



超声金属塑性加工亦称超声金属成形。在金属冷加工过程中,将超声振动能通过加工工具传递给加工材料,金属的拉应力会出现突然减小的“软化现象”,利用它可以改善工艺效果,提高产品质量。
6.7.5.1 超声金属塑性加工的基本原理
超声金属塑性加工对金属变形作用的原理,可由以下几种超声效应来解释。
(1)超声波的体效应 超声振动使正在变形的原子产生受迫振动,给偏离平衡位置的原子以更多的复位机会,延缓晶格畸变的速率,防止材料硬化。超声振动还会使金属原子贡献出更多的自由电子,加强“电子云”密度,增加原子结合力,提高材料塑性。
(2)力叠加效应 采用纵向振动的拉丝和拉管工艺中,力的叠加效应主要是指静加工力(接触压力)和超声振动力的叠加,可使加工力减小。
(3)旋锻效应 在拉丝和拉管工艺中,增加周向加工力,使纵向加工力减小。旋锻效应的大小一般取决于模具入口角、摩擦系数及垂直于拉拔方向的振动力。当模具入口角小于摩擦角,而且摩擦因数又相当大时,此效应就显得特别显著。
6.7.5.2 超声金属塑性加工的类型
超声金属塑性加工常见类型有:超声拉丝、超声拉管、超声铆镦、超声弯管和校直、超声粉末压缩成形、超声拉伸成形、超声滚轧和冷锻等。
1.超声拉丝
超声拉丝指拉拔金属丝材过程中附加超声作用,实现截面减缩的工艺过程。
(1)超声拉丝的基本原理 把高频超声振动加到工作中的拉丝模上,使得金属丝与拉丝摸之间呈断续接触,丝材表面的粗糙峰会软化和熔化,润滑液更易进入变形区且其化学活性会增加,从而减小摩擦因数;当模具的振动速度超过工件的运动速度时,阻碍工具和工件相对运动的摩擦矢量改变方向,从而有助于相对运动。同时,由于超声振动,力叠加效应、旋锻效应等体效应也发生作用。这些因素共同作用的结果,降低了拉拔力,提高了拉丝速度,丝材表面质量和力学性能得到改善。
超声拉丝特点明显:增加截面减缩率;降低摩擦力,减少模具磨损,延长模具寿命;防止咬粘模壁,降低断线率;能有效地解决难拉拔材料的拉拔问题。超声拉丝已应用于铝、铜、钢、锡合金、钛、铍和钼的生产中。
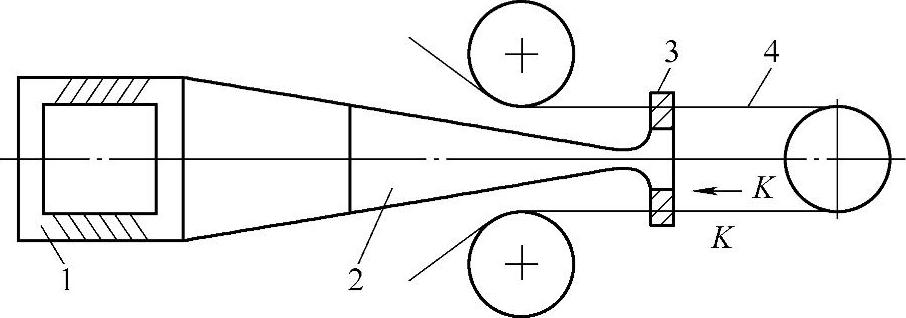
图6.7-16 超声拉丝装置示意图
1—换能器 2—变幅杆 3—拉丝模 4—金属线材
(2)超声拉丝装置 在普通拉丝机上安装超声装置即构成了超声拉丝装置。它把超声振动直接传递给拉丝模,形式有单模和多模之分。图6.7-16所示为超声拉丝装置示意图。变幅杆及其前端圆盘由同种材料制作成-体,能量损耗小,降低拉拔力的效果好。圆盘直径要小,拉丝模放置在波腹上。拉拨粗丝或细棒且压缩率高、低速冷拔时更适用;拉拔塑性小、难加工的丝材时优点更突出,但此时需要大功率超声设备。超声拉丝往往可以省去退火环节,不需要预先进行表面处理,可适当减少拉拨道次,提高拉拨速度。
2.超声拉管(https://www.xing528.com)
超声拉管指在拉制金属管材的工艺过程中附加超声振动,改善拉管效果。
(1)超声拉管的原理与特点 和超声拉丝原理和特点基本相同,工艺装置原理如图6.7-17所示。
超声冷拔金属管与一般冷拔方法比较,减少了中间热处理环节;外模施加超声振动拉管,可使拉拔力降低15%~20%;给内模施加超声振动,可使总拉拔力降低10%以上;棒芯受力可减少65%以上;提高伸长系数,减少拉拔道次;钢管不易开裂;表面粗糙度值明显降低;改善润滑,延长模具寿命;提高直径厚度比:直径厚度比可达500∶1,比常规方法提高10倍。
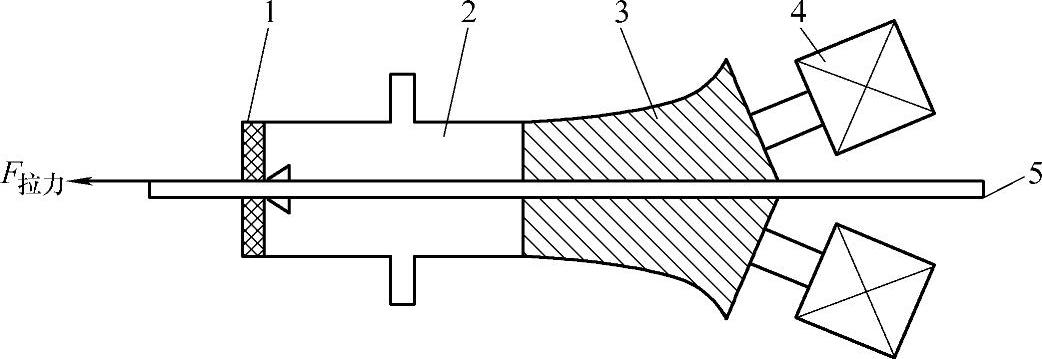
图6.7-17 超声拉管装置示意图
1—外模 2—传振杆 3—波导杆 4—换能器 5—金属管
(2)超声拉管装置 在通常的拉管设备上安装超声纵向振动系统即构成超声拉管装置,它将振动由变幅杆直接传递给内模或外模,即形成超声拉管。一般的钢管拉机都可以安装超声系统。一般需要大功率超声波,为此常采用多个换能器共同推动外模。功率大小可以用多组R-L振动方向变换器多级连接而得到,如每节R-L安装10个500W的压电换能器,用5节级连接,其电功率容量可达25kW。变幅杆采用阶梯形,传输杆将超声直传给外模时,外模要放在振幅最大处,直传给内模时,心棒顶端要放在振幅最大处。
在冷拔过程中,超声振动施加于外模或内模均可。施加于内模时一般采用纵向振动,有固定内模和浮动内模两方式。施加于外模时,纵向振动径向振动均可。同时施加于外模和内模,效果会更好。
超声拉管时产品变形小,晶粒保留着完整的晶界,使加工硬化现象得到改善。
3.超声挤压、铆镦等塑性加工
1)超声挤压指在传统金属挤压工艺中,对挤压模、顶头或挤压筒附加超声振动。超声挤压可提高挤压速度1.5~3倍;可使挤压力减少一半,挤压金属粉末时挤压力可减小90%;挤压多孔陶瓷材料,可以减少水和增塑剂的含量,增加密度,提高均匀性,降低表面粗糙度,消除裂损及改进管件的同心度等;减少被挤压材料与模具间的摩擦力,改善金属流动及表面质量。同时对两个部件附加超声振动,挤压效果会更好。
2)超声铆镦指在铆钉的轴向施加超声振动来完成铆接。可使镦力减小,铆钉头的高度降低且不易开裂,连接强度升高。超声铆镦设备一般为手提式。
3)超声拉深成形包括在压波纹、扩管、深拉和压平工艺时附加超声。超声压波纹技术能够消除裂纹及皱纹,可以压制厚度达1mm的铝及钛合金的波纹板。超声振动扩管不需预处理,没有材料破裂,精度高,表面粗糙度低。超声拉深成形比加热成形的效果好。
4)超声弯管和校直指在弯管或校直时施加超声振动。超声弯管使弯曲力矩显著减小、摩擦减少;弯管时外侧管壁的变薄量大大减小;可用较薄壁管来进行弯管,节省材料,减轻质量。超声校直金属板时内部应力可以得到释放,表面光滑。超声绕制弹簧时,不需要预处理而且能减少回弹。
在轧制和深冲工艺中引入超声,同样能得到降低加工力、增加伸长系数、改善加工质量的效果。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。