



工作台传动丝杠本身安装的轴向间隙和丝杠与螺母之间的间隙,使工作台在铣削过程中存在进给反向空程。过大的反向空程会导致在用移动工作台控制尺寸时准确性差或产生较大误差;当采用顺铣方式铣削时,在铣削力作用下会使工作台产生窜动,导致进给不均匀,引起振动。这不仅影响加工零件的尺寸精度和表面粗糙度,还会损坏刀具,加速丝杠螺母运动副的磨损。
(1)工作台纵向传动丝杠轴向间隙的调整(见图1-18) 工作台两端支架与丝杠之间的轴向间隙不能超过一定范围,过大或过小将都会影响机床的加工质量。根据机床的标准要求,纵向丝杠的空行程量公差为刻度盘的1/24圈(即五格),一般限制在0.05mm之内。空行程量过大时,造成工作台窜动,无法使被加工工件获得较好的表面质量;空行程量过小时,造成工作台移动困难,甚至卡死。其调整方法如下:
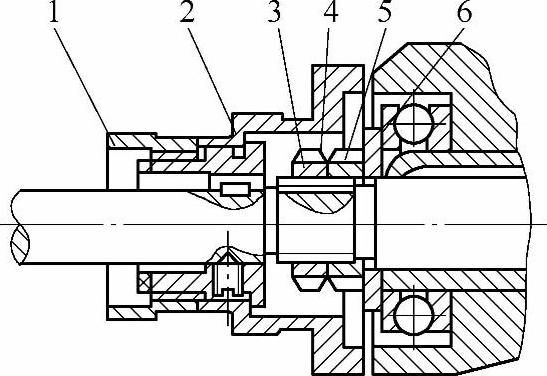
图1-18 纵向丝杠轴向间隙的调整
1—锁紧螺母 3、5—调节螺母 2—刻度盘 4—止动垫圈 6—垫圈
1)卸下手轮,紧固锁紧手轮螺钉后,卸下锁紧螺母1和刻度盘2,扳直止动垫圈4的卡爪,稍微松开调节螺母3,然后转动调节螺母5,使推力球轴承与支架间隙合理,一般轴向间隙量为0.01~0.03mm,而调节螺母5的松紧程度以手刚能拧动垫圈6为宜。
2)调整合适后,先旋紧调节螺母3,然后要反向旋紧调节螺母5,以防止旋紧调节螺母3时,将调节螺母5再向内压紧。
3)最后压下止动垫圈4的卡爪,并装上刻度盘2、锁紧螺母1以及手轮。
(2)工作台丝杠与螺母之间间隙的调整 铣床工作台纵向丝杠与螺母传动机构的螺纹之间存在间隙,随着使用时间的增长,螺纹之间的磨损量也会逐渐增加,从而使间隙逐渐增大。在顺铣时,丝杠与螺母之间不允许有较大的间隙,否则铣削时会产生振动,直接影响加工质量。因此,必须把间隙调整到允许的范围之内,一般为0.05mm以内。常用铣床(如X6132型卧式铣床等)都设有丝杠、螺母调节机构,其结构见图1-19a。螺母5固定在工作台的导轨座上,紧靠螺母5的可调节螺母4的外圆处是一蜗轮,并与蜗杆1啮合。丝杠与螺母间隙的调整方法如下:
1)先卸下工作台前面的盖板3,再拧松螺钉2。(https://www.xing528.com)
2)顺时针转动蜗杆1,带动可调螺母4旋转。由图1-19b可见,在可调螺母4未转动时,丝杠、螺母之间有间隙存在;当螺母4转动后,因为螺母5是固定的,使螺母4与螺母5的端面相互抵紧,迫使螺母4推动丝杠6向左移动,直到丝杠螺纹的右侧与螺母4贴紧,丝杠螺纹的左侧与螺母5贴紧(见图1-19c),丝杠、螺母之间的间隙即可消除。
3)间隙调整好后,拧紧螺钉2,盖好盖板3。调整好的丝杠、螺母的间隙应满足以下要求:
① 用手动进给摇动手轮时,丝杠全长上阻力均匀,不能出现卡滞现象。
② 正、反方向转动手轮时,空程读数应小于刻度盘上的3小格(0.15mm);
当铣床要采用顺铣方式铣削时,空程读数应小于2格(0.10mm)。
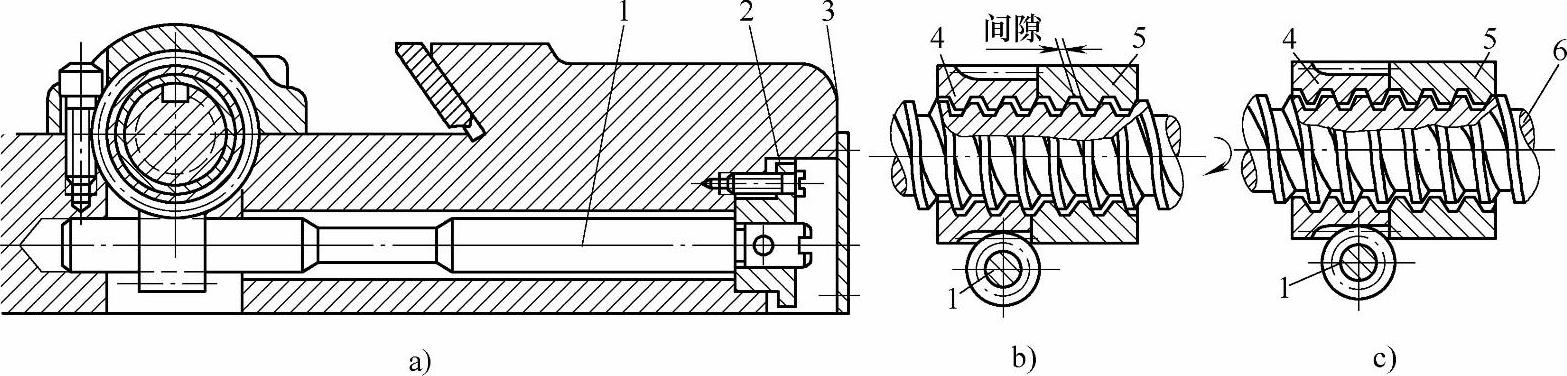
图1-19 纵向丝杠传动间隙调整机构
a)丝杠、螺母调节机构 b)调整图一 c)调整图二
1—蜗杆 2—螺钉 3—盖板 4、5—螺母 6—丝杠
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。