 主偏角75°、法后角0°正方形刀片
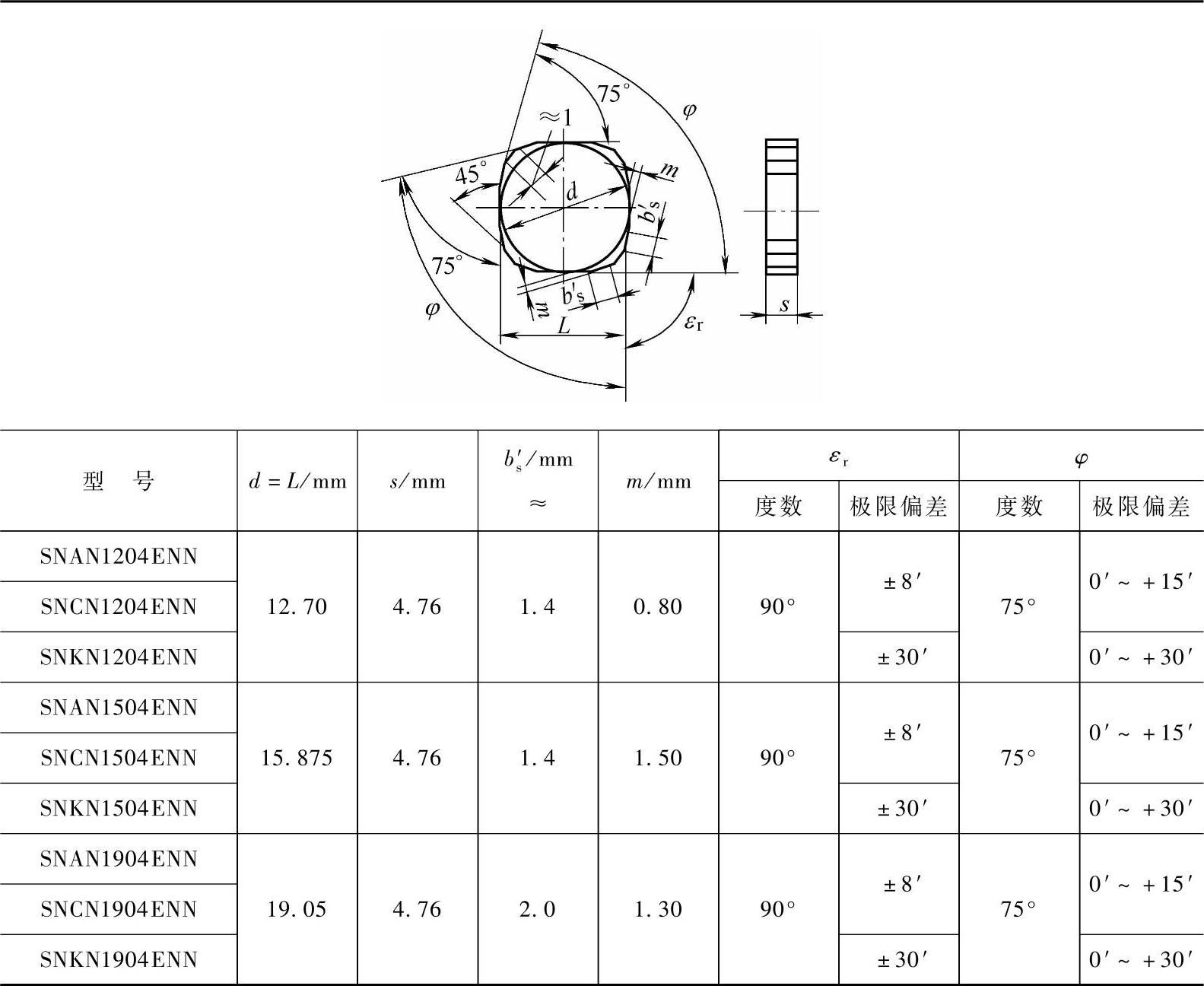
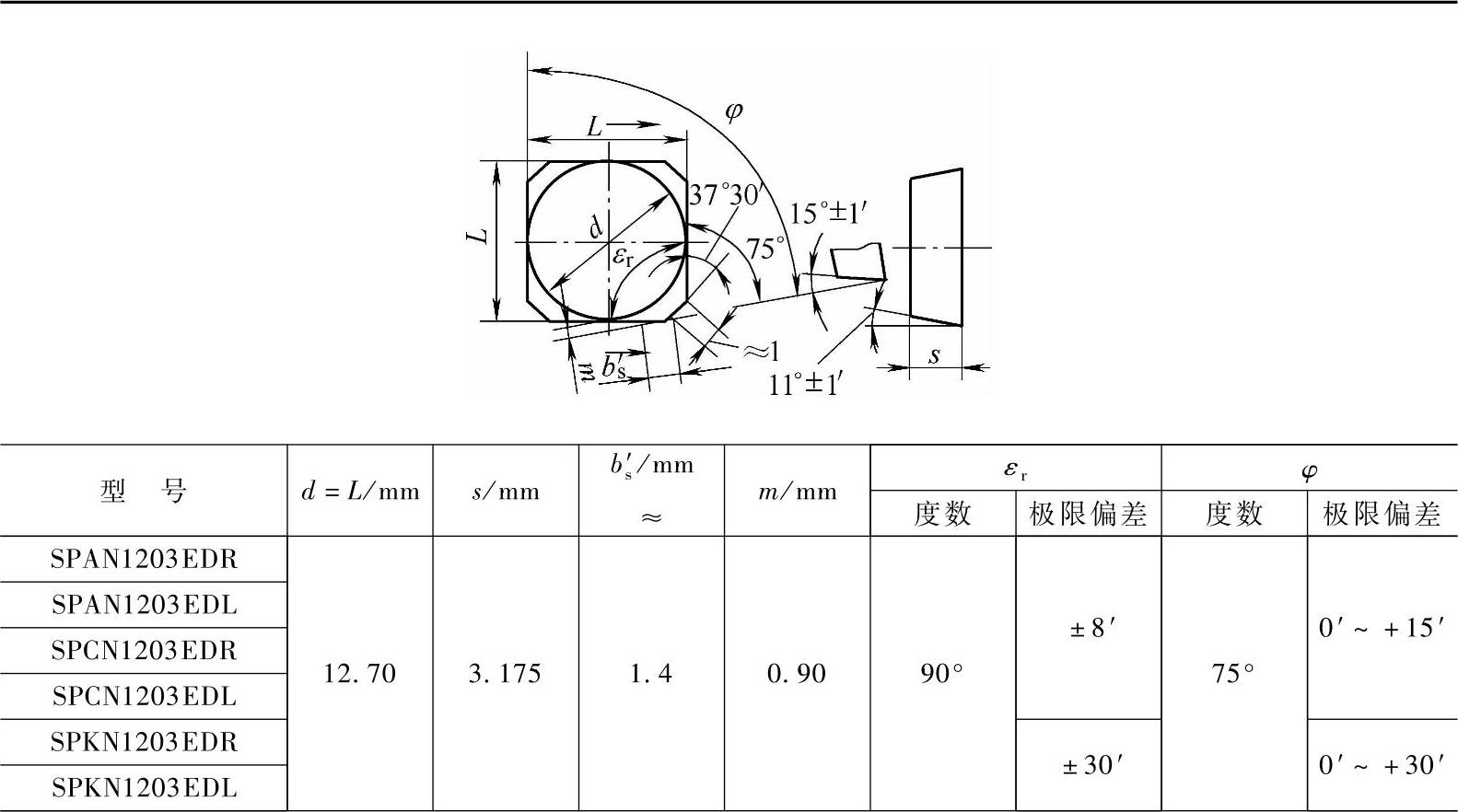
表2-72 主偏角75°、法后角11°、修光刃后角11°或15°正方形刀片
(续)
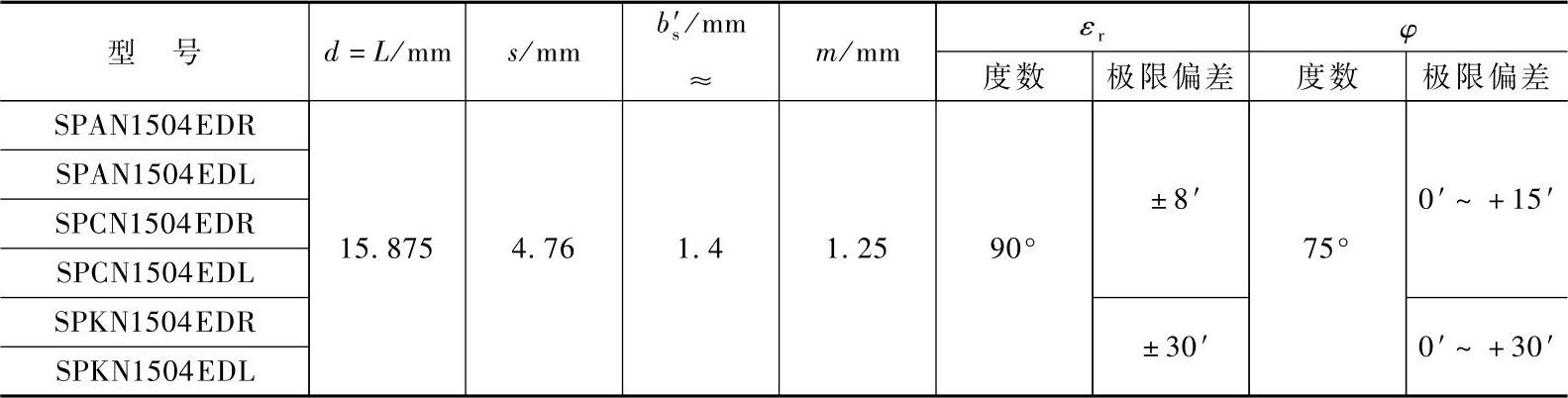
表2-73 主偏角45°、法后角0°正方形刀片
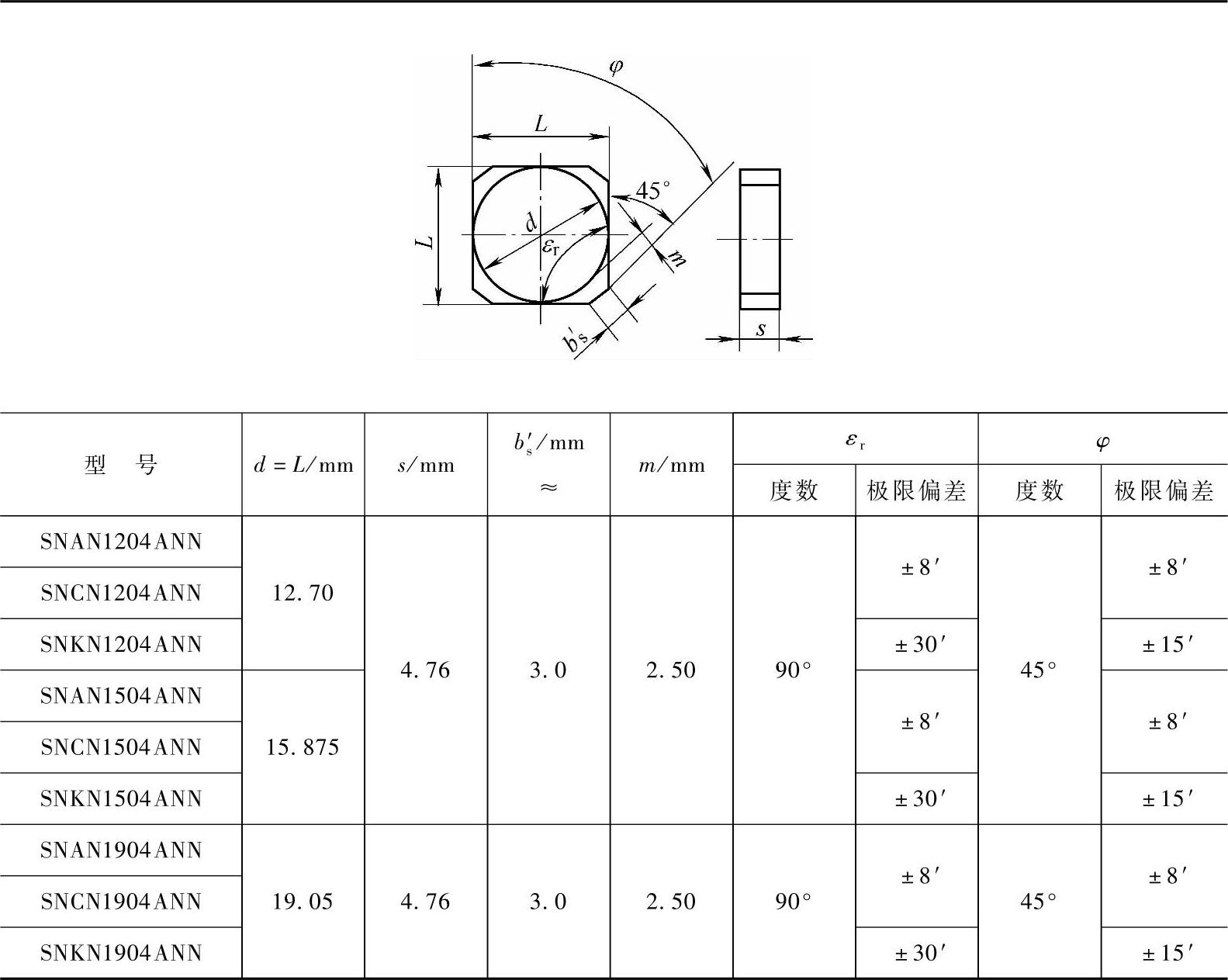
表2-74 主偏角90°、法后角11°、修光刃法后角11°三角形刀片
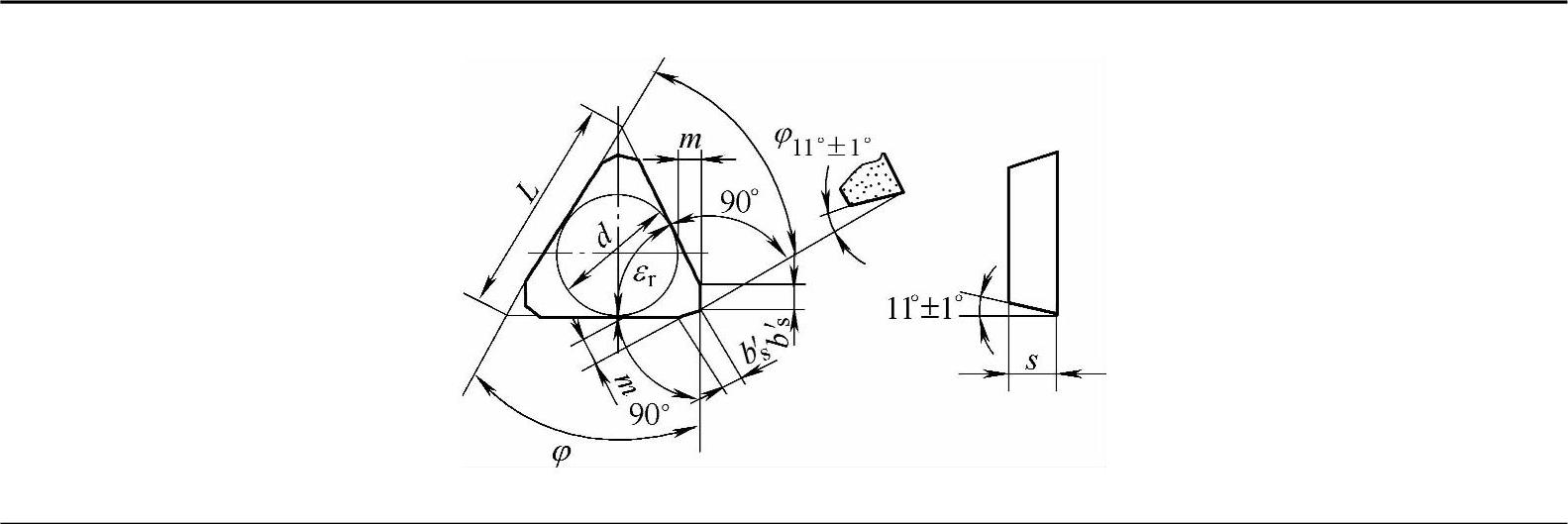
(续)
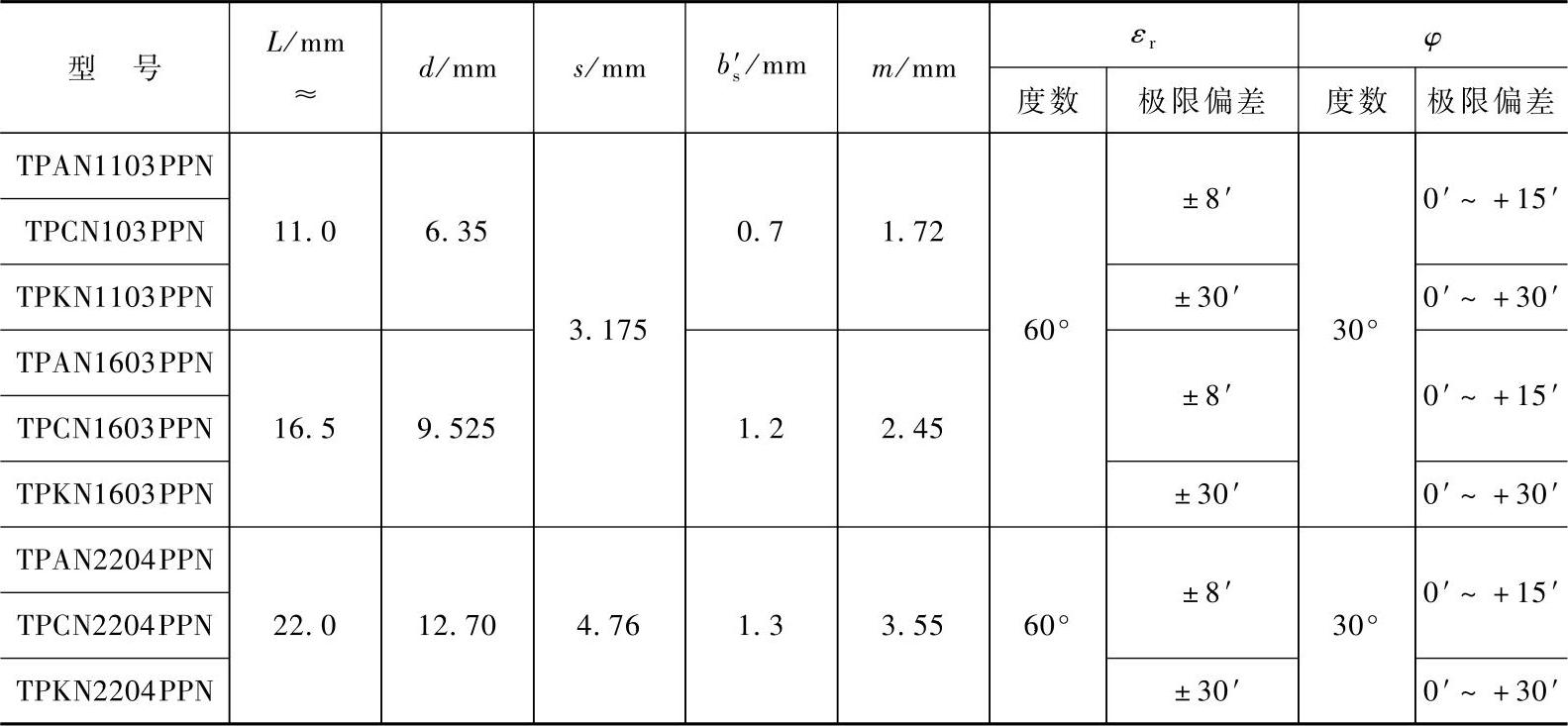
表2-75 主偏角90°、法后角11°、修光刃法后角15°三角形刀片
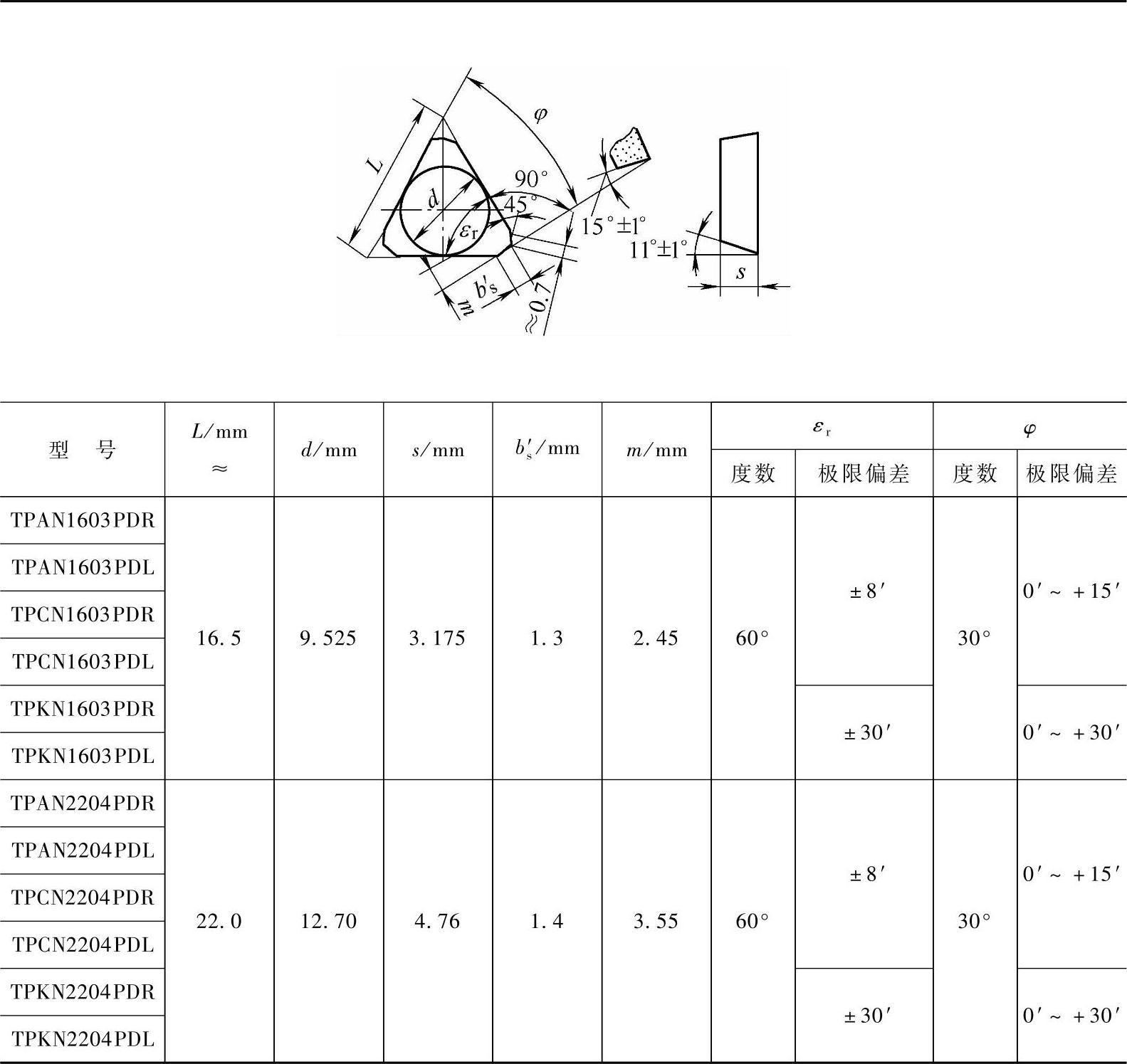
表2-76 主偏角90°、法后角11°不等边不等角六边形刀片 (单位:mm)
(续)
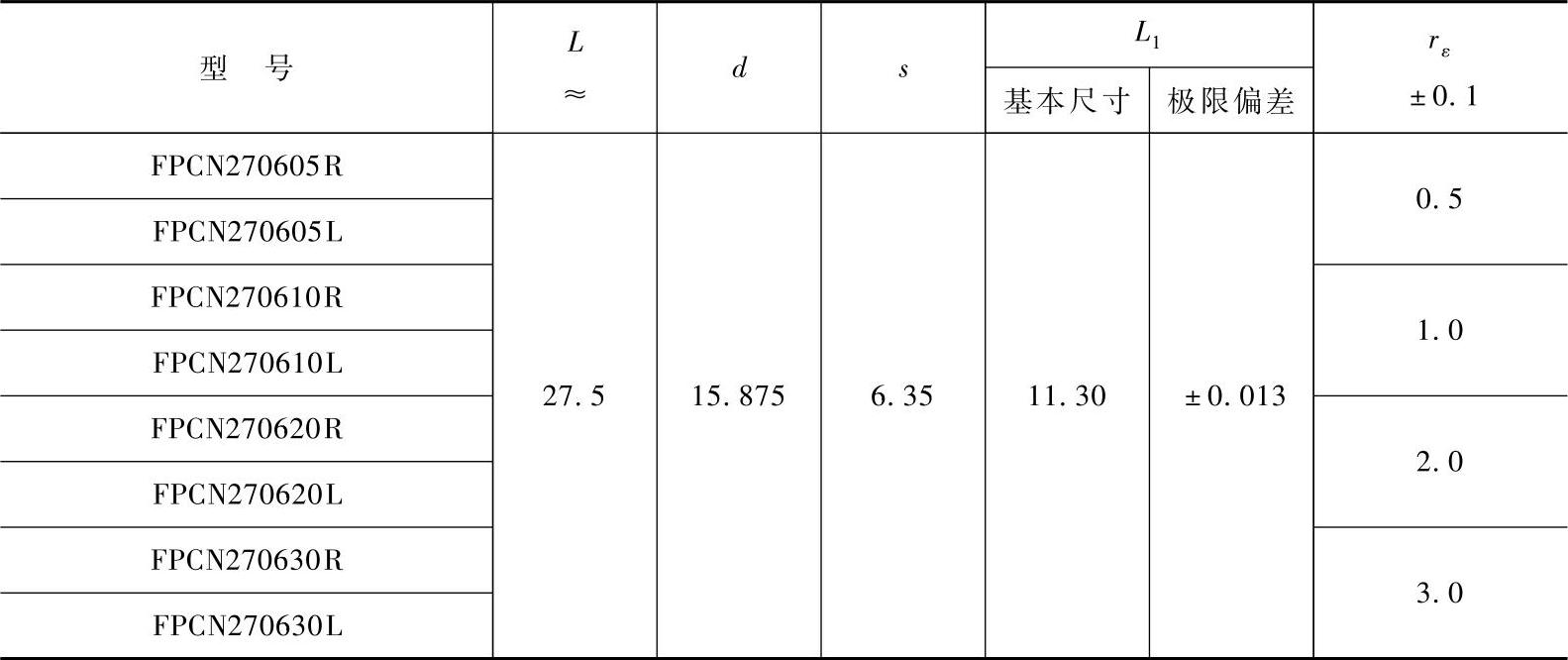
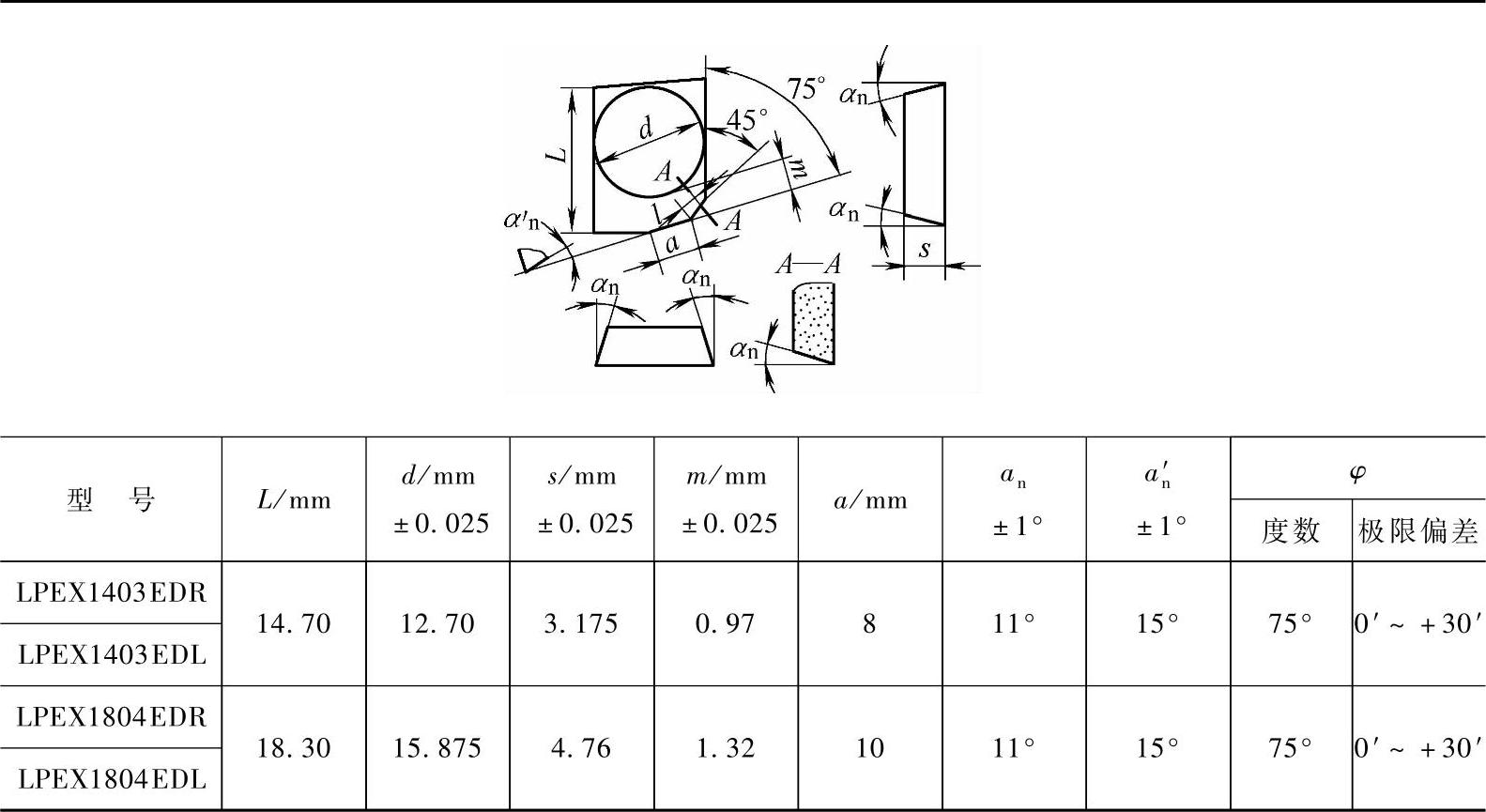
表2-77 主偏角75°、法后角11°、15°带修光刃精铣刀片
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。