



铣削要素包括铣削用量与铣削切削层要素,分述如下。
(1)铣削用量 铣削用量包括铣削速度、进给量、背吃刀量和侧吃刀量。
1)铣削速度vc(见图2-10)。铣削速度就是铣削主运动的线速度,它等于铣刀最大直径处的线速度,单位为m/min,可用式(2-1)计算:

式中 d0——铣刀外径(mm);
n——铣刀转速(r/min)。
2)进给量f。进给量就是铣削时工件相对于铣刀在进给方向的移动量。由于铣刀为多刃刀具,因此在计量时,按单位时间的不同,有以下三种表达形式:
① 每齿进给量fz。铣刀每转过一个切削刃时,工件相对于铣刀在进给方向的移动量,单位为每齿毫米(mm/z)。铣削时的进给量一般用此量表示。
② 每转进给量fo。铣刀每转一转,工件相对于铣刀在进给方向的移动量,单位为每转毫米(mm/r)。显然,fo=fzz(z为铣刀刀齿数)。
③ 每分钟进给量(又称进给速度)vf(见图2-10)。即每分钟时间内,工件相对于铣刀在进给方向的移动量。单位为每分钟毫米(mm/min)。
上述三者的关系为
vf=fon=fzzn
3)背吃刀量(铣削深度)ap。背吃刀量是指平行于铣刀轴线方向测量的被切削层的尺寸,单位为毫米(mm)。
4)侧吃刀量(铣削宽度)ae。侧吃刀量是指垂直于铣刀轴线方向测量的被切削层的尺寸,单位为毫米(mm)。
几种常用铣刀铣削时的背吃刀量(ap)和侧吃刀量(ae)见图2-11。
(2)铣削切削层的要素 铣刀是多齿刀具,铣削时同时有几个刀齿参加切削。切削层是铣刀相邻两个刀齿在工件上形成的切削表面之间的一层金属。切削层剖面的形状与尺寸对铣削过程中的一些重要因素,如切削力、铣刀磨损等都有直接影响。
1)圆柱铣刀的切削层要素。圆柱铣刀的切削层要素见图2-12,圆柱铣刀的切削厚度见图2-13。
① 切削厚度ac。切削厚度ac是指铣刀上相邻两个刀齿所形成的切削表面间的垂直距离。由图2-13可知,切削厚度为
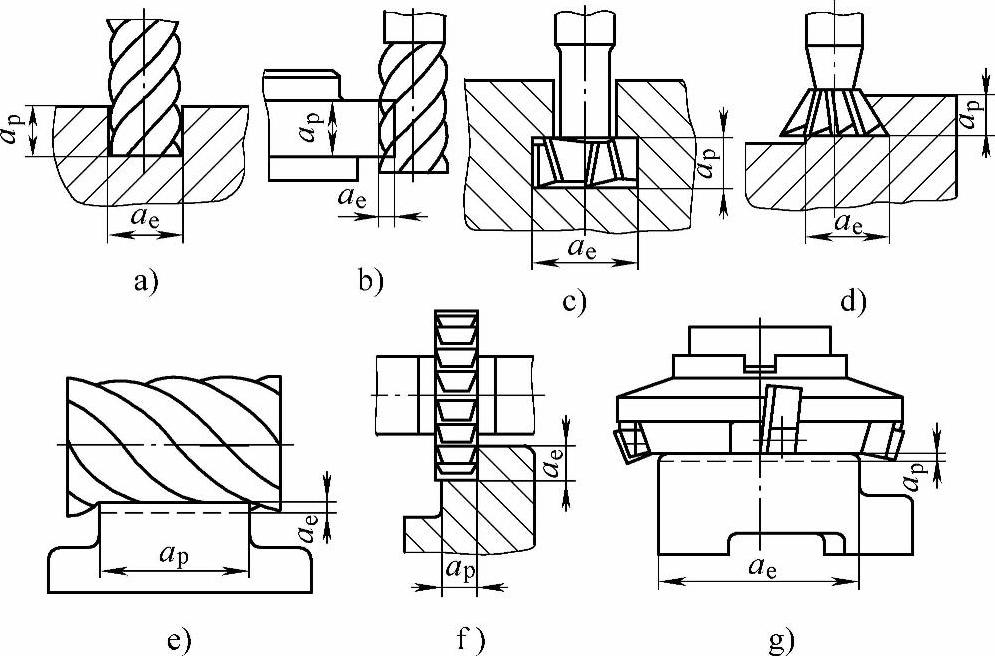
图2-11 几种常用铣刀铣削时的背吃刀量(ap)和侧吃刀量(ae)
a)、b)立铣刀 c)T形槽铣刀 d)燕尾槽铣刀 e)圆柱铣刀 f)三面刃铣刀 g)面铣刀
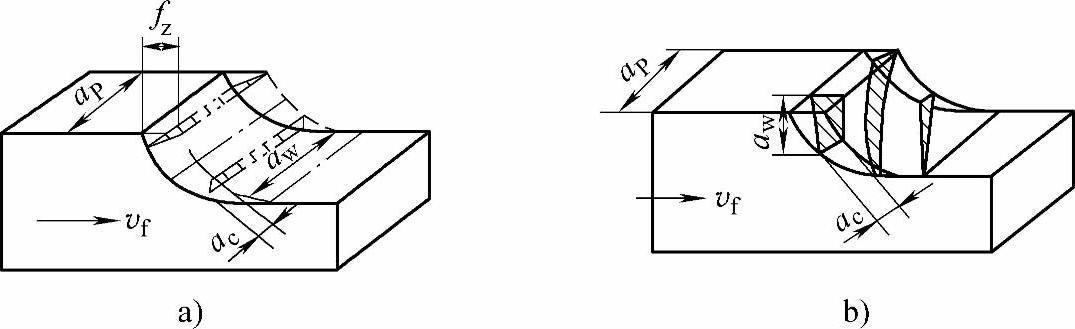
图2-12 圆柱铣刀的切削层要素
a)直齿圆柱铣刀 b)螺旋齿圆柱铣刀
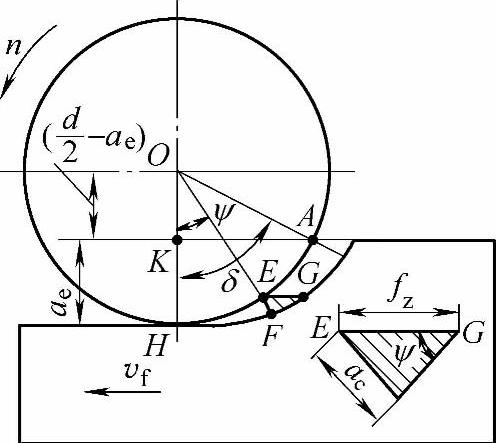
图2-13 圆柱铣刀的切削厚度(https://www.xing528.com)
ac=fzsinψ (2-2)
式中 ψ——瞬时接触角,是工作刀齿所在位置与起始切入位置间的夹角。
由式(2-2)可知,切削厚度ac随着刀齿所在位置的不同而变化。当刀齿在H点位置时,切削厚度ac=0,为最小值;而刀齿到达即将离开工件的A点时,ψ=δ,这时切削厚度达到最大值,即
acmax=fzsinδ
通常,以ψ=δ/2处的切削厚度为平均切削厚度,圆柱铣刀铣削的平均切削厚度为

由△OAK可知:
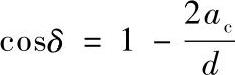
而 代入式(2-3)后,则得:
代入式(2-3)后,则得:
式中 d——圆柱铣刀直径(mm)。
② 切削宽度aw。切削宽度是指主切削刃参加工作的长度。由图2-12a可见,直齿圆柱铣刀的切削宽度等于背吃刀量ap,并且是常数。而螺旋齿圆柱铣刀的切削宽度是变化的,由图2-12b。可见,随着刀齿从切入到切出工件,切削宽度先逐渐增大,然后又逐渐减小,因此铣削过程较为平稳。
2)面铣刀的切削层要素。
① 切削厚度ac。
由图2-14可知,在刀齿刚切入工件时,切削厚度ac最小,以后逐渐增大;到中间位置时,切削厚度最大,然后又逐渐减小。任意位置时的切削厚度ac为
ac=EFsinκr=fzcosψsinκr
式中 κr——面铣刀的主偏角(°)。
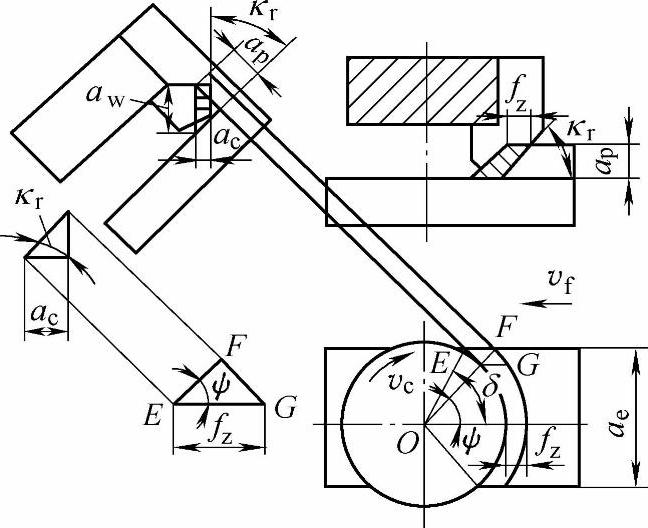
图2-14 面铣刀的切削厚度与切削宽度
② 切削宽度aw。
面铣刀在铣削过程中的切削宽度保持不变,其计算公式为
3)平均切削总面积S平均。各种铣刀铣削时的平均切削总面积的计算公式是相同的,即
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。