



7.4.3.1 等离子弧焊接方法
等离子弧焊是借助水冷喷嘴对电弧的拘束作用,获得高能量密度的等离子弧进行焊接的方法,国际统称为PAW(Plasma Arc Welding)。按焊缝成形原理,等离子弧焊有下列三种基本方法:穿透型等离子弧焊、熔透型等离子弧焊和微束等离子弧焊,其主要特点列于表7.4-5。典型的等离子弧焊枪结构如图7.4-6所示。
表7.4-5 离子弧焊三种基本方法
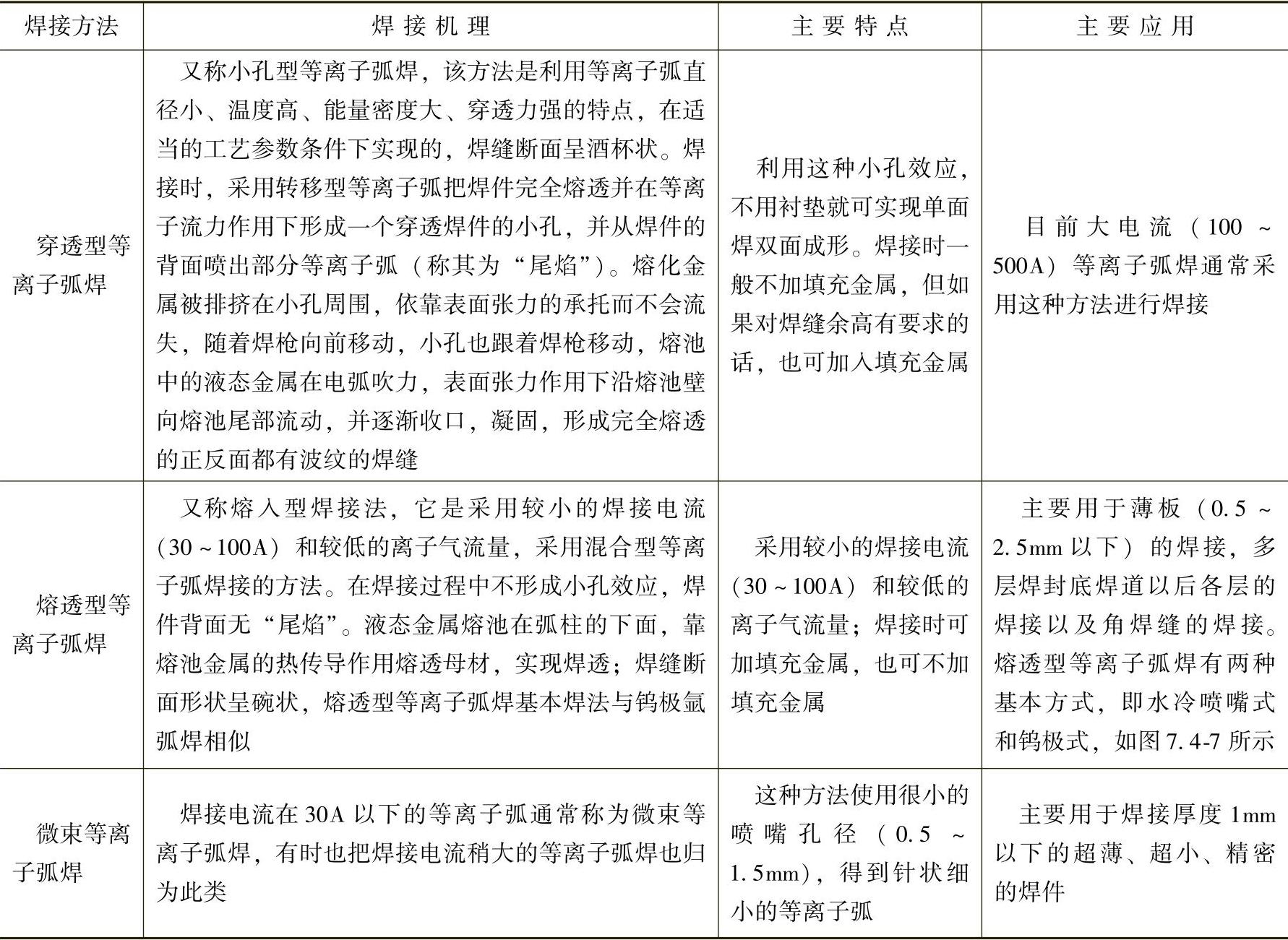
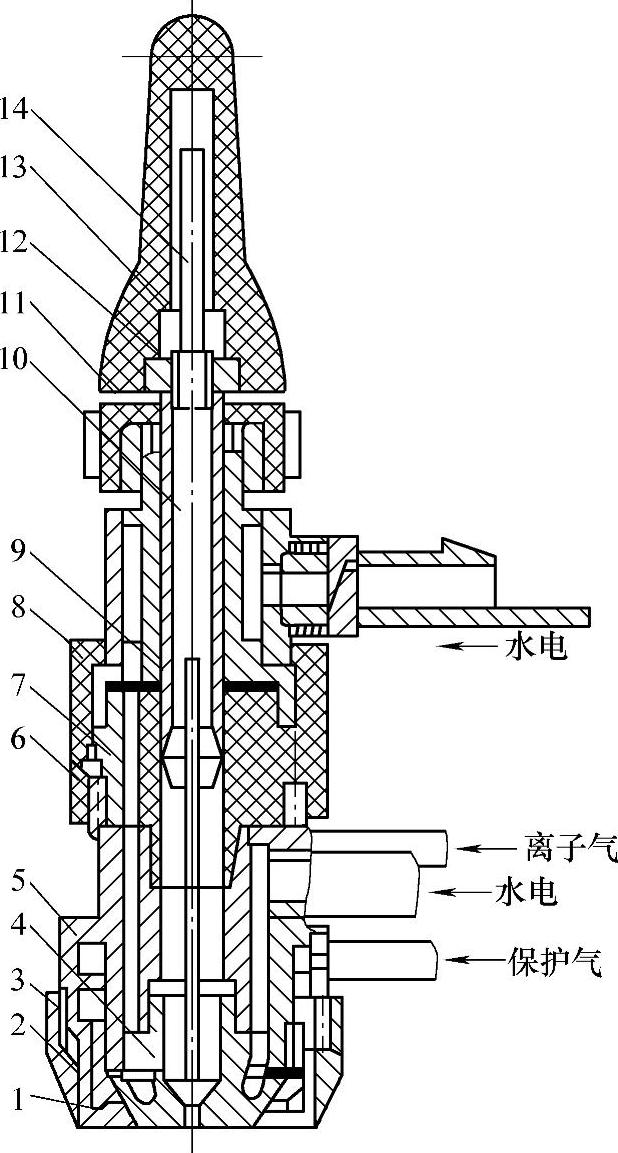
图7.4-6 典型等离子弧焊枪结构
1—喷嘴 2—保护套外环 3、4、6—密封圈 5—下枪体 7—绝缘柱 8—绝缘套 9—上枪体 10—电极夹头 11—套管 12—小螺母 13—胶木套 14—钨极
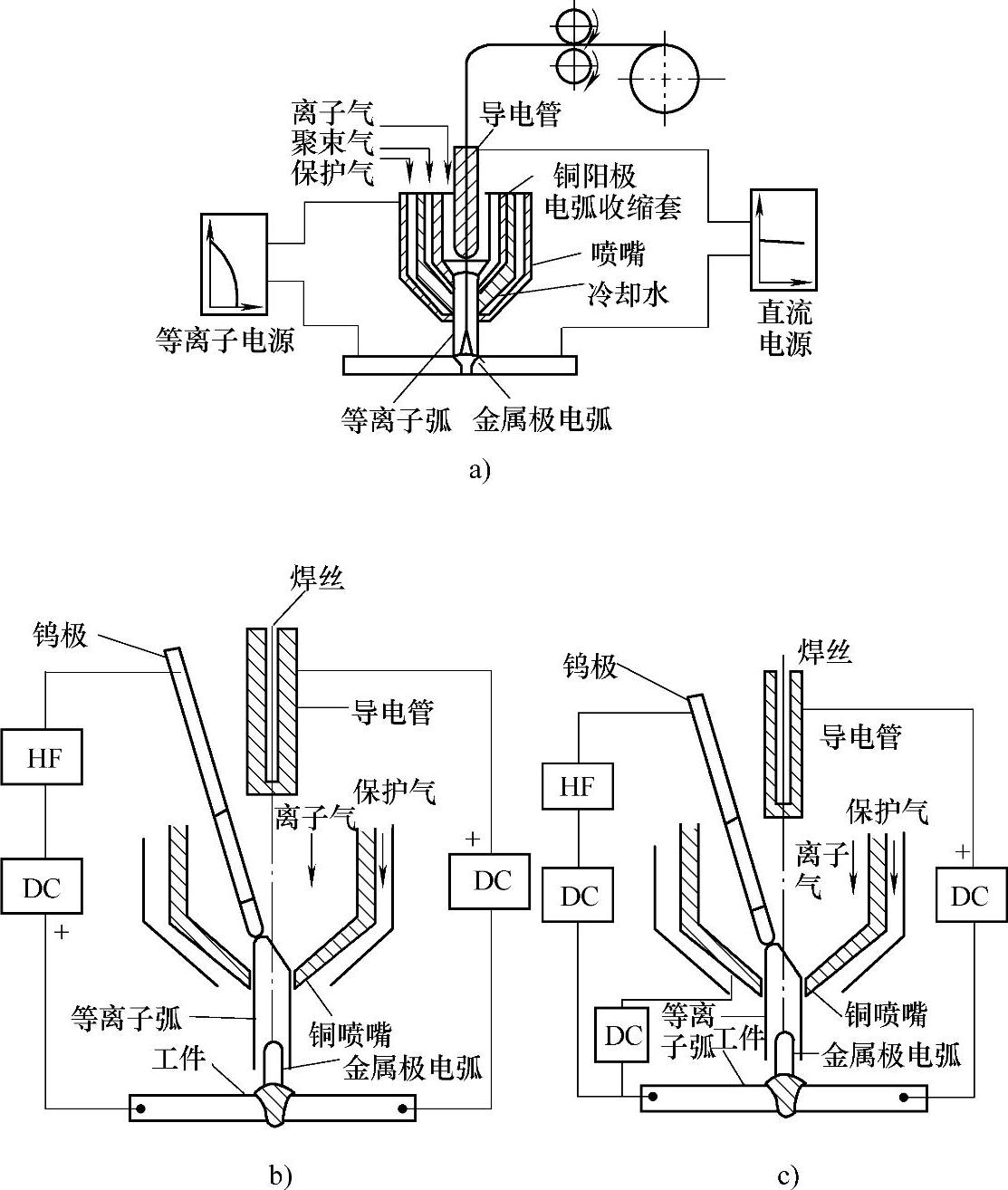
图7.4-7 熔透型等离子弧焊基本方式
a)水冷喷嘴式 b)、c)钨极式
上述三种等离子弧焊方法均可采用脉冲电流,借以提高焊接过程的稳定性,此时称为脉冲等离子弧焊。脉冲等离子弧焊易于控制热输入和熔池,适于全位置焊接,并且其焊接热影响区和焊接变形都更小,尤其是脉冲微束等离子弧焊,特点更突出,因而应用较广。交流等离子弧焊具有阴极清理作用,主要用来焊接铝、镁及其合金。熔化极等离子弧焊实质上是一种等离子弧焊和MIG焊组合在一起的联焊方法。这两种方法特点不突出,目前尚用得不多。
7.4.3.2 等离子弧焊接设备
1.焊接电源
与钨极氩弧焊相比,等离子弧焊用电源的空载电压高。一般采用氢气和氩气混合气体,空载电压为110~120V。转移弧可以采用一套电源,利用串接电阻提供给非转移弧回路,也可以采用两套电源。联合型等离子弧一般采用两套电源分别提供非转移弧和转移弧。图7.4-8所示为国产LH—30等离子弧焊机电路。
2.引弧装置
等离子弧焊的引弧装置与钨极氩弧焊相同。
3.控制系统
与电源相匹配,联合弧时配置两套控制系统,分别负责调节非转移弧和转移弧的电流,有时还需要控制离子气的递增和衰减。
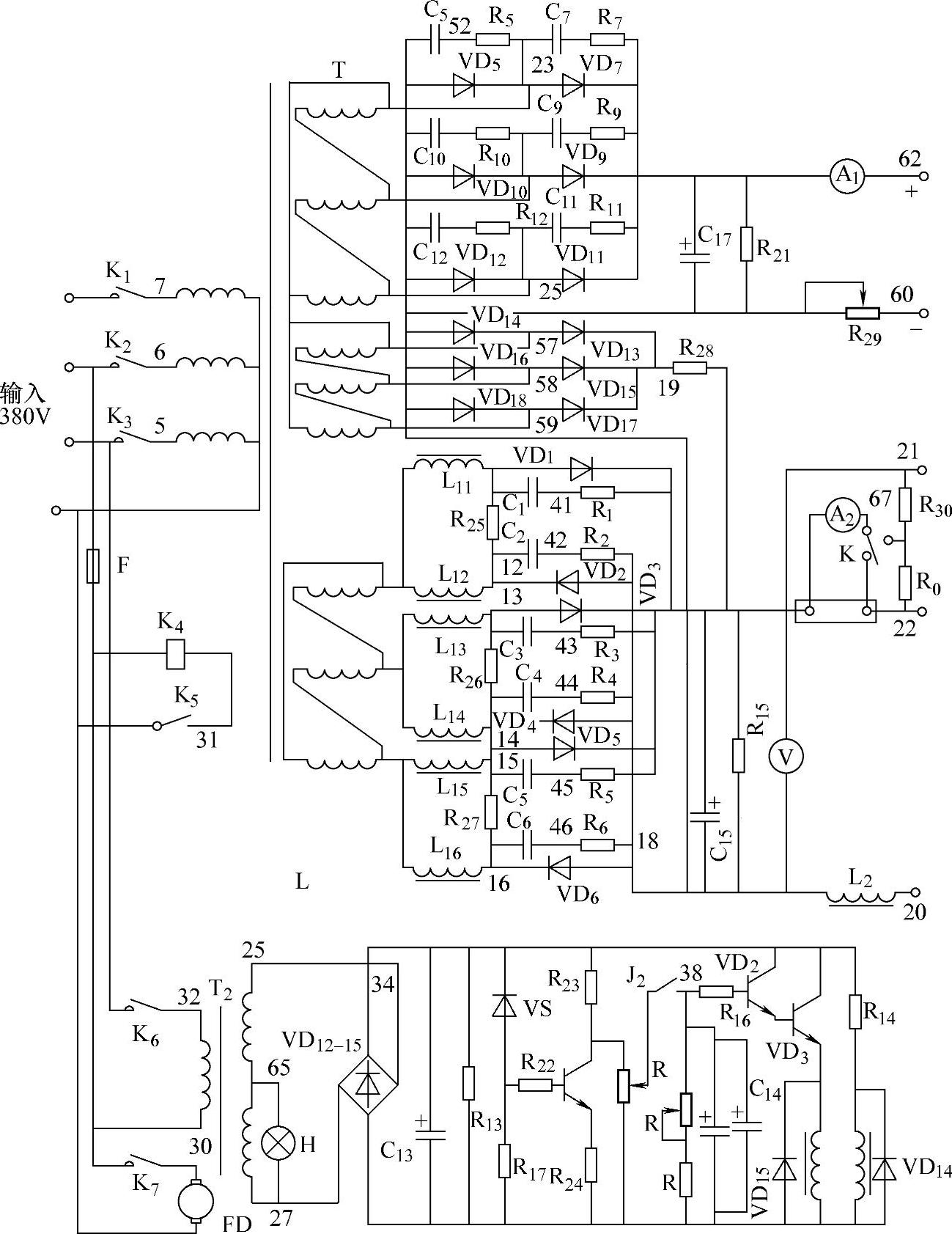
图7.4-8 LH—30等离子弧焊机电路原理图
4.气路和水路
气路较钨极氩弧焊复杂,图7.4-9所示为等离子弧焊混合气体供气系统。采用H2时,必须保证供气线路不漏气,否则有爆炸危险。在供气系统中,要有气流汇流筒进行均流,均匀分配给各气路,还要有储气筒,对离子气进行缓冲,衰减气阀对结构焊接时的气流进行衰减。水路与钨极氩弧焊相同。
5.焊枪
焊枪中最主要是喷嘴,其次必须保证钨极的对中性,典型的喷嘴结构如图7.4-10所示。喷嘴的重要结构参数是孔道比(孔道长度与孔道直径之比)l/d和压缩角α。表7.4-6列出了l/d和α的推荐值。孔道比越大,对等离子弧压缩作用越大,但也不能使喷嘴孔径过大,这样会失去电弧的压缩作用,d的选择要与焊接电流相匹配,表7.4-7列出了等离子弧电流与喷嘴孔径的关系。喷嘴的孔道数越多,越能压缩电弧,提高电弧的能量密度,但孔道比和孔道直径不匹配,等离子弧的稳定性会受到大的影响。
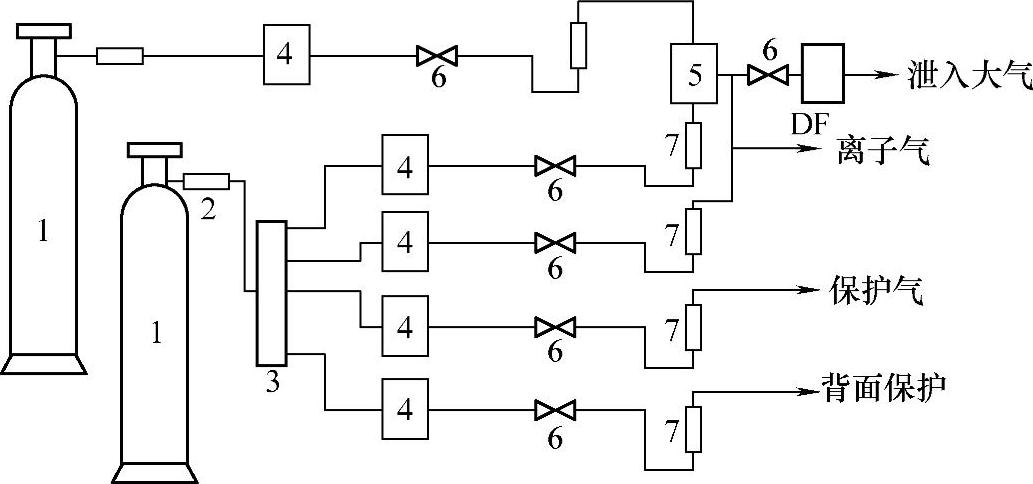
图7.4-9 等离子弧焊混合气体供气系统
1—气瓶 2—减压表 3—气流汇流筒 4—气阀 5—储气筒 6—调节阀 7—流量计 DF—衰减气阀
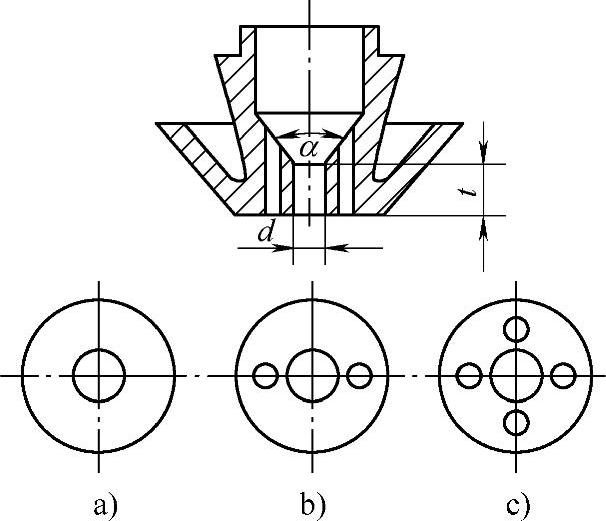
图7.4-10 典型喷嘴结构
a)单孔型 b)双孔型 c)多孔型
表7.4-6 喷嘴l/d和α的推荐值

表7.4-7 等离子弧电流与喷嘴孔径的关系

7.4.3.3 等离子弧焊焊接参数
1.等离子弧焊的工艺特点
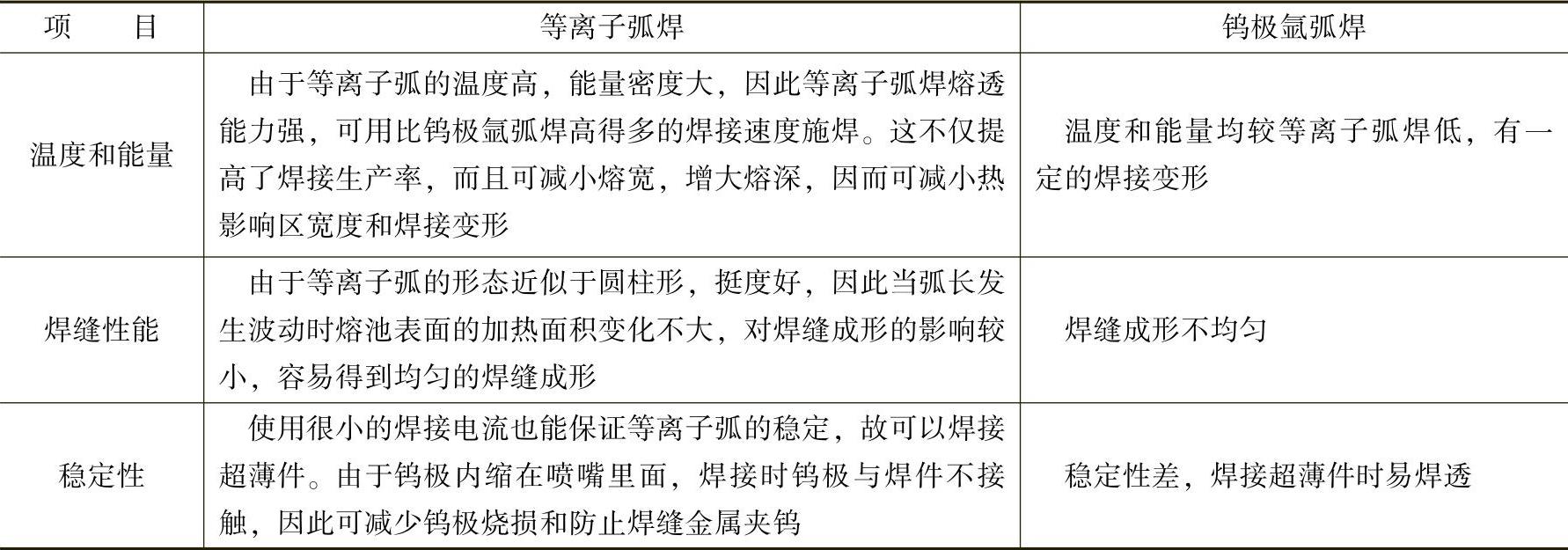
等离子弧焊的工艺特点见表7.4-8。
表7.4-8 等离子弧焊工艺特点
2.等离子弧焊工艺
(1)接头形式 用于等离子弧焊接的通用接头形式为I形对接接头,开单面V形和双面V形坡口的对接接头,以及开单面U形和双面U形坡口的对接接头。除此之外,也可用角接接头和T形接头。
(2)焊接参数的选择 等离子弧焊焊接时,焊透母材的方式主要有穿透焊和熔透焊(包括微束等离子弧焊)两种。在采用穿透型等子弧焊时,焊接过程中确保小孔的稳定是获得优质焊缝的前提。影响小孔稳定性的主要焊接参数如下:
1)喷嘴孔径。喷嘴孔径直接决定等离子弧的压缩程度,是选择其他参数的前提。在焊接生产过程中,当焊件厚度增大时,焊接电流也应增大,但一定孔径的喷嘴其许用电流是有限制的。因此,一般应按焊件厚度和所需电流值确定喷嘴孔径。
2)焊接电流。当其他条件不变时,焊接电流增加,等离子弧的热功率也增加,熔透能力增强。因此,应根据焊件的材质和厚度首先确定焊接电流。
3)离子气种类及流量。目前应用最广的离子气是氩气,适用于所有金属,为提高焊接生产效率和改善接头质量,针对不同金属可在氩气中加入其他气体。例如,焊接不锈钢和镍合金时,可在氩气中加入体积分数为5%~7.5%的氩气;焊接钛及钛合金时,可在氩气中加入体积分数为50%~75%的氦气。
当其他条件不变时,离子气流量增加,等离子弧的冲力和穿透能力都增大。因此,要实现稳定的穿孔法焊接过程,必须要有足够的离子气流量。但离子气流量太大时,会使等离子弧的冲力过大将熔池金属冲掉,同样无法实现穿透法焊接。(https://www.xing528.com)
4)焊接速度。当其他条件不变时,提高焊接速度,则输入到焊缝的热量减少,在穿孔法焊接时,小孔直径将减小。如果焊速太高,则不能形成小孔,故不能实现穿透法焊接。焊接速度的确定,取决于焊接电流和离子气流量。
5)喷嘴高度。喷嘴端面至焊件表面的距离为喷嘴高度。生产实践证明,喷嘴高度应保持在3~8mm较为合适。如果喷嘴高度过大,会增加等离子弧的热损失,使熔透能力减小,保护效果变差。但若喷嘴高度太小,则不便操作,喷嘴也易被飞溅物堵塞,还容易产生双弧现象。
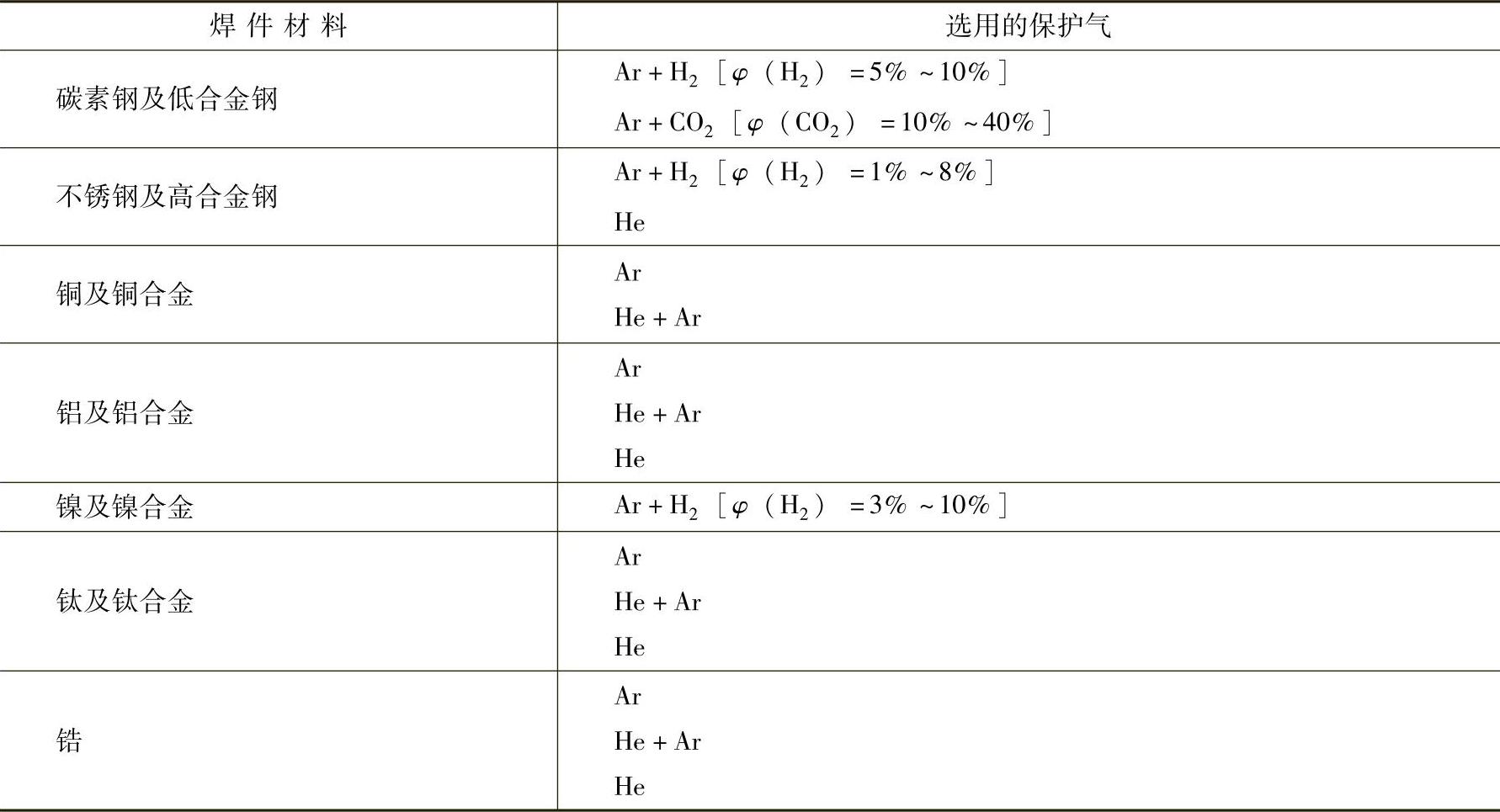
6)保护气成分及流量。等离子弧焊时,除向焊枪输入离子气外,还要输入保护气,以充分保护熔池不受大气污染。大电流等离子弧焊时保护气与离子气成分应相同,否则会影响等离子弧的稳定性。小电流等离子弧焊时,离子气与保护气成分可以相同,也可以不同,因为此时气体成分对等离子弧的稳定性影响不大。保护气一般采用氩气,如焊接铜、不锈钢、低合金钢时,为防止焊缝缺陷,通常在氩气中加一定量的氦气、氢气或二氧化碳气体等。保护气流量应与离子气流量有一个适当的比例,如果保护气流量过大,则会造成气流紊乱,影响等离子弧稳定性和保护效果。穿透法焊接时,保护气流量一般选择15~30L/min。表7.4-9列出了常用金属等离子弧焊选用的保护气。
表7.4-9 常用金属等离子弧焊保护气一览表
7.4.3.4 等离子弧焊典型设备
1.国产典型等离子弧焊接设备
Multiplaz 3500是一款荣获世界日内瓦展“特殊荣誉”大奖的便携式多功能等离子弧焊设备,如图7.4-11所示,主要用于熔接、钎焊以及金属与非金属的切割。
通过从水蒸气中获取等离子这样安全、简便、有效且环保的方法对厚度在0.3mm以上的金属进行热加工处理(切割、熔焊、钎焊、淬火、喷涂等),这在金属加工工业史上实属首创。其主要技术参数见表7.4-10。

图7.4-11 Multiplaz 3500等离子弧焊接机
表7.4-10 Multiplaz 3500性能参数
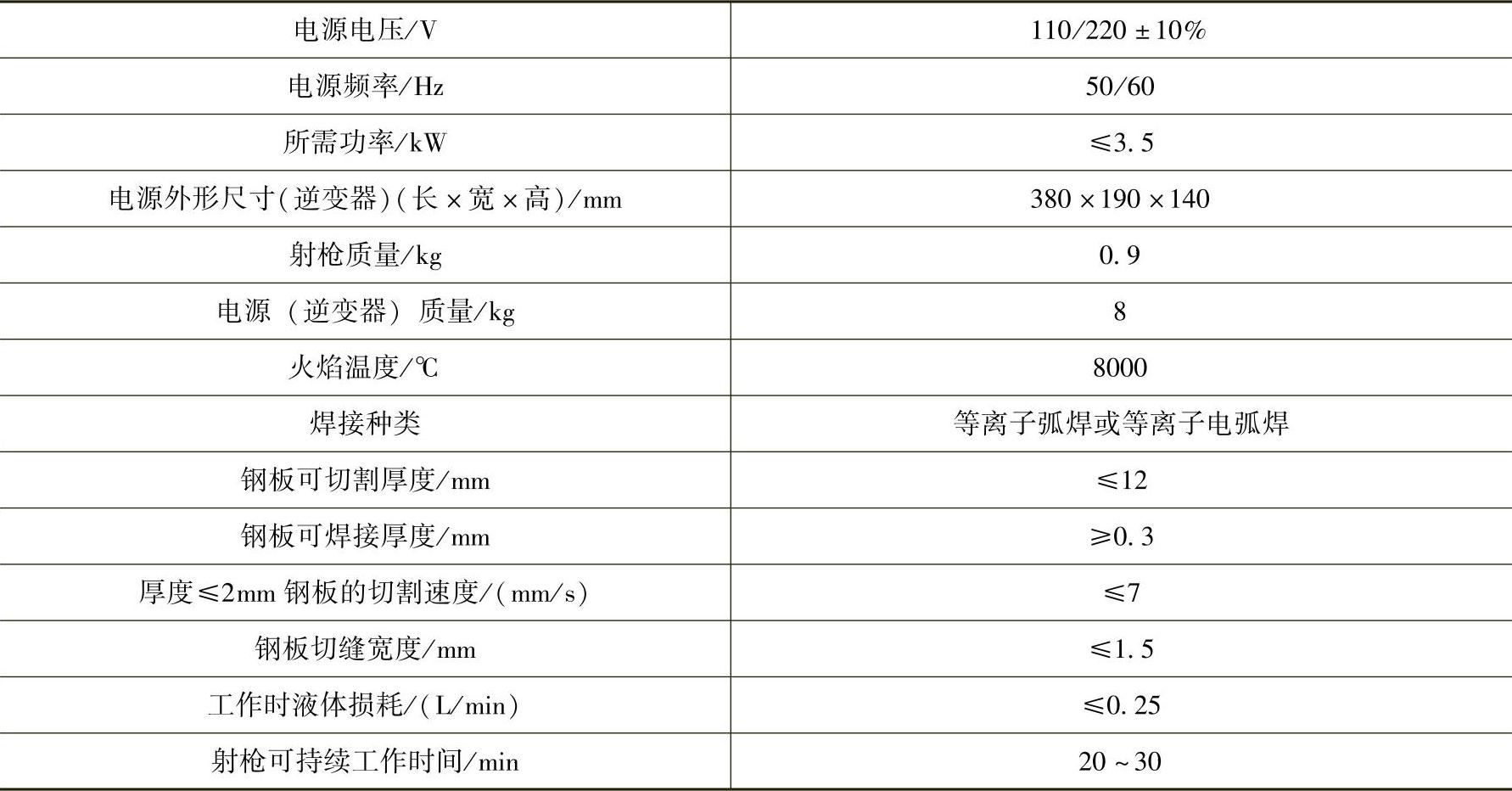
等离子弧焊接设备工作过程的原理是:射枪内部喷嘴(阳极)与电极(阴极)间产生电弧,使其间水蒸气发生电离,此时电离的蒸气受内部产生的压力以等离子射束的形式喷出喷嘴,其温度为8000℃左右,借此对非燃材料进行切割、焊接、熔焊以及其他形式的热处理加工。
(1)应用范围 该产品可用于如下场合:
1)五金加工、建筑装潢、汽车钣金、五金工艺品的制作。
2)机械设备的维修。
3)灯饰行业、制冷设备行业。
4)野外作业。
5)多种金属表面开口、开孔、熔化焊接、淬火等加工工艺。
6)管道维护。
7)小型钢结构制作。
(2)主要优势 该产品具有如下几个方面优势:
1)用水作离子源。用水(或在焊接时加入少量酒精)产生等离子实现焊接切割目的,温度可达到8000℃,该产品不需要任何辅助器材,焊接不需要工业气体作保护气。
2)电源方便、节能。该设备在110~253V的电压都可以正常使用,无电源时4kW·h的发电机即可满足工作需要,每小时耗电量只有3.5kW·h,与变压器式焊接设备相比该产品一年内就可节省近万元的开支。
3)使用安全且环保。使用过程中不产生有害气体,对环境和操作技工没有任何伤害,而且工作时产生的紫外线很弱用5号护目镜即可工作(其他焊接切割设备会产生臭氧及氮氧化物等有害气体,紫外线很强要用8号以上护目镜才可以工作)。
4)多功能性。可以切割或焊接各种金属(如碳素钢、合金钢、铸铁、铜类、铝合金等),还可以实现异种金属的熔焊、钎焊,并且还可以切割绝缘材料,如石英玻璃、陶瓷、水泥、石块等不燃材料。
2.国外典型等离子弧焊设备
国外典型等离子弧焊设备如图7.4-12所示,其技术参数见表7.4-11。
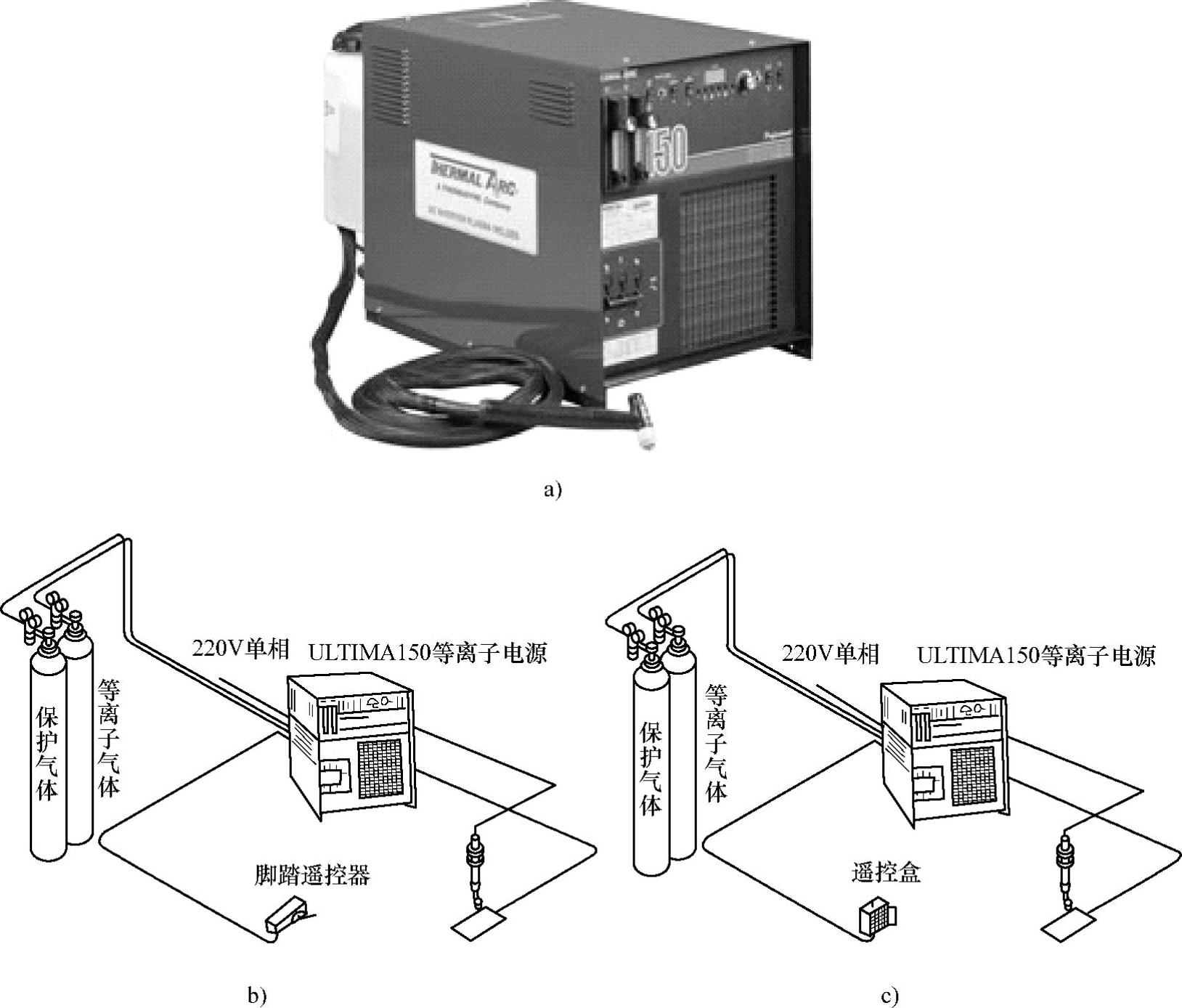
图7.4-12 飞马特ULTIMA150等离子弧焊接机及典型等离子弧焊系统
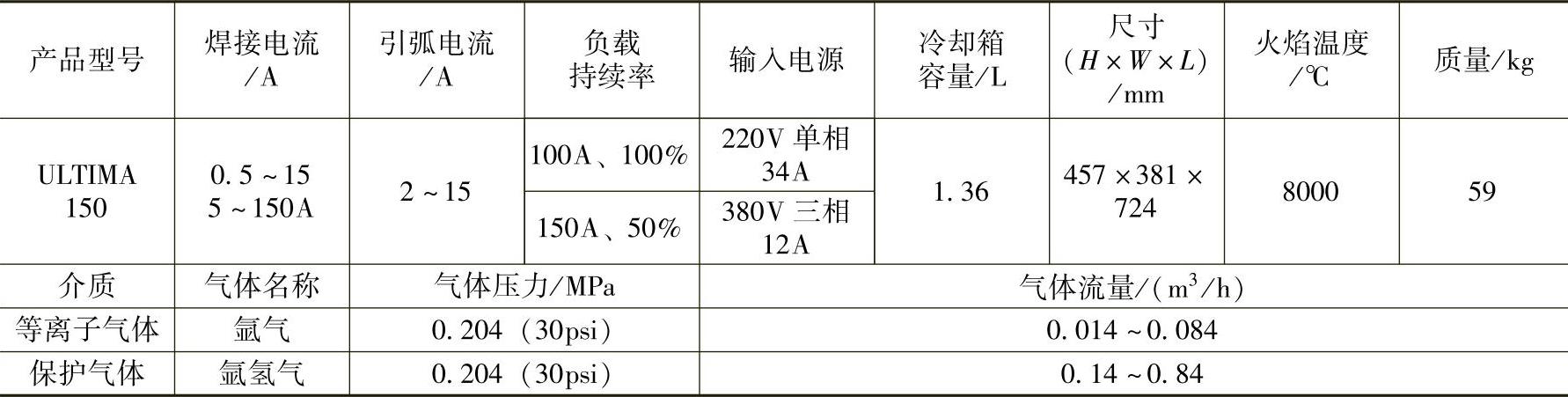
飞马特高精度等离子焊接系统ULTIMA150具备内置式冷却水箱以及错误电压输入保护,其自容式的装置,只需接入电源和气体,装上焊枪即可。焊接时,电弧穿透性强、挺性好,电极棒超长寿命,具有过热过载保护系统;借助小孔效应正面施焊,背面不用衬垫也可获得良好的反面成形,降低热量的输入及变形量,适用于高重复的焊接。其等离子弧能连续8小时以上的稳定焊接作业,从而提高生产效率。当焊接电流小于1A时仍能稳定燃烧,特别适宜于焊接微型精密零件。其性能参数如表7.4-11所示。
表7.4-11 ULTIMA150等离子弧焊接机性能参数
其主要特征如下:
1)电流0.5~150A可调范围,可获得良好的焊接性能。
2)稳定的直流电弧,重复性好,焊缝质量高。
3)具备引导电弧,可重复起弧,减少焊接缺陷,和返工时间,大大提高生产效率。
4)多种电压输入:200~460V,单相或三相,50或60H。
5)智能逻辑电路功能,保护电源在电压输入错误时免于受损。
6)配有限流器,限制从电源到焊枪的输出电流,避免焊枪受损。
7)电流预设功能:用户无需进行系统设置测试,即可预览焊机真实的电流与电压数值,由此降低焊接操作成本,提高焊接生产效率。
8)保护装置有:离子化冷却液保护功、冷却液流量保护和互锁功能、冷却液温度保护和互锁功能、气体控制模块温度过载检测和互锁功能。
9)操作界面简单,具备自动控制和手动控制两种方式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。