



锯料(切断)加工是机械加工的一个重要方面。超声锯料指将超声振动加载于锯料加工中的钢锯,使钢锯在超声振动作用下进行作业的过程。
6.5.5.1 超声锯料的基本原理与特点
钢锯在锯料过程的同时进行超声振动,它与工件的接触是断续的,其原理类似于超声切割。超声振动系统产生的超声振动传递给钢锯,使锯条作纵向振动或弯曲振动。锯条与变幅杆通过焊接或用螺栓紧固连接,锯条即相当于超声加工的工具头。
超声锯料可以减小锯削力、锯削热,破坏锯削中产生积屑瘤的条件,从而大大延长锯条的寿命,并提高下料的锯面质量。由于锯削力的减小,锯口宽度会进一步减小,从而减少原材料的消耗。
与普通锯切相比,超声锯切铝、黄铜、碳素钢时,其切断时间大大缩短,锯切铝约缩短为普通锯切的 锯切黄铜约缩短为普通锯切的
锯切黄铜约缩短为普通锯切的 ,锯切碳素钢时约缩短为普通锯切的
,锯切碳素钢时约缩短为普通锯切的
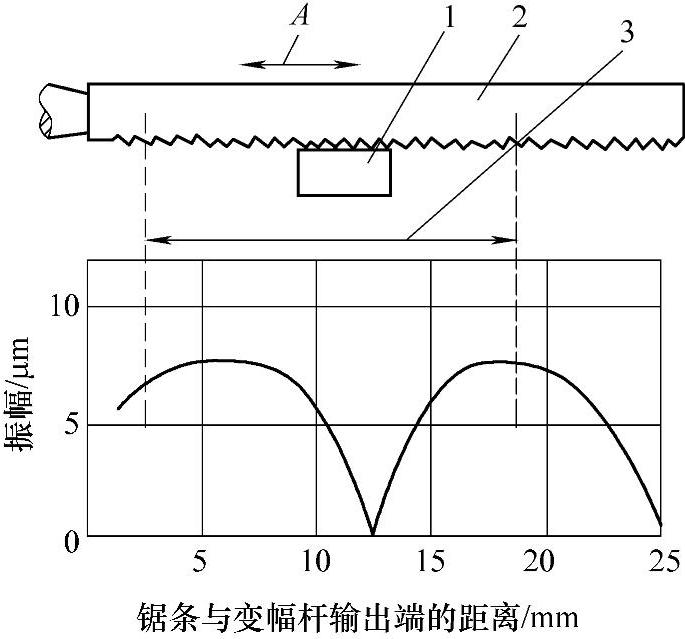
图6.5-19 超声锯条的振动状态
A—振动方向 1—工件 2—锯条 3—用于切断部分的锯齿
如果锯条以20kHz左右的振动频率振动,在位移节点附近就变为普通锯切机理,于是,在位移节点附近不设锯齿。全部锯齿都是按脉冲力波形工作的。位移节点的产生如图6.5-19所示。
6.5.5.2 超声锯床的类型
根据锯条的振动方向,超声锯料装置可分为纵向振动缺齿式超声锯料装置和弯曲振动缺齿式超声锯料装置,见表6.5-18。
表6.5-18 超声锯床的类型
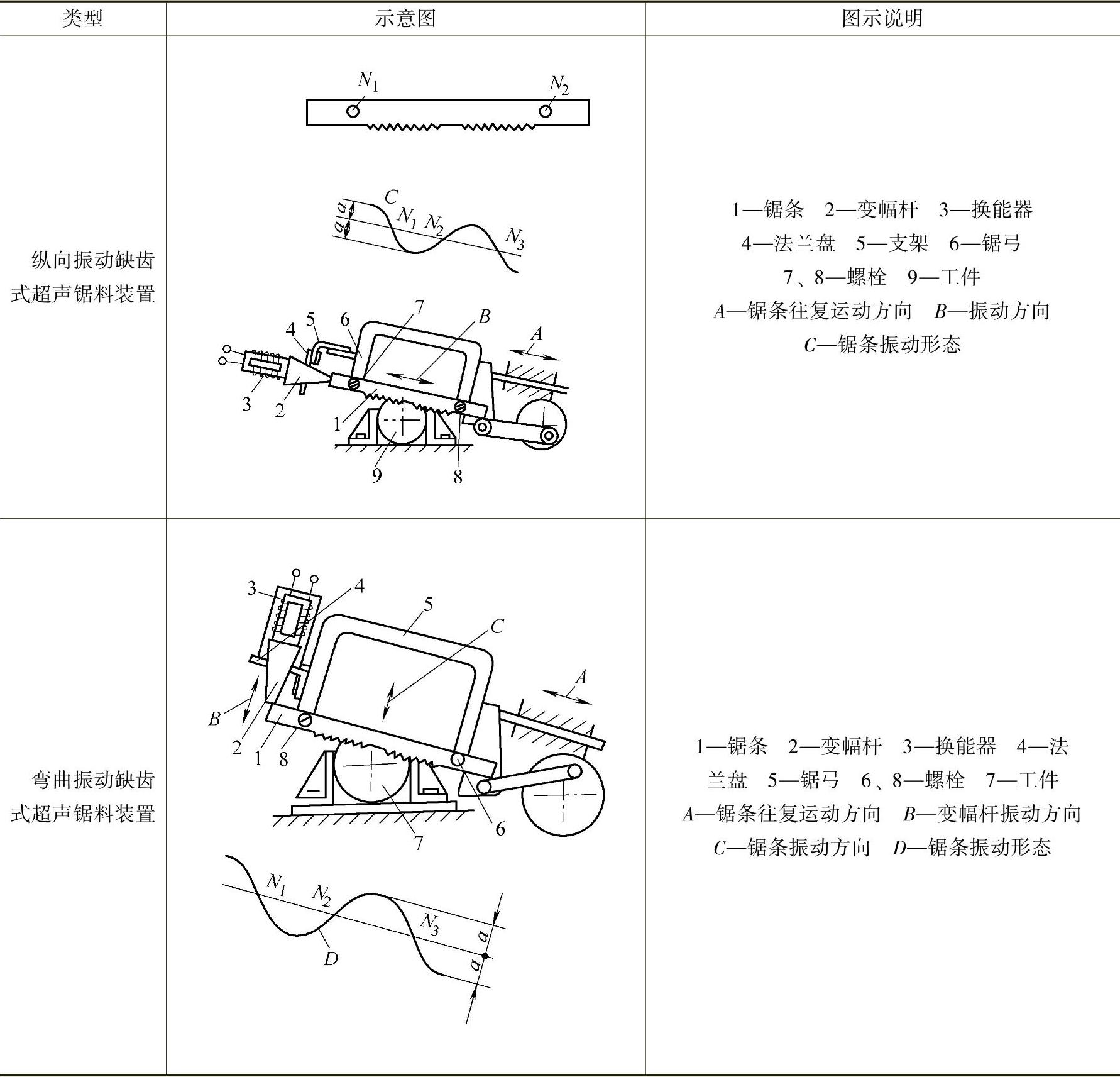
镍片磁致伸缩换能器与变幅杆用银焊料焊接。锯条与变幅杆的输出端通过焊接或螺栓连接。变幅杆通过位移节点处的法兰盘固定在锯床的锯弓上。在锯条的另一端,把薄橡胶垫圈放在锯条的两侧面,用螺栓紧固在锯弓上。为了减轻水套质量,并能观察到冷却状态,一般用透明的聚乙烯材料制造换能器的冷却水套,用环氧树脂将水套粘接在法兰盘上,注意不要漏水。安装锯弓时,应使锯条与安装在锯床虎钳上的工件有适当的倾斜角。(https://www.xing528.com)
6.5.5.3 纵向振动缺齿式超声锯床
这里介绍一种典型的纵向振动缺齿式超声锯床。
1.主要技术参数
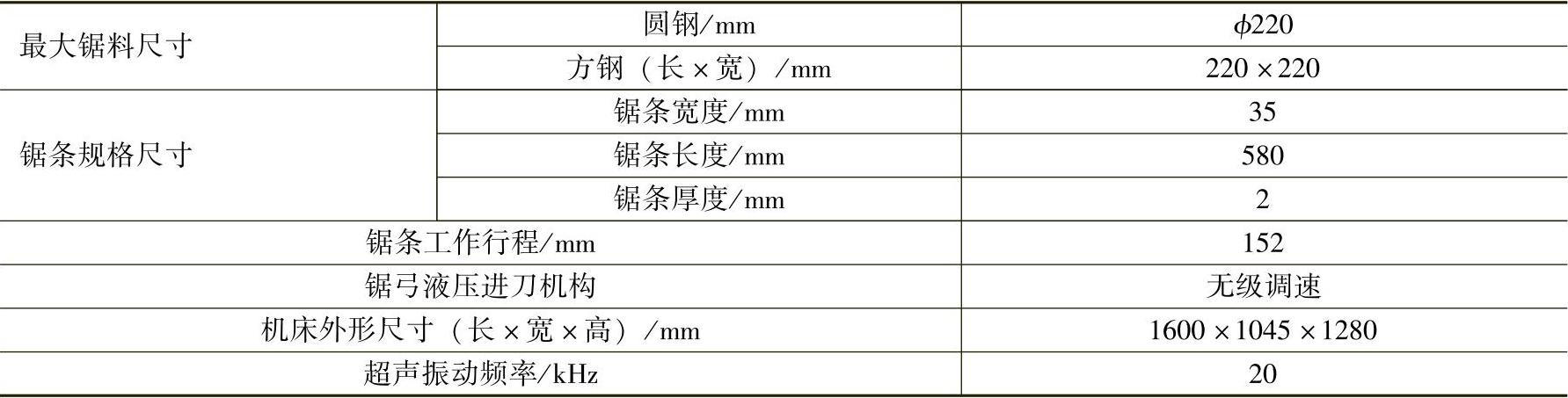
纵向振动缺齿式超声锯床的主要技术参数见表6.5-19。
表6.5-19 主要技术参数
2.主要用途
超声锯床主要用来冷锯各种金属材料,可以锯割直径在220mm以内的圆料和边长在220mm以内的方料,也可锯割其他同样尺寸的型钢。当材料断面较小时,可将几件安装在一起进行锯割。
3.主要结构
超声锯床由一电动机经过齿轮减速而使锯条作往复运动,其进刀运动由液压系统控制。机床包括床身和锯弓两部分,见表6.5-20。
表6.5-20 超声锯床的组成

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。