



普通珩磨时,尤其是在珩磨钢、铝、钛合金等韧性材料管件时,油石极易堵塞而导致过早报废,而且加工效率很低,零件已加工表面质量差。使用超硬磨料制作的油石进行普通珩磨时,由于价格昂贵,若发生油石严重堵塞现象,使其性能不能充分发挥,会造成严重的浪费。
实践证明,超声珩磨具有珩磨力小、珩磨温度低、油石不易堵塞、加工效率高、加工质量好、零件滑动面耐磨性高等许多优点,完全能够解决普通珩磨存在的问题,尤其是铜、铝、钛合金等韧性材料管件以及陶瓷、淬火钢等硬脆材料管件的珩磨问题。
6.6.2.1 超声珩磨装置
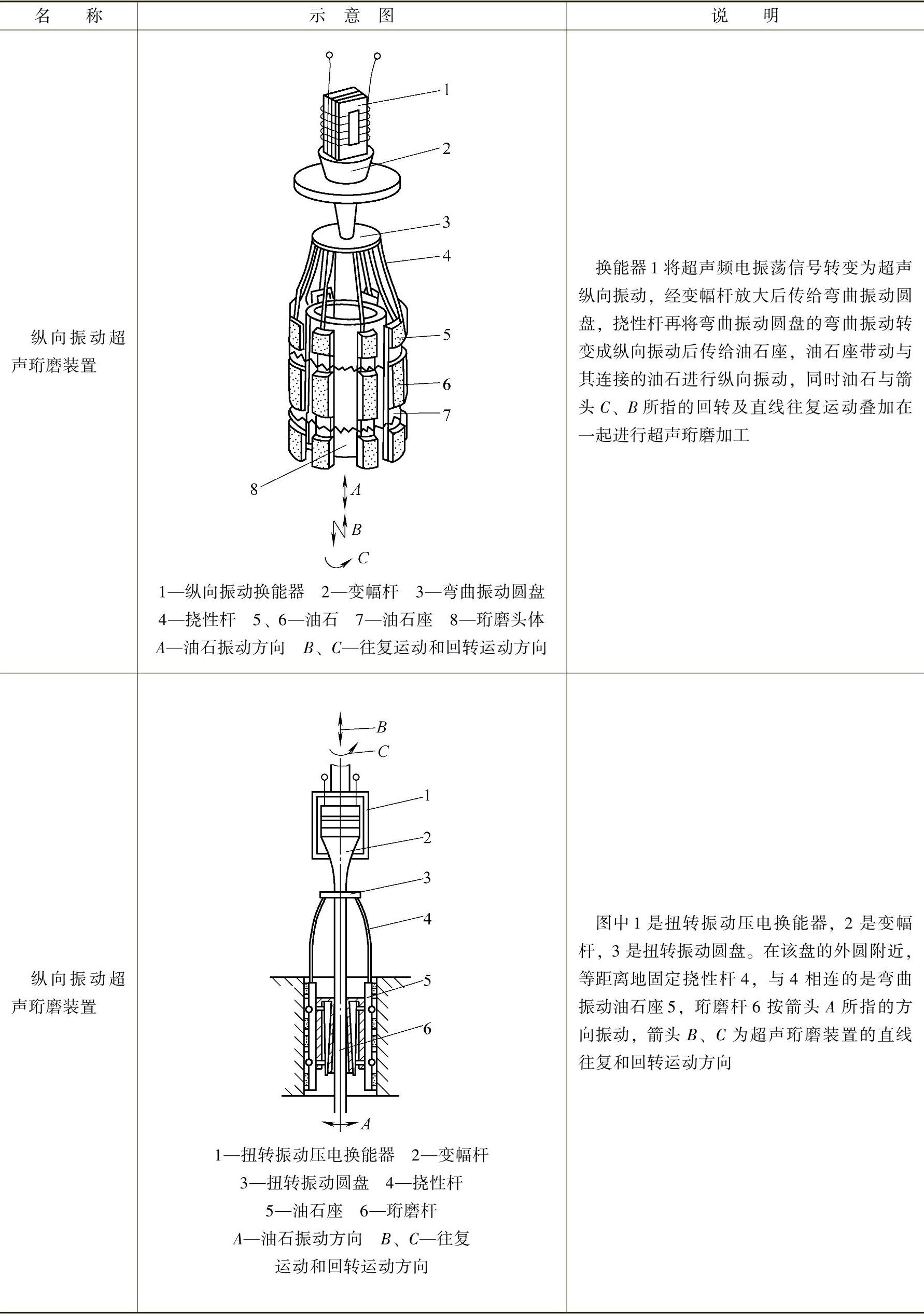
超声珩磨装置有立式和卧式两种,根据油石的振动方向,超声珩磨装置可分为纵向振动和弯曲振动超声珩磨装置两种类型,见表6.6-4。
超声珩磨装置由珩磨头体、珩磨杆、浮动机构、油石胀开机构、超声振动系统等五个部分构成,它是超声珩磨工艺系统的关键部分。而超声振动系统又由换能器、变幅杆、弯曲振动圆盘、挠性杆-油石座振动子系统、油石座等零部件组成。
表6.6-4 超声珩磨装置的类型
6.6.2.2 超声珩磨装置关键机构的设计
超声珩磨装置主要由超声波发生器、换能器、变幅杆、弯曲振动圆盘、挠性杆-油石座振动子系统等部分组成,其中超声波发生器、换能器、变幅杆的设计在前面已有详细的介绍,在此只介绍弯曲振动圆盘、挠性杆-油石座振动子系统的设计。
1.弯曲振动圆盘
弯曲振动圆盘位于变幅杆和珩磨杆之间,它是超声珩磨装置递振的重要零件。该零件设计、制造质量的好坏,直接影响到变幅杆与挠性杆振动的传递及振动时珩磨杆的稳定。因此,弯曲振动圆盘的设计必须满足如下条件:
1)谐振频率接近理想值。
2)圆盘波谷振幅大于一定数值。
3)准确地确定圆周节线位置。
4)使圆盘圆周节线附近的振动传递到珩磨杆上的振幅达到最小,最好是零。
5)圆盘有足够的刚度和强度。
弯曲振动圆盘相当于中心固定的薄圆盘,其共振(谐振)频率可按式(6.6-1)计算
 (https://www.xing528.com)
(https://www.xing528.com)
式中,h为圆盘厚度(mm);r为圆盘半径(mm);ν为泊松比;β为频率系数;c为纵波声速(m/s)。
根据式(6.6-1)计算出来的共振频率fp只是理想值,实际制造使用时,应使用数字频率计测定圆盘的实际共振频率fp,并进行修正,以接近理想共振频率。
圆盘圆周节线处不振动,但圆周节线附近肯定有一定的振动,由于圆盘与珩磨杆之间的过渡连接套有一定厚度,因此这个过渡连接套不可避免地有一定振动,解决得不好就会将振动传到珩磨头上去。为了避免这个问题,在圆盘的周围节线处设置四分之一波长的声绝缘杆,然后将珩磨杆安装在声绝缘杆上,再将珩磨头体与珩磨杆连接在一起,从而使珩磨杆和珩磨杆头体上的振幅最小。
2.挠性杆-油石座振动子系统
超声珩磨装置(轴向)的挠性杆-油石座振动子系统是由两段不同截面的均匀杆组成,如图6.6-2所示,其频率方程为

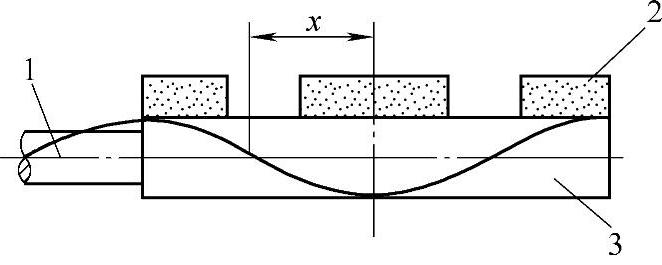
图6.6-2 挠性杆-油石座振动子系统
1—挠性杆 2—油石 3—油石座
式中,c1、c2分别为挠性杆和油石座声速;L1、L2分别为挠性杆和油石座长度;S1、S2分别为挠性杆和油石座截面积;ρ1、ρ2分别为挠性杆和油石座材料密度;ω为角频率。
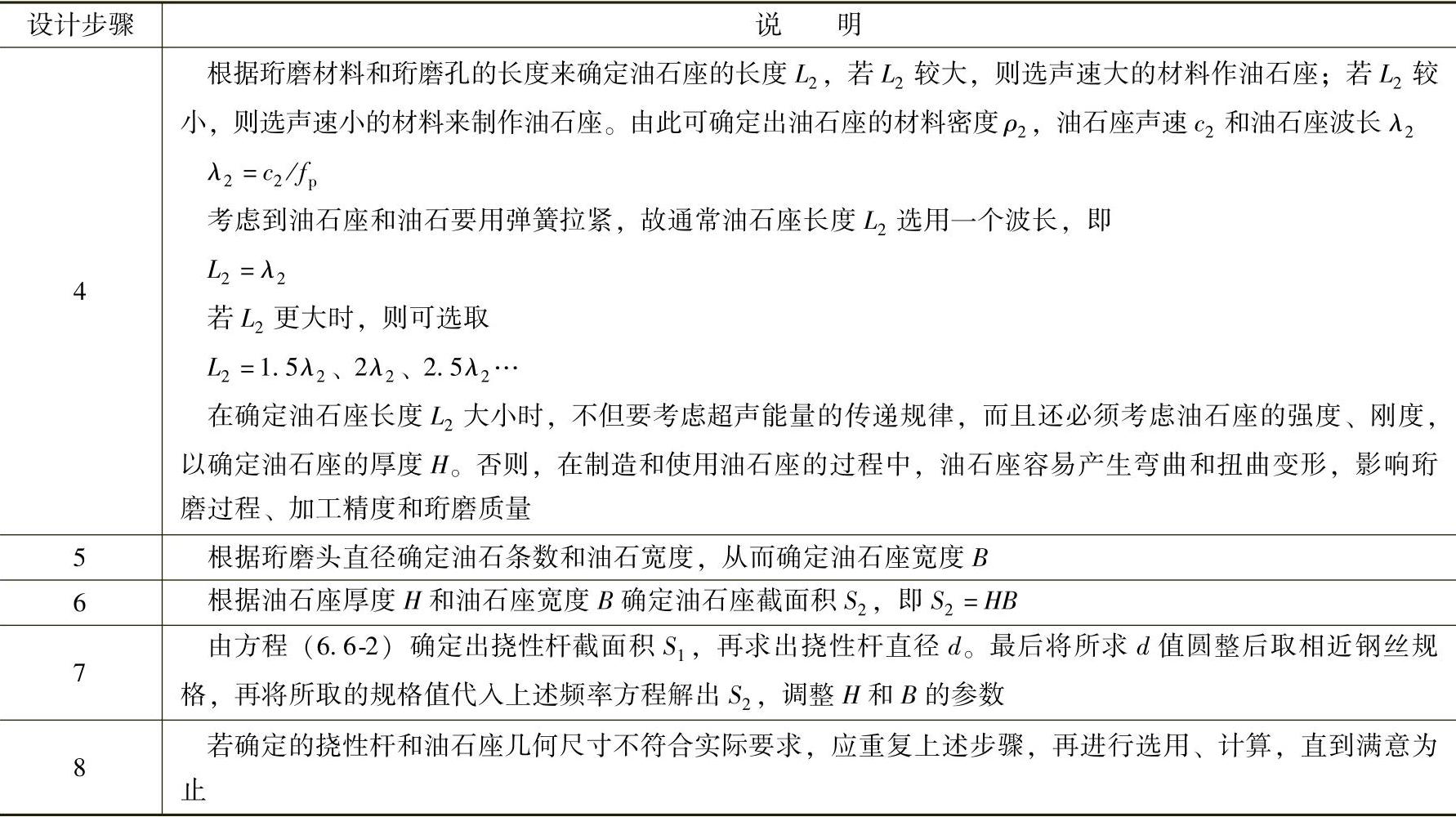
在设计挠性杆-油石座振动子系统时,一般应遵循如表6.6-5所列的八个设计步骤。
表6.6-5 挠性杆-油石座振动子系统步骤

(续)
3.油石与油石座的连接
在超声珩磨工具中,油石和油石座的连接方式对超声珩磨的工艺效果有显著影响。在珩磨中,油石的振动参数一般如下:频率f=20kHz,振幅a=8μm,最大振动加速度amax=1.3×104g,即油石振动的加速度为重力加速度的1.3万倍。在这样高的瞬时加速度作用下,欲保证超声波能可靠、高效的传输,保证油石不会从油石座上脱落下来,油石与座体的连接方法是不容忽视的。目前两者常用的连接方法有四种:粘接法、热压成形法、银钎焊法、锡钎焊法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。