



磁性磨料加工是近10年来发展起来的光整加工工艺,适用于对精密零件进行抛光和去毛刺,在精密仪器制造业中得到日益广泛的应用。目前,磁性磨料加工主要有两种,磁性磨料研磨加工(又称磁力研磨、磁磨料加工)和磁性磨料电解研磨加工(Magnatic Abrasive Electrochemical Machi-ning)。磁性磨料研磨的原理在本质上和机械研磨相同,只是磨料是导磁的,磨料作用于工作表面的研磨力是由磁场形成的。
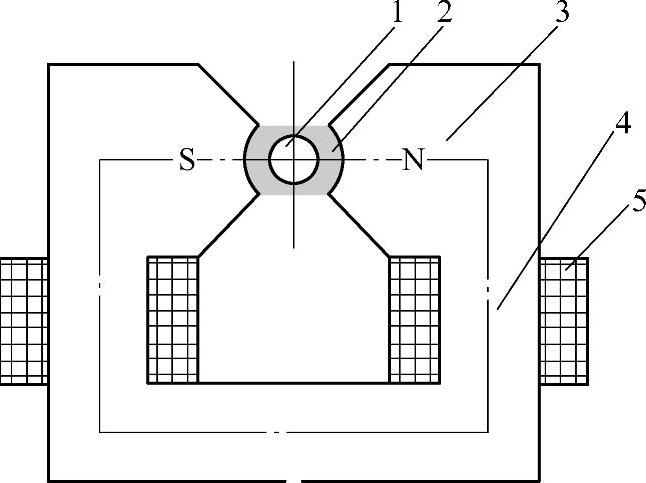
图7.8-1 磁性磨料研磨加工原理
1—工件 2—磁性磨料 3—磁极 4—铁心 5—励磁线圈
图7.8-1所示为圆柱表面进行磁性磨料研磨加工的原理示意图。在垂直于工件圆柱面轴线方向加磁场。在S、N两磁极之间加入磁性磨料,磁性磨料吸附在磁极和工件表面上,并沿磁力线方向排列成有一定柔性的“磨料刷”,这种“磁料刷”具有很好的抛磨、抛光性能,同时还具有很好的可塑性。工件一边旋转,一边作轴向振动,磁性磨料在工件表面轻轻刮擦、挤压、窜滚。磁性磨粒在工件表面上的运动状态通常有滑动、滚动、切削三种形式。当切削阻力大于磁场的作用力时,磨料会产生滚动或滑动,不会对工件产生切削;当磁性磨粒受到的磁场力大于切削力时,磁性磨料处于正常的切削状态,从而将工件表面上极薄的一层金属及毛刺切除,使微观不平度逐步整平
磁性磨料研磨加工按磨粒的状态可分为干性研磨和湿性研磨两种。干性研磨使用的磨料是干性磨料,比较常见。湿性研磨的磨料是将磨料与不同的液体混合而成的。这两种方式均能进行抛光、去毛刺和棱边倒圆加工。
图7.8-2所示为磁性磨料电解研磨原理示意图,磁性磨料电解研磨是在普通的磁性磨料研磨的基础上,增加了电解加工的阳极溶解作用,以加速阳极工件表面的整平过程,提高工艺效果。磁性磨料电解研磨的表面光整效果是在以下三重因素作用下产生的:(https://www.xing528.com)
1)电化学阳极溶解作用。阳极工件表面的金属原子在电场及电解液的作用下失去电子成为金属离子溶入电解液,或在金属表面形成氧化膜、钝化膜,微凸处比凹处的这一氧化过程更为显著。
2)磁性磨料的刮削作用。实际上主要是刮除工件表面的金属钝化膜,而不是刮金属本身,使外露的新金属原子不断阳极溶解。
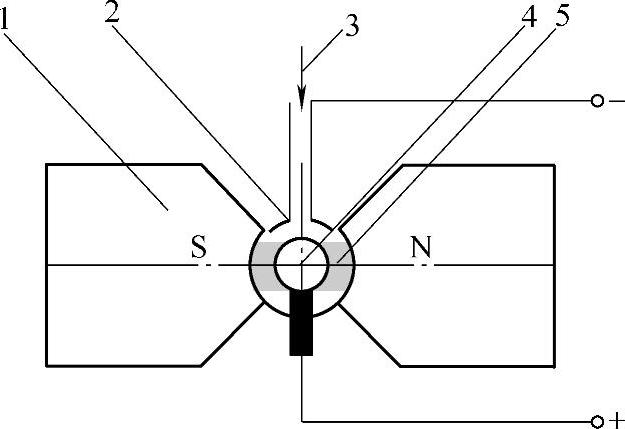
图7.8-2 磁性磨料电解磨削原理
1—磁极 2—阴极及喷嘴 3—电解液 4—工件 5—磁性磨料
3)磁场的加速、强化作用。电解液中的正、负离子在磁场中受到洛仑兹力作用,使离子运动轨迹复杂化,当磁力线方向和电力线方向垂直时,离子按螺旋线轨迹运动,增加了运动长度,增加了电解液的电离度,促进了电化学反应,降低了浓差极化。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。