



随着集成电路IC向着VLSI/ULSI日新月异的发展,作为衬底硅单晶片的尺寸越来越大,ϕ200mm硅片的生产已形成了规模,ϕ300mm的硅片也已开始投产。IC的制程线宽已从0.18μm过渡到0.13μm,甚至到0.10μm。线宽的降低、硅片直径的增大,以及对几何尺寸的更高要求和硅片表面机械损伤层、品格的完整性等要求,均对传统的硅片加工方法提出了挑战。硅片的切割工艺首当其冲。切割是硅片加工的第一道工序,过去用内圆切片机。该机使用环形不锈钢内圆切片,内刃口镀制金刚砂颗粒,周边用机械方法张紧。这种切片机根据单晶硅的夹持方式不同可分为立式和卧式,主轴的结构形式为流体静压轴承,工作介质可以是空气或主轴油,刀片刃口厚度在0.28~0.34mm。这种设备单元加工效率较低,材料损耗大,仅适用于片厚经常变化、投入较小的企业。
最近几年异军突起的多线切割机(Multi Wire Saw),简称线锯,以其极高的生产效率和出片率,在大直径硅片加工领域有逐渐取代内圆切割机的趋势。
多线切割机的切割机理完全不同于内圆切片机。首先它是0.08~0.20mm的金属线代替内圆刀片,将金属线缠绕在导线轮上,驱动导线轮和单晶棒作相对运动,砂浆磨削、冷却达到磨切晶片的目的。所切晶片与内圆切片工艺相比具有弯曲度、翘曲度小,平行度好,总厚度公差离散性小,刃口切割损耗小,表面损伤层浅,晶片表面粗糙度值小等优点,被切割材料可覆盖各类半导体材料,如硅、锗、钽酸锂、铌酸锂、砷化镓、磷化铟、人造宝石和碳化硅等。
7.13.4.1 导线轮
导线轮是控制片厚的关键部件。导线轮是用高分子材料制作的精密滚轮,在其表面刻有深度等同于线宽的螺旋槽,切割时将线绕在导线轮上。要求其材料耐磨性好、刚度高,在切割张紧时不能变形;片厚的控制取决于槽间宽度,槽间宽度误差应小于3μm,可见材质要求和加工精度都非常高。有个别厂商在设计槽间宽度时,考虑到切割线的磨损作了类似刀具补偿的调剂方法,槽间宽度从入口到出口依次减小,以保证片厚间的离散性小。根据切割材料直径不同和设备制造厂商的不同,导线轮有2轮、3轮、4轮不等,安装方法有2轮平行、等边三角形或梯形,如图7.13-2所示。机床采用2~4轴驱动,槽轮间距为190~400mm,绕线的长度一般为200~1000km,线径为0.08~0.20mm。
绕线方式也有自动排线缠绕和脱机绕线之分,自动绕线的速度大约为25r/min。
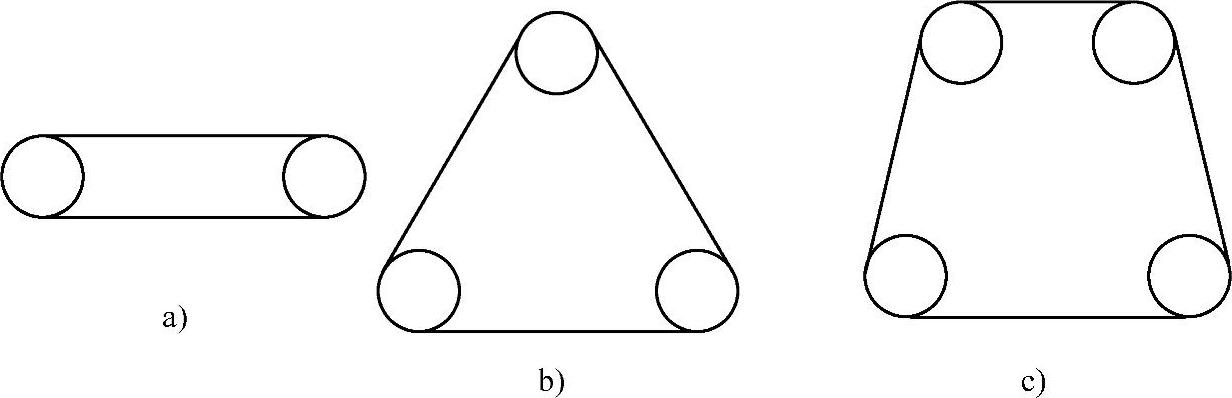
图7.13-2 导线轮安装形式
a)两轮平行 b)3轮等边三角形 c)4轮梯形
7.13.4.2 切割线的运动系统
除导线轮之外该系统依次还有绕线滑轮、辅助拉杆滑轮、供线轮、卷线轮、回收轮、供给侧张力滑轮、回收侧张力滑轮、供给侧载荷传感器滑轮、回收侧载荷传感器滑轮、固定滑轮、绕线载荷传感器滑轮等。这么多的轮系其作用不外乎放线、排线、张紧、检测、收线等,还有相应的驱动电动机、传感器。
切割线只有始终保持在张紧的状态下才能进行切割,线的张力一般控制在25~30N,走线速度500~1000m/min(可以设定)。为保证切片的平行度,切割线必须往复行走,慢速进给,每分钟最大可往复15次(可设定)。线速度高可以减小切片的翘曲。
7.13.4.3 切割系统(https://www.xing528.com)
切割系统包括工作台上下垂直运动、定向偏转系统(包括水平和垂直旋转角度)、切割线摇动系统和切入量的控制系统等。工作台因不同机型及不同的切割要求有单台面与双台面之分。双台面几乎是单台面工作效率的一倍,但切片效果不如单台面。早期的工作台都是自下而上运动,运行时发现切割中片子容易倒,碎片残留难以消除,影响切割精度,后来的产品几乎都是自上而下运动了。半导体材料在单晶生长中有晶向,IC制作中有晶向要求,所以晶向的X、Y方向调整是必不可少的。
为了提高切片质量及工作效率,有的机型附加了切割线摇动系统(实际上是几个导线轮整体摆动一定角度),这样可以减少切割进给的接触线长,有效地减少加工阻力,提高工作效率。工作台速度为0.1~999.9mm/h。切入量控制通过调节切割线偏差传感器来实现,用来控制工作台返回初始位置的偏差量(设定偏差量为2~5mm),LCD指示。
7.13.4.4 智能控制系统
多线切割机的控制系统采用工控计算机作为中心控制机,彩色人机界面和操作键能够完成所有操作以及切割、绕线的数据设定。该设备既可以同步自动控制运动又能单独手动操作,一般有4种操作模式:自动切割模式、切割准备模式、自动绕线模式和绕线准备模式。在自动模式下,按下启动键可完成自动绕线、自动切割,准备模式通过菜单可单独完成运动部分的操作。
运动部分都采用交流伺服电动机,工控机根据设定条件发送指令,通过伺服控制器控制电动机的走、停、正转和反转。在十多个电动机中,切割线往复走线电动机功率最大,达到十几千瓦。0.08~0.20mm的线在切割过程中既要保持张力不变又要前进、后退,可谓是走一步退半步往复走线,且不能断线,对同步性的要求很高,放线轮放多长,收线轮收多长,线的张力保持不变,所以控制要求很高。
7.13.4.5 砂浆供给系统
砂浆实际上是金刚石粉、碳化硼、碳化硅等磨料粉与溶液的搅拌混合物,兼有切削、润滑、冷却三大功能。线切割机的切削温度控制十分严格,控制温度为设定值±2℃。采用砂浆内管道循环冷却和砂浆外壁冷却,内管道循环冷却为强制制冷式冷却方式。砂浆控制方法如图7.13-3所示。切割机的显示系统可显示砂浆设定温度、砂浆桶温度、砂浆供给温度、砂浆回收温度、冷却剂的供给温度、砂浆流量与浓度等相关信息。
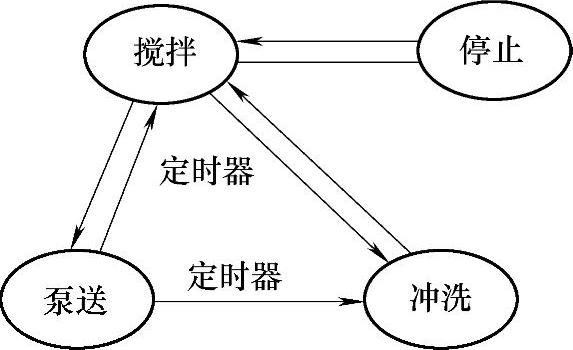
图7.13-3 砂浆控制方法
金刚石粉、碳化硼、碳化硅等都是高价磨料,在一次切割完成后可以使用分离回收装置回收再利用,以节约加工成本。
多线切割机是精密大型的多功能晶片切割机,精度高,控制复杂,制造难度大,售价高,利润空间大,市场需求多。目前国际上很多公司都在研究制造用途不同、大小不一、精度不等的多线切割机。如切割光伏电池用的切割机精度就可稍差一点,切制水晶的机器可以小很多,不同的机型有不同的市场定位。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。