



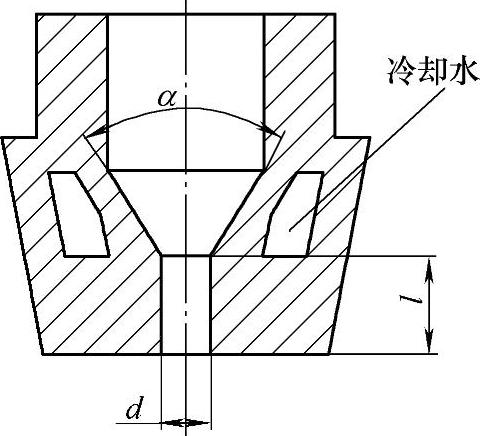
图7.4-3 喷嘴结构的主要参数
7.4.2.1 喷嘴
喷嘴是等离子弧发生器中的关键部分,喷嘴的结构对等离子电弧的性能起决定性的作用。喷嘴结构的主要参数有三个,即喷嘴孔径d、孔长l和锥角α,如图7.4-3所示。喷嘴孔径d决定了等离子电弧柱的直径,在电流和离子气流量一定时,孔径越大,压缩作用越小。但孔径过小,则会使等离子电弧不稳定或引起双弧。孔径大小还与电流有关,电流小则喷嘴孔径也应小,一般电流在1~400A时,孔径为0.5~5mm。喷嘴孔长l越长,压缩作用越强,但过长则损耗增大。孔长与孔径之比l/d来表示喷嘴孔道的特征,一般切割时取l/d为1.5~2.5,喷涂时取l/d为5~6。锥角α称为压缩角,一般取30°~60°,喷嘴一般采用导热性好的材料(如纯铜);功率大时必须采取冷却水直接冷却,并保证冷却水有足够的流量和压力,最好配备有高压专用水源(压强0.5~0.8MPa),为了提高冷却效果,喷嘴壁厚一般不宜大于2~2.5mm。
7.4.2.2 电极
国内生产的电极材料一般采用钍钨或铈钨,国外还有采用w(Zr)为0.15%~0.40%的锆钨电极或锆电极。电极的直径与电流大小有关,当电流为1~400A时,电极直径为0.25~4mm。为了便于点燃电弧和增加电弧的稳定性,钨极端部一般磨成30°~60°的锥角,如图7.4-4a所示。电流小或钨棒直径较大时,锥角可以取小值。电流大或钨棒直径小时,常磨成圆台形、圆台尖锥形、锥球形或球形等,以减慢烧损,如图7.4-4b~图7.4-4e所示。
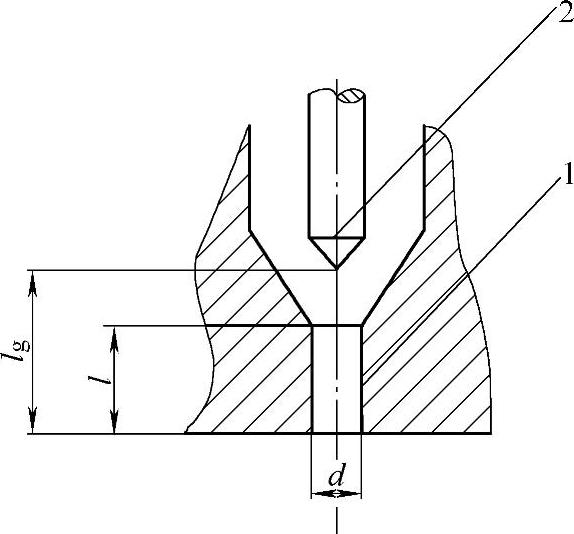
钨棒安装位置所确定的电极内缩长度lg(见图7.4-5)是影响等离子弧性能的一个重要参数,lg增大时,压缩程度提高,但lg过大会引起双弧。焊接时lg一般取(1±0.2)mm,切割时lg取1+(2~3)mm。钨棒与喷嘴的同轴度也是一个很重要的参数,两者的同轴度误差将使等离子弧偏斜,焊接时则影响焊缝偏移,切割时则影响切口的平直性,甚至还会造成双弧。一般用钨棒与喷嘴锥孔周围所能产生的高频火花来检查其同轴度,要求火花应布满圆环面积的75%~80%,切割时要求可稍低些。
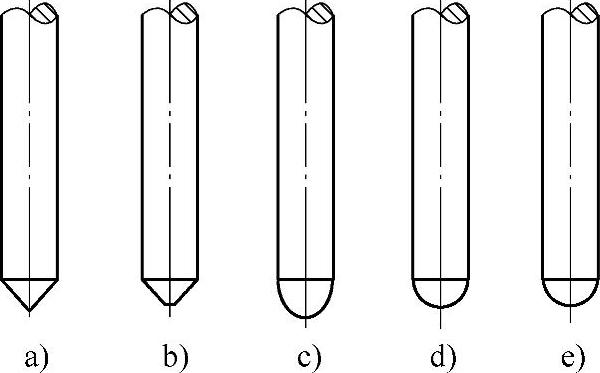
图7.4-4 电极端部形状
 (https://www.xing528.com)
(https://www.xing528.com)
图7.4-5 钨棒与喷嘴的相对位置
1—喷嘴 2—钨棒
7.4.2.3 工作气体及其流量
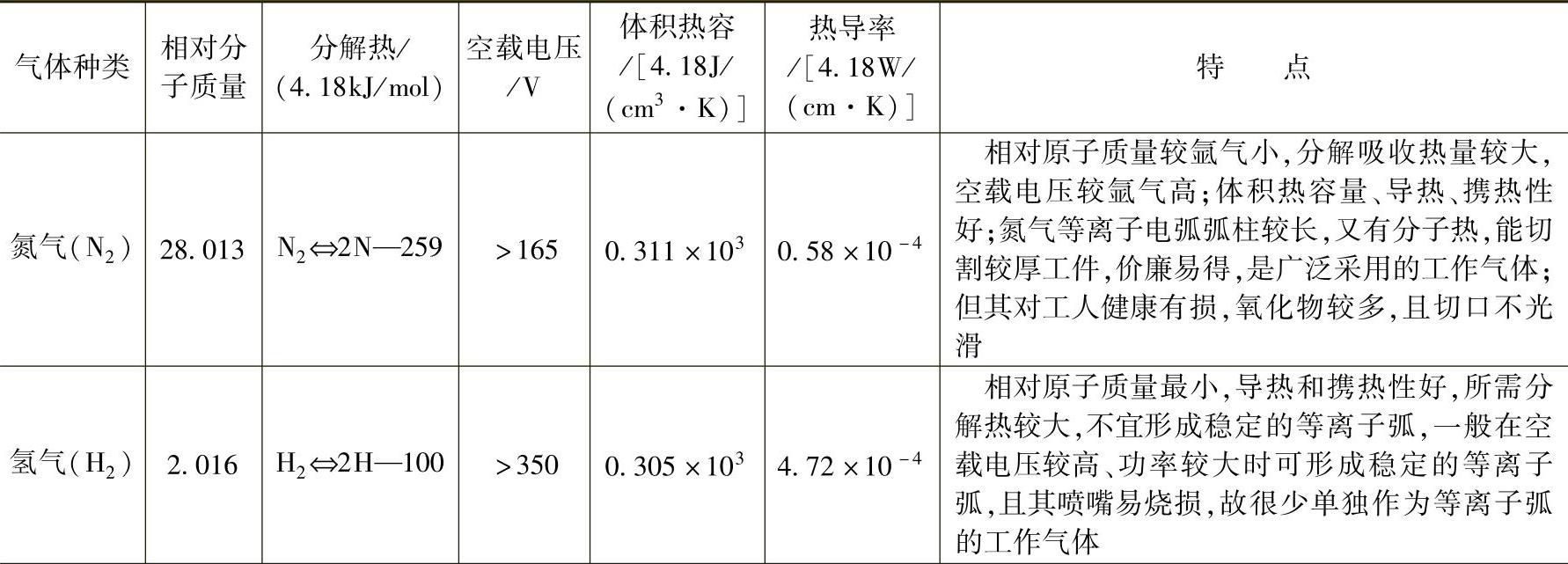
工作气体的种类较多,常用的有氮气、氩气、氢气几种,表7.4-4给出了几种工作气体的物理性质及其特点。
表7.4-4 工作气体的物理性质及其特点
(续)
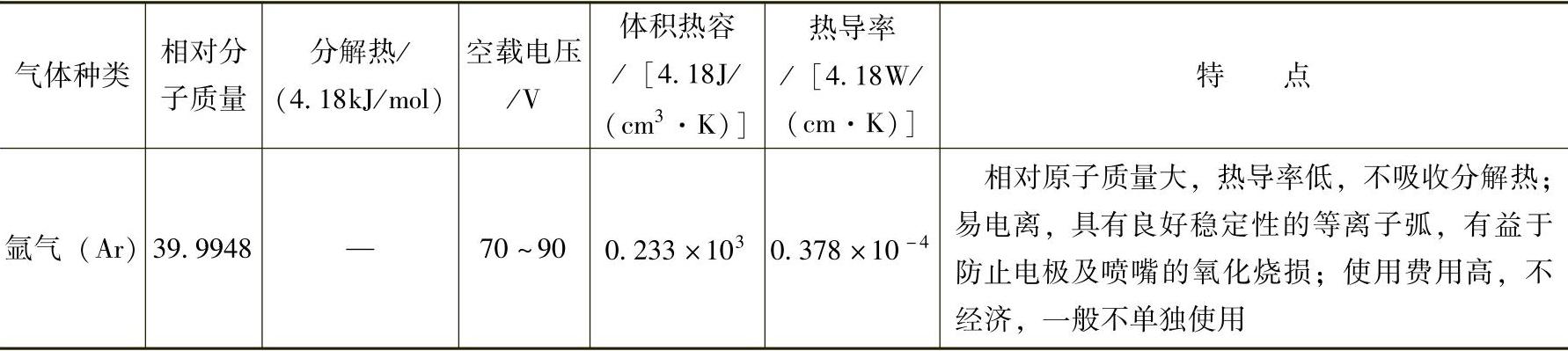
氮气、氢气、氩气中任选两种气体混合使用,它们之间可相互取长补短,发挥各自的优点,达到较好的效果。此外,适当增大气体的流量,可以增加电弧的热压缩效应,使等离子弧更加集中;同时,气体流量的增加,加工电压也会随之增加,这在一定范围内有利于加工质量和加工能力的提高。但气体流量过大,则气流带走的热量增多,反而使加工能力下降,电弧燃烧不稳定,甚至使加工无法进行。一般气体流量通过气压来控制,常用气压为2~5Pa。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。