



在生产中,不能经常卸下刀具来测量其后刀面上的磨损量,因而不能直接用刀具磨损量来判断刀具是否达到磨钝标准而需换刀,而是根据切削中产生的某些现象来观察刀具是否磨钝。例如粗加工时看工件的加工表面上是否出现光亮带、切屑颜色和形状的变化以及有无振动和不正常的声音;精加工时,可以观察加工表面粗糙度的变化以及测量工件的尺寸、形状精度等。
由于刀具的磨损量是随着切削时间的延续而不断增加的,当确定了刀具的磨钝标准VB后,把刃磨后的刀具自开始切削一直到磨损量达到磨钝标准为止总的切削时间定义为刀具寿命(T),并用T来判断刀具是否磨钝而需更换刀具。通常,刀具寿命高,表示刀具磨损慢。刀具寿命是一个重要参数。在相同的切削条件下,在改变工件材料、刀具材料、刀具几何参数或切削用量中的任何一个参数时,可以用刀具寿命来判断工件、刀具材料的切削性能是否良好,以及刀具几何参数、切削用量的选择是否合理。各种铣刀合理寿命(T)参考数值见表2-16。
(1)影响刀具寿命的因素 总体看来,凡是影响刀具磨损的因素都会影响刀具寿命。由试验得出的刀具寿命T(min)为

式中 m、n、p——分别为切削速度、进给量和背吃刀量的指数的倒数;
CT——与工件材料、刀具材料和其他切削条件有关的常数。
用硬质合金刀具切削σb=0.736GPa的碳素钢时,试验公式为

可见,切削用量中切削速度vc对刀具寿命T的影响最大,进给量f次之,背吃刀量ap的影响最小。在为优选切削用量以提高切削效率时,从刀具寿命方面考虑,应该首先选取大的背吃刀量ap;再根据加工要求等条件选用允许的最大进给量f;最后在刀具寿命或机床功率允许的条件下,选取合适的切削速度vc。(https://www.xing528.com)
表2-16 各种铣刀合理寿命(T)参考数值 (单位:mm)

此外,vc、f、ap三者对刀具寿命的影响程度和对切削温度的影响是完全一致的,这表示凡是影响切削温度的因素都影响刀具寿命。如工件材料的强度、硬度高,导热性差,刀具寿命下降;刀具材料的耐热性好、硬度高,刀具寿命提高;适当的刀具前角(γo)、后角(αo)和较小的主偏角(κr),经过仔细研磨的刀具表面以及在加工中使用适当的切削液都可以提高刀具寿命。
(2)刀具寿命的选择 在实际生产中,由于刀具寿命和生产率、加工成本的关系密切(见图2-26),故合理的刀具寿命有两种计算方法:一是根据单件工时最短的原则来确定刀具寿命,即最大生产率刀具寿命(TP);二是根据单件工序成本最低的原则来确定刀具寿命,即最经济的刀具寿命(TC)。由图2-26可见,TC>TP。因此,在一般情况下应采用最经济的耐用度TC;只有当生产任务十分紧迫或生产中出现不平衡环节时,才采用最大生产率刀具寿命TP。
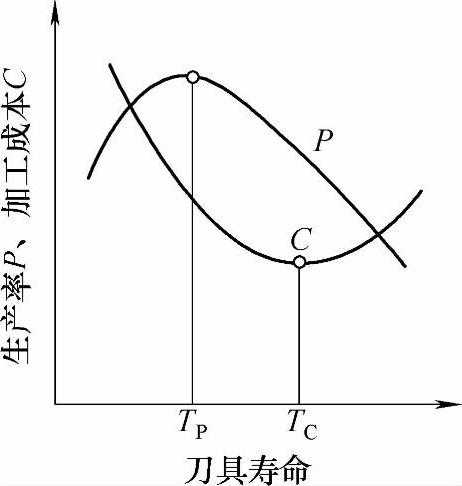
图2-26 刀具寿命和生产率、加工成本的关系
(3)刀具总寿命 刀具总寿命的含义与刀具寿命是不同的。刀具总寿命是表示一把新刀具从投入切削起到报废为止总的切削时间。由于其中有多次重磨,因此刀具总寿命等于该刀具的重磨次数乘以刀具寿命。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。