



(1)铣削力的来源与分解 铣削力的来源主要有两个方面:一是切屑形成切程中,材料弹性变形、塑性变形产生的抗力;另一个是刀具与切屑及工件表面之间的摩擦力。它们形成了作用在铣刀上的合力F和作用在工件上的合力F′(见图2-22)。F和F′大小相等,方向相反。由于切削时合力F和F′的大小、方向都不易确定,因此,为了测量、计算和反映其实际作用,常将F分解为三个相互垂直的分力Fc、FcN和Fp,将F′分解为Ff、Fe和FfN。
铣刀为多齿刀具,铣削时每个刀齿的切削位置、切削面积时时变化。因此,每个刀齿承受的铣削力大小和方向也不断地变化。但在材料的强度高、切削面积大、前角γo较小和刃口不锋利等情况下,铣削力就增大。此外,如果切削面积不变而切屑薄的时候,则铣削力较大。
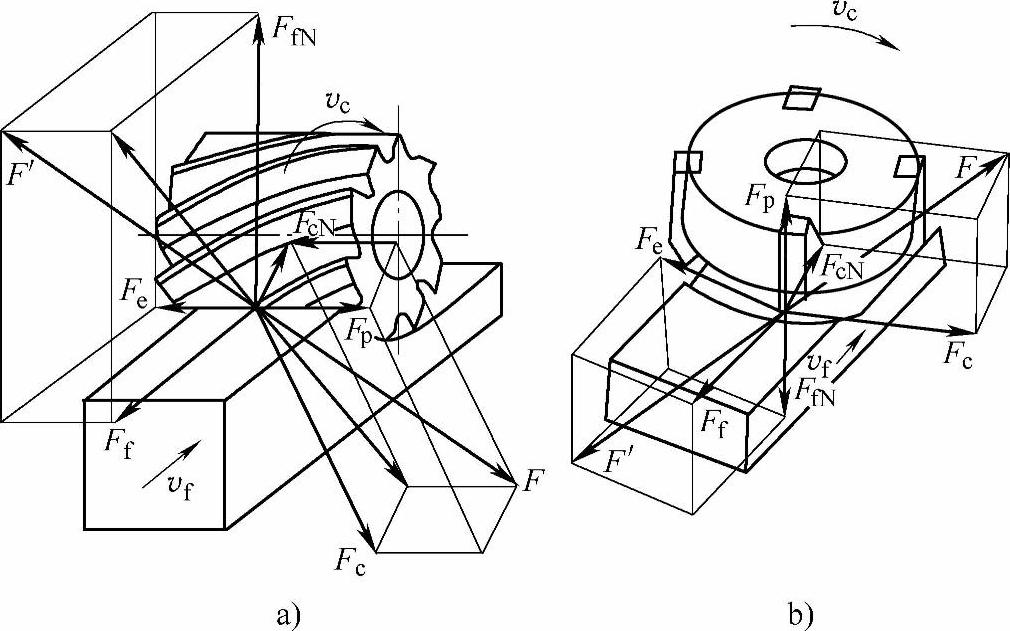
图2-22 铣削力
a)圆柱铣刀铣削力 b)面铣刀铣削力
(2)铣削力F对铣刀的作用 作用在铣刀上的铣削力F可分解为三个相互垂直的分力,即主铣削力Fc、垂直铣削力FcN和背向力Fp。其对铣刀的作用分述如下:
1)主铣削力Fc。主铣削力Fc是总铣削力F在铣刀主运动方向的分力,又称切向铣削力。它消耗的功率最大,是计算机床功率和其他方向铣削力的依据。Fc作用在铣刀及刀杆上,除产生转矩外,还使刀杆产生弯曲变形。
2)垂直铣削力FcN。FcN是工作平面内的总铣削力F在垂直于主运动方向上的分力,它与主铣削力Fc合力的作用会造成铣刀刀杆弯曲、铣刀的径向偏差和径向跳动。为了减少铣刀的让刀和振动,必须提高铣刀安装时的刚性,装刀时要使刀杆锥体与铣刀主轴配合紧密,铣床主轴轴承的间隙合适,尽可能使用较粗、较短的刀杆并缩短其跨距。
3)背向力Fp。Fp是总铣削力F在垂直于工作平面上的分力。圆周铣削时,背向力Fp的大小随圆柱铣刀螺旋角ω的增大而增大;端铣时,Fp则随面铣刀主偏角κr的减小而增大,并随着刃倾角λs绝对值的增大而加大。用螺旋圆柱铣刀铣削时,背向力的作用方向则与铣刀的旋转方向及刀齿的旋向有关,见图2-23。即装刀时应使背向力Fp指向主轴,以增加刀杆锥体与铣床主轴配合的紧密程度,减少振动。右旋铣刀顺时针方向旋转、左旋铣刀逆时针方向旋转时,Fp指向主轴,反之则相反;用面铣刀铣削时,Fp的方向一般是指向主轴。
(3)铣削力F′对工件的作用铣削力F′沿机床工作台的运动方向,可分解为三个相互垂直的分力,分别为Fe、Ff和FfN。
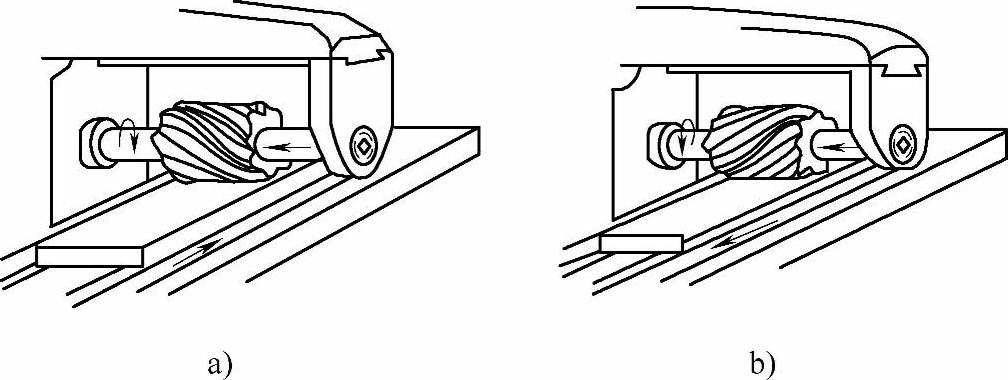
图2-23 螺旋齿圆柱铣刀的背向力
a)右旋圆柱铣刀应按顺时针方向旋转 b)左旋圆柱铣刀应按逆时针方向旋转
1)纵向进给力Ff。Ff是作用在纵向工作台运动方向上的分力,通过工件传给工作台和纵向进给系统。由于铣床通常作纵向进给,故Ff是消耗进给电动机功率最多的力。Ff的大小、方向与铣削方式有关。
2)横向进给力Fe。Fe是作用在横向工作台运动方向的分力,通过工件传给工作台和横向进给系统。它与圆柱铣刀所受的背向力Fp大小相等,方向相反。
3)垂直进给力FfN。FfN是作用在铣床升降台运动方向的分力,通过工件传给工作台和垂直进给系统。在立式铣床上作端面铣削时,FfN的大小等于Fp,但方向相反;而在卧式铣床上铣削时,FfN的大小和方向与铣削方式有关。
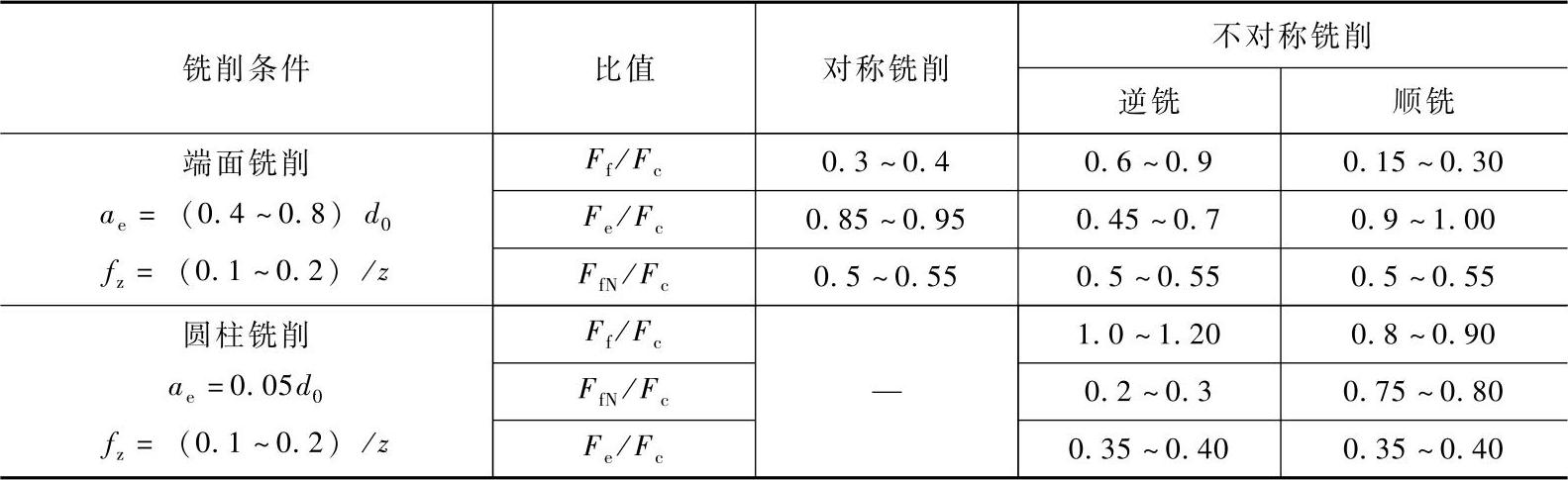
(4)铣削力与铣削功率的计算 铣削时,各铣削分力与主铣削Fc有一定的比例关系(见表2-10)。因此,只要求出Fc,便可以计算出铣削分力Ff、Fe和FfN。由图2-22可见,F=F′。则:

表2-10 各铣削力之间的比值
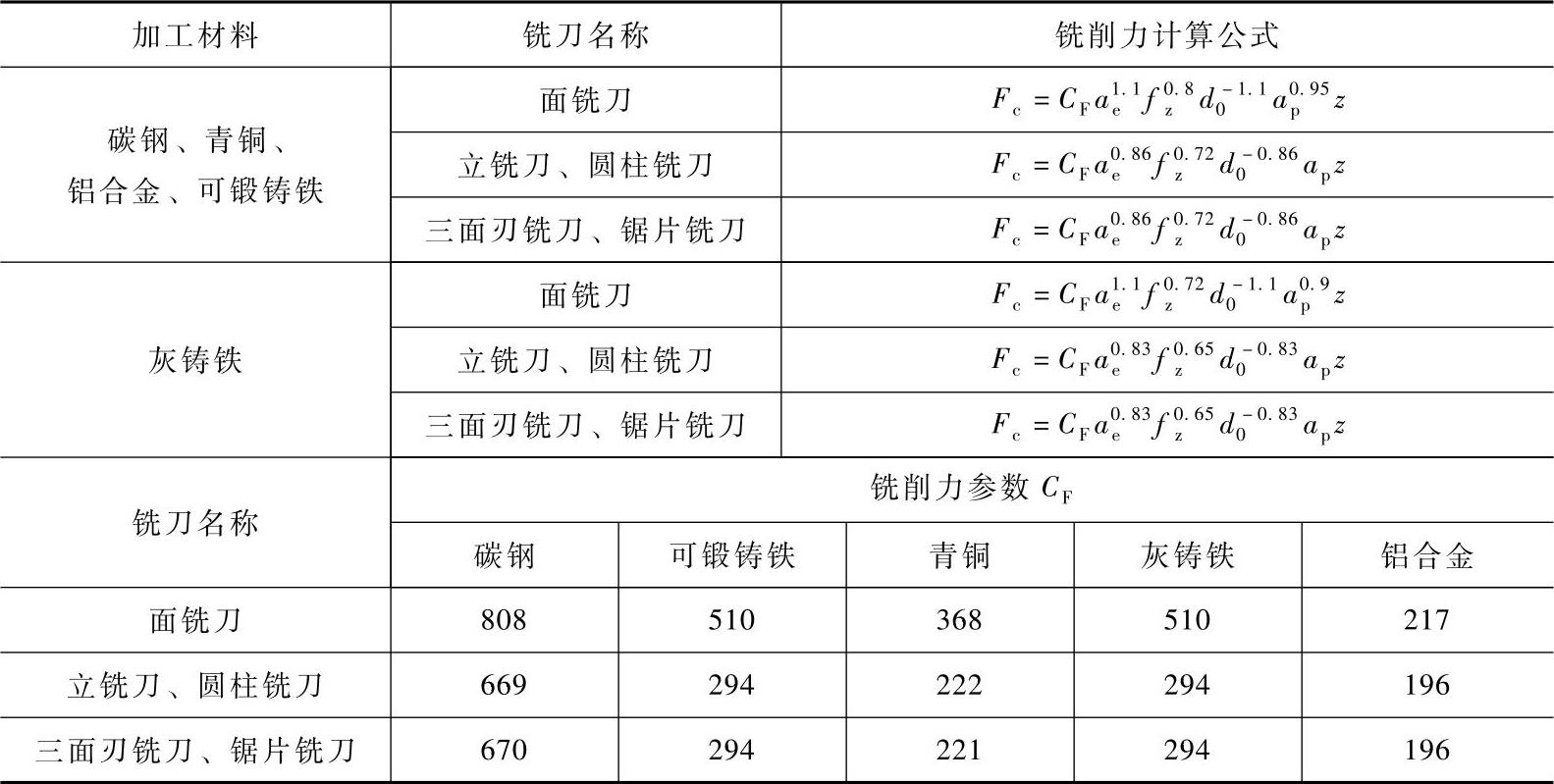
1)铣削力的计算。硬质合金铣刀铣削普通钢和铸铁时的主切削力Fc,可按表2-11中所列的经验公式计算(该表的试验条件:γo=5°,κr=75°,λs=5°,αo=6°,β=30°)。当加工条件不同时,Fc需乘以表中材料修正系数KFc;高速钢铣刀的主铣削力Fc可按表2-12中所列的经验公式计算。(https://www.xing528.com)
表2-11 硬质合金铣刀铣削力的计算公式 (单位:N)
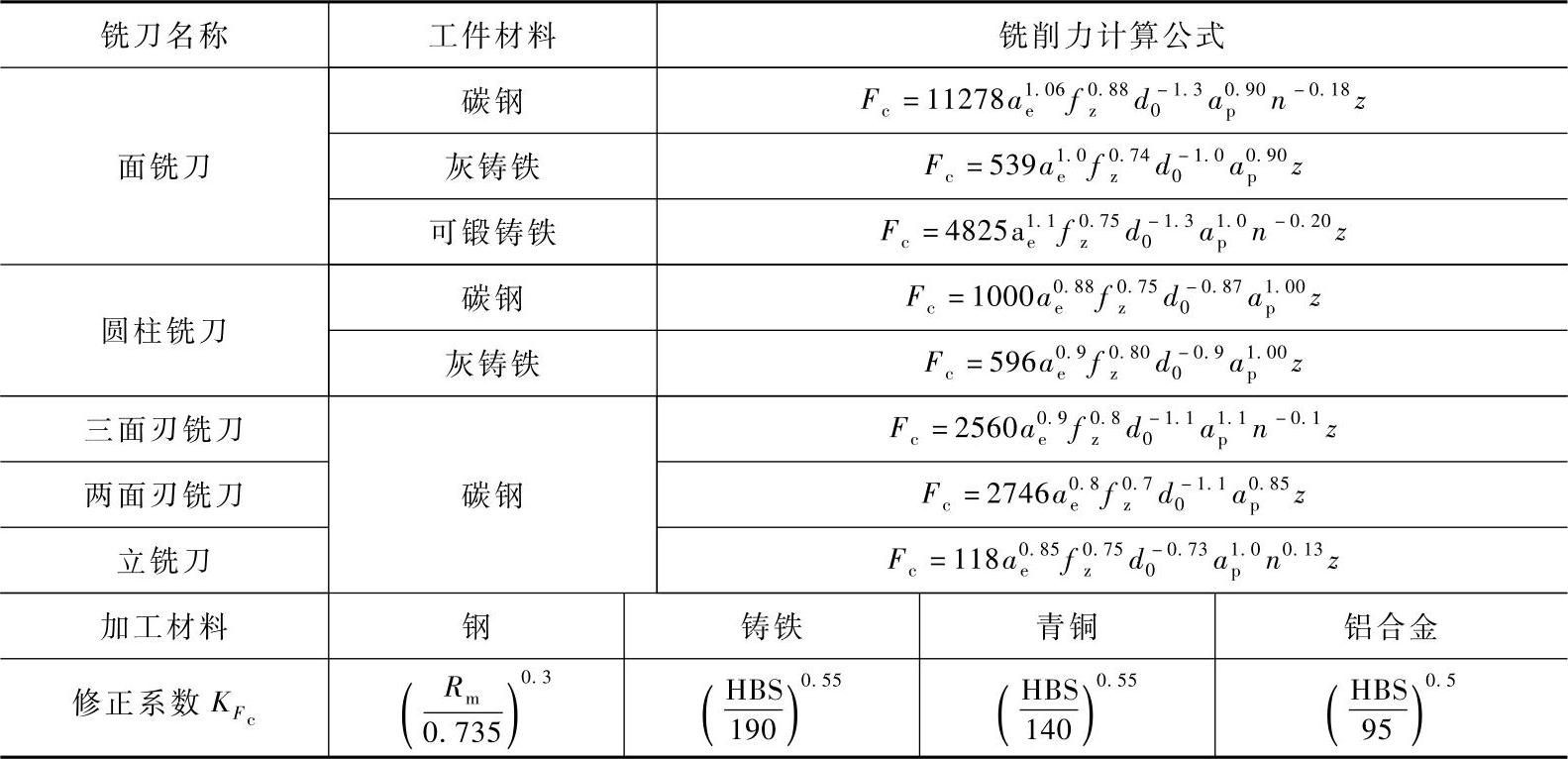
表2-12 高速钢铣刀铣削力计算公式 (单位:N)
目前,常用的铣削力Fc的计算公式是用单位铣削力乘以平均铣削面积,即
Fc=pAc
式中 p——单位铣削力(MPa);
Ac——铣刀参加切削刀齿的切削面积之和(mm2)。
表2-13所示为钢和铸铁的单位铣削力p值。由于Ac与铣削深度ap、铣削宽度ae、每齿进给量fz、铣刀刀齿数z和铣刀直径do等参数相关,故生产中常用以下近似公式计算Fc:
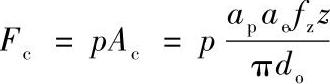
表2-13 钢和铸铁的单位铣削力P值① (单位:MPa)

(续)
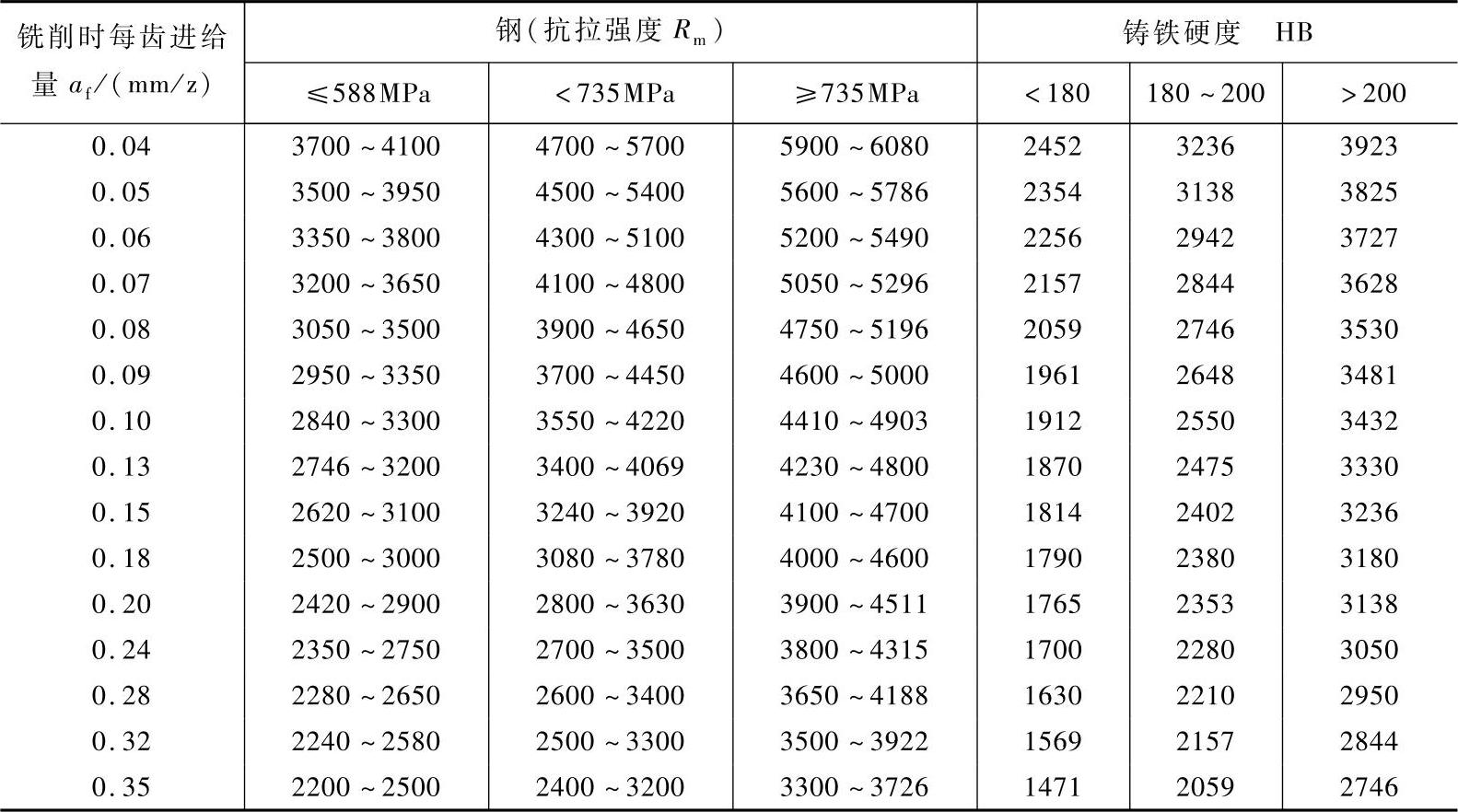
① 表中的数值中,小值适用于面铣刀,中值适用于圆柱铣刀等,大值适用于立铣刀、片铣刀等。
2)铣削功率的计算。主铣削力Fc与其作用方向上的运动速度vc的乘积即为铣削功率Pm,公式为
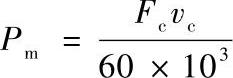
式中 Pm——铣削功率(kW);
vc——铣削速度(m/min);
Fc——主铣削力(N)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。