



(1)铣床主轴锥孔轴线的径向圆跳动超差 主轴锥孔轴线的径向圆跳动超差,会使刀杆和铣刀的径向圆跳动和摆差增大,铣槽时槽宽易超差或产生锥度,加工表面粗糙度值会增大,较薄的铣刀容易折断。
铣床主轴锥孔轴线的径向圆跳动超差的主要原因是:
1)主轴磨损。
表1-10 卧式升降台铣床铣削的经济精度 (单位:mm)
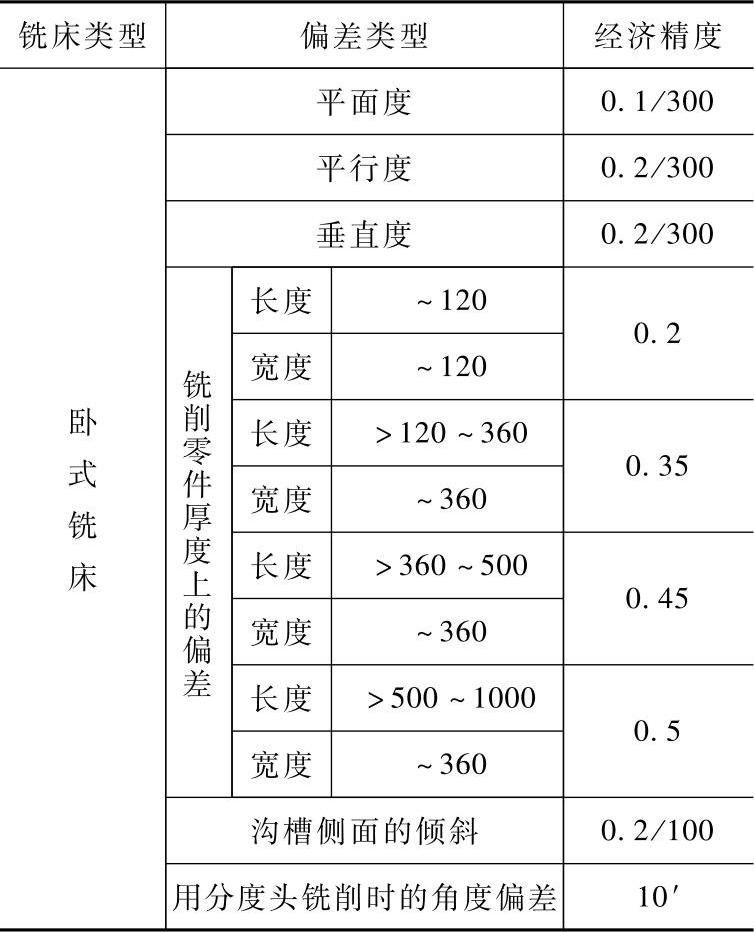
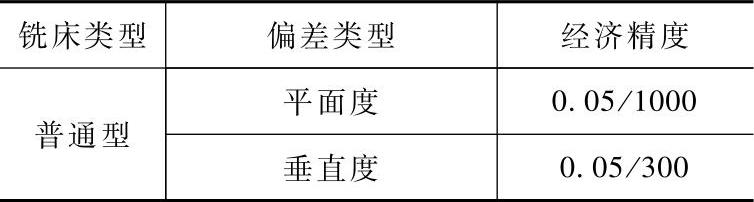
表1-11 普通龙门铣床铣削的经济精度 (单位:mm)
2)主轴轴承磨损或间隙过大。
3)主轴锥孔被“拉毛”或精度变差。
4)紧固件松动。
5)检验时,主轴锥孔与检验棒配合面中有污物。
(2)铣床主轴定心轴颈的径向圆跳动超差 主轴定心轴颈的径向圆跳动超差,则以轴颈定心安装的铣刀会产生径向跳动和振摆,影响工件的加工精度、表面粗糙度和刀具的使用寿命。
铣床主轴定心轴颈的径向圆跳动超差的主要原因有:
1)主轴制造精度差。
2)主轴轴承磨损、间隙过大或轴承损坏。
3)主轴轴颈磨损较大等。
(3)铣床主轴的轴向窜动超差 主轴的轴向窜动超差时,铣削时会产生振动,在立式铣床上用面铣刀铣削平面尤为明显,不仅工件加工尺寸不易控制和影响加工表面的平面度,并且还使表面粗糙度值增大。
主轴的轴向窜动超差的原因主要是:
1)主轴与轴承之间的间隙过大。
2)主轴或主轴轴承磨损过大。
3)检验时,检验棒端面的质量差或指示表的测量头未触及检验棒端面的中心等。
(4)铣床主轴轴肩支承面的端面圆跳动超差 主轴轴肩支承面的端面圆跳动超差,则以此面定位安装的铣刀会产生端面跳动,不仅影响工件的加工精度和表面粗糙度,还会降低刀具寿命。
造成铣床主轴轴肩支承面的端面圆跳动超差的主要原因有:
1)主轴轴承间隙过大。
2)主轴轴肩磨损较大。
3)主轴制造精度差等。
(5)卧式铣床主轴旋转轴线对工作台台面的平行度超差 卧式铣床主轴旋转轴线对工作台台面的平行度超差,容易导致工件加工面的平行度、垂直度超差,并且使加工过程中工件的尺寸较难控制。
卧式铣床主轴旋转轴线对工作台台面的平行度超差的原因有:
1)工作台台面变形或不平。
2)铣床安装的水平失准。
3)升降台锁紧机构失灵。
4)主轴锥孔精度差等。
(6)卧式铣床刀杆吊架孔轴线与主轴旋转轴线的重合度超差 卧式铣床刀杆吊架孔轴线与主轴旋转轴线的重合度超差,会降低铣刀的安装精度,产生跳动和振摆,容易导致工件加工平面的平行度超差,加工表面的表面粗糙度值增大。
卧式铣床刀杆吊架孔轴线与主轴旋转轴线的重合度超差的主要原因有:
1)横梁变形。
2)横梁导轨磨损。
3)吊架孔的加工精度差或磨损大等。
(7)卧式铣床横梁导轨对主轴旋转轴线的平行度超差 卧式铣床横梁导轨对主轴旋转轴线的平行度超差,直接影响刀杆吊架的安装精度,会使刀杆变形;同时使刀杆吊架内的铜轴承磨损加剧,降低了铣刀的安装精度,铣削时容易产生振动,从而降低工件的加工质量和铣刀寿命。
卧式铣床横梁导轨时主轴旋转轴线的平行度超差的主要原因是:
1)横梁变形。
2)横梁导轨间隙过大。
3)锁紧机构失灵。
4)主轴锥孔精度差等。
(8)卧式铣床主轴旋转轴线对工作台横向移动的平行度超差 卧式铣床主轴旋转轴线对工作台横向移动平行度超差,会造成工件加工的平行度、垂直度超差,还会使工作台横向移动,加工工件的尺寸较难控制。
卧式铣床主轴旋转轴线对工作台横向移动的平行度超差的主要原因是:
1)工作台横向移动导轨变形或磨损。
2)横向导轨镶条松动或调整不当。
3)铣床安装质量差,水平不准。(https://www.xing528.com)
(9)卧式铣床主轴旋转轴线对工作台中央基准T形槽的垂直度超差 卧式铣床主轴旋转轴线对工作台中央基准T形槽的垂直度超差,将影响用T形槽定位的夹具定位精度。因此,在铣削各类槽时,槽形会产生较大的误差。
卧式铣床主轴旋转轴线对工作台中央基准T形槽的垂直度超差的主要原因是:
1)工作台回转刻度处的零位未校准。
2)T形槽的直槽侧面变形或被“拉毛”。
3)检验时,指示表安装不稳固,产生较大的测量误差。
(10)立式铣床主轴旋转轴线对工作台台面的垂直度超差 立式铣床主轴旋转轴线对工作台台面的垂直度超差,在用面铣刀铣平面时,则会铣成一个弧形的凹面,刀纹成单向弧形(见图1-15a);如工作台台面与主轴旋转轴线垂直,铣削出的平面的平面度较高,且刀纹成网状(见图1-15b)。此外,对工件加工时的位置精度(平行度、垂直度)也容易造成超差。当进行钻孔或镗孔加工时,会使孔轴线歪斜或孔呈椭圆形;加工斜面工件时,会影响斜面倾角。
立式铣床主轴旋转轴线对工作台台面的垂直度超差的原因有:
1)立铣头刻度零位未校准。
2)立铣头锁紧机构失灵或未均匀锁紧,使立铣头倾斜。
3)升降台导轨精度差。
4)铣床变形或水平失准等。
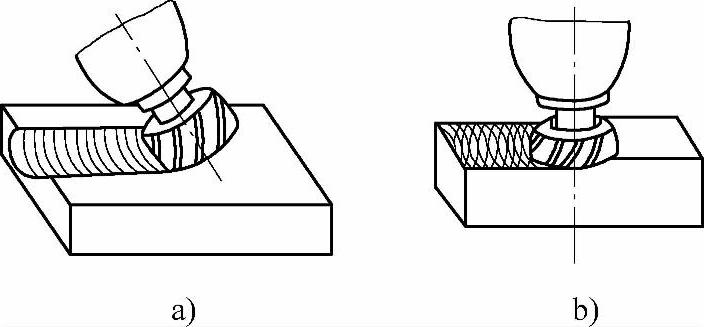
图1-15 铣床主轴轴线与工作台台面的垂直度超差对工件平面度的影响
a)弧形凹面 b)平面
(11)立式铣床主轴套筒移动对工作台台面的垂直度超差 立式铣床主轴套筒移动对工作台台面的垂直度超差,在以主轴进给加工孔时,会产生轴歪斜;在深度方向多次进给加工,会产生明显的接刀痕迹;利用移动主轴套筒找正工件时,会产生找正误差;用铣刀侧刃铣削垂直面时,会影响垂直度。
立式铣床主轴套筒移动对工作台台面的垂直度超差的主要原因是:
1)套筒制造精度差或磨损大。
2)升降台的导轨精度差。
(12)铣床工作台纵向移动对工作台台面的水平度超差 铣床工作台纵向移动对工作台台面的水平度超差,影响加工工件尺寸的控制和工件的位置精度。
铣床工作台纵向移动对工作台台面的水平度超差的主要原因是:
1)工作台台面制造精度差或磨损较大。
2)纵向工作台导轨的精度差或磨损较大。
3)铣床水平失准。
(13)铣床工作台中央T形槽侧面对工作台纵向移动的平行度超差 铣床工作台中央T形槽侧面对工作台纵向移动的平行度超差,会影响夹具的定位精度;当直接用T形槽作定位基准装夹工件时,会影响工件的尺寸精度和位置精度。
铣床工作台中央T形槽侧面对工作台纵向移动平行度超差的主要原因是:
1)工作台T形槽的制造精度差或磨损大。
2)工作台变形。
3)工作台导轨精度差或磨损较大。
4)铣床水平失准。
(14)铣床工作台横向移动对工作台台面的平行度超差 铣床工作台横向移动对工作台台面的平行度超差,会影响加工工件的尺寸精度和位置精度(平行度、垂直度);在卧式铣床上加工孔时,会使孔轴线歪斜。
铣床工作台横向移动对工作台台面的平行度超差的主要原因是:
1)工作台台面制造精度差或磨损大。
2)铣床横向导轨被磨损。
3)卧式万能铣床的转台接合面精度差或贴合面之间有污物等。
(15)铣床工作台纵向和横向移动的垂直度超差 铣床工作台纵向和横向移动的垂直度超差,会影响工件加工面的垂直度。
铣床工作台纵向和横向移动的垂直度超差的主要原因是:
1)铣床导轨的制造精度差或磨损较大。
2)纵向和横向导轨的镶条太松。
3)卧式万能铣床转台的零位不准等。
(16)铣床升降台垂直移动的直线度超差 铣床升降台垂直移动的直线度超差,会影响加工工件的平行度和垂直度,也影响立式铣床孔加工的精度。
铣床升降台垂直移动的直线度超差的主要原因有:
1)升降台垂直导轨的镶条太松。
2)铣床工作台各导轨的积累误差大。
3)升降台垂直导轨的精度差或磨损大。
4)铣床水平失准等。
在铣床上加工工件时,如发现存在上述加工质量问题,应及时采取相应的技术措施予以解决。同时也可以看出,铣床的正确调整、精度检验、及时的维护保养和合理使用,对保证工件的加工质量是十分重要的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。