



7.15.1.1 原理和装置
液中放电成形技术是在液体中设置的电极间施加高电压,通过瞬间放电产生的冲击压力进行金属板成形的。关于液体中的电极与火花放电产生冲击波的原理,已发表了多篇论文和报告,但仍无明确的结论。近年来,随着高速摄影技术的应用,澄清了人们对该领域的认识。阐述关于冲击波发生试验的文献认为,在液中进行冲击大电流火花放电使放电处附近温度急剧上升,附近液体迅速汽化,并以超声速向外扩张,由此产生了非常大的冲击压力,这种冲击压力在液体中以冲击波的形式传播并作用于加工物,使金属变形。
液中放电成形装置的基本原理如图7.15-1所示,装置由提供电能产生冲击大电流的部分和利用放电产生的冲击波进行金属成形的部分组成。提供电能的部分由充电装置、电容、放电起始装置、控制器等组成。充电装置是产生用于成形目的的高电压,把电能储存在电容中。另外,进行瞬间大电流放电有必要采用电感较小的特殊设计。放电起始装置是电能通过电极间放电的高压开合器。控制器的作用是控制能量和成形。金属成形部分由使火花放电的电极、溶液和模具组成。液中放电成形高速放能装置质量轻,可制成小型而无需安装用的基础部件。
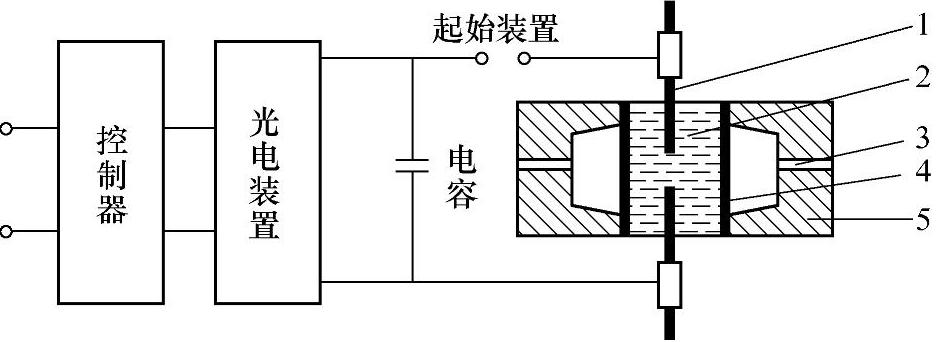
图7.15-1 液中放电成形装置原理图
1—电极 2—液体 3—排气孔 4—工件 5—模具
7.15.1.2 成形能量
在液中放电成形中,从电能到金属变形能的变换过程中伴随着相当大的能量损失,这些能量全部由储存在电容中的电能提供。装置加工能力的大小,可以用储存在电容中的能量多少来衡量,这个能量可表示为

式中,C为电容的容量;U为电容的充电电压。(https://www.xing528.com)
所以,要增加用于金属成形的能量,只要增加总电容量或充电电压即可,一般对成形能量都使用电压控制。
为了发挥液中放电成形高速的特长,必须在较短的时间内把电容中的全部能量有效地释放出来并用于金属成形,能量放出的情况与电容的特性、起始装置的形式、放电电极的构造、放电回路的结构、电极间隙的状态等所有放电回路的特性有关。为把储存在电容中的能量有效地利用,必须大大减少放电回路中在起始装置、回路导线等处的损失,而尽量增加用在电极间的能量。放电间隙消耗的能量为

式中,τ为放电持续时间I(t)、U(t)分别是放电回路电流和加在放电间隙的电压随时间的变化值。
放电电极间火花放电消耗的能量,能使液体汽化、膨胀并产生冲击压力。液体中爆炸放出的冲击波能量可由式(7.15-3)计算。

式中,ρ为初始液体的密度;c为声速;p为测定点的压力;τ为冲击气泡脉冲持续时间;S为冲击源到测定点的距离;W(S)为从冲击源到距离S的球面波的能量。
7.15.1.3 金属变形量与放电参数
目前对液中放电能得到何种程度的瞬间压力还不能确定。一般地,可用实际金属变形量或与之得到相同效果的静压力来表示产生压力的大小。压力的大小随电容的容量、充电电压、放电回路的特性电极形状、电极间隙、爆炸导线的种类、液体的种类、冲击源到加工物的距离、水深等的变化而变化。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。