



(1)X5032型立式铣床主轴轴承间隙的调整 图1-16所示为X5032型立式铣床主轴轴承间隙的调整示意图,其轴承径向间隙的调整方法如下:
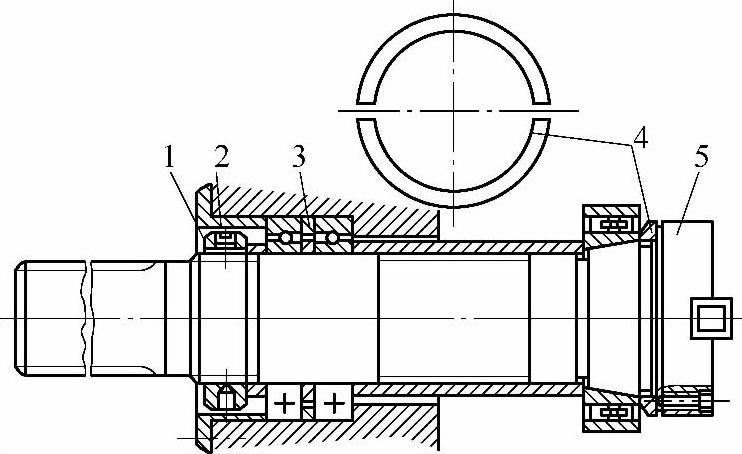
图1-16 X5032型立式铣床主轴轴承间隙的调整
1—螺母 2—锁紧螺钉 3—外垫圈 4—垫片 5—端盖
1)拆下铣头前侧面的盖板,松开主轴上的锁紧螺钉2,拧松螺母1。
2)拆下主轴头部的端盖5,取下垫片4(由两个半圆环构成)。
3)根据需要消除间隙的多少,配磨垫片。由于轴颈与轴承内孔的锥度为1:12,若要消除的径向间隙为0.03mm,则只需要将垫片厚度磨去0.36mm。
4)将磨后的垫片重新装回主轴,然后用较大转矩拧紧螺母1,使轴承内圈胀开,直到把垫片压紧为止。
5)把锁紧螺钉2拧紧,以防止螺母松动,然后装上端盖5。
主轴的轴向间隙由外垫圈3两边的两个角接触球轴承来调节,在两轴承内圈的距离不变时,只要减薄外垫圈3,就能减小主轴轴承的轴向间隙。
轴承间隙的大小由铣床的工作性质决定:粗加工机床的轴承间隙取较大值,精加工机床的轴承间隙取较小值。一般以200N的力推或拉动主轴,顶在主轴端面上的指示表读数应在0~0.015mm范围内变动;再使机床主轴在1500r/min的转速下运转1h,主轴轴承的温度应不超过60℃,则说明主轴轴承间隙合适。(https://www.xing528.com)
主轴的精度对工件的加工精度有着重要的影响。主轴轴承间隙过小,则会使主轴因发热而“咬死”,产生故障或事故;主轴轴承的间隙过大,就会使主轴的径向跳动和轴向窜动增大。主轴的径向圆跳动增大,就会造成铣刀刀杆的振摆加大,使铣削时铣刀产生偏让(即“让刀”),从而使控制加工尺寸困难;主轴的轴向窜动增大,会加大铣削时的振动,并使加工尺寸控制不准,工件平面度误差增大。因此,正确调整铣床主轴轴承间隙是十分重要的。
(2)X6132型卧式铣床主轴轴承间隙的调整 图1-17所示为X6132型卧式铣床主轴轴承间隙的调整示意图,其轴承间隙调整的方法如下:
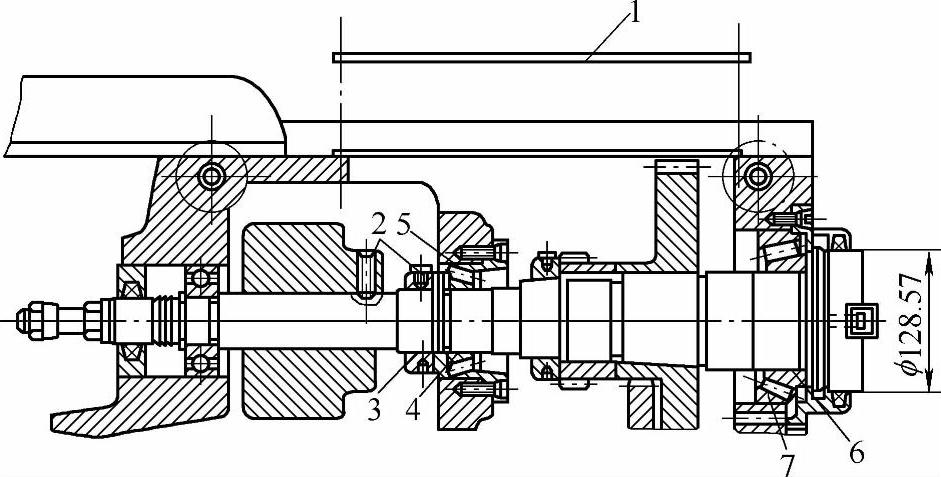
图1-17 X6132型卧式铣床主轴轴承间隙的调整示意图
1—盖板 2—锁紧螺钉 3—调整螺母 4、6—轴承内圈 5、7—轴承外圈
1)旋松顶部横梁的紧固螺栓,将横梁移至铣床床身后部。
2)取下横梁下方的盖板1。
3)松开锁紧螺钉2后,拧动调整螺母3,以改变轴承内圈4和6之间的距离,从而调整两轴承的内圈、滚子和外圈之间的间隙。
4)轴承间隙调整好后,旋紧锁紧螺钉2,盖好盖板1,最后使横梁复位。
X6132型卧式铣床轴承间隙大小的测定方法与X5032型立式铣床的测定方法相同。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。