



磨削是零件获得高尺寸精度、低表面粗糙度值的主要方法,因此被广泛应用在机械加工中。但是,由于产品质量要求的不断提高和材料的不断更新,尤其是一些难加工材料的大量使用,使得普通磨削中经常出现的砂轮堵塞和磨削烧伤现象更加突出。
国内外的大量研究和试验结果证明,在磨削加工中引入超声振动,可以有效地解决砂轮堵塞和磨削烧伤问题,提高磨削质量和磨削效率。
6.5.3.1 超声磨削装置
根据砂轮的振动方向不同,超声磨削装置可分为纵向振动、弯曲振动和扭转振动超声磨削装置三种类型。
1.纵向振动超声磨削装置
用于小孔磨削的纵向振动超声磨削装置如图6.5-14所示。砂轮与砂轮座的连接方法有两种,见表6.5-12。
2.弯曲振动超声磨削装置
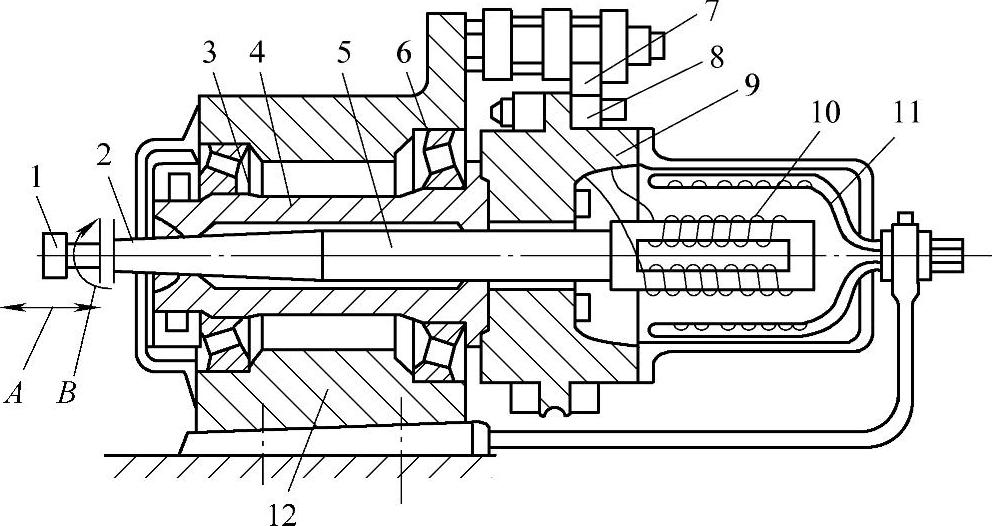
图6.5-14 纵向振动超声磨削装置
1—砂轮 2—变幅杆 3、6—圆锥滚子轴承 4—空心套筒 5—振动轴 7—电刷 8—集流环 9—集流环支架 10—换能器 11—镍片换能器冷却装置 12—轴承座
A—振动方向 B—砂轮的回转方向
表6.5-12 砂轮与砂轮座的连接方法

用于平面和外圆磨削的弯曲振动超声磨削装置如图6.5-15所示。指数形变幅杆的输入端与振动轴连接在一起。指数形变幅杆的输出端与砂轮座、砂轮连接在一起。换能器、变幅杆以及振动轴均作纵向振动。空心套筒安装在振动轴的两个位移节点上。采用圆锥滚子轴承,可以使空心套筒在摩擦及振摆都比较小的情况下进行回转。这样,超声振动系统(不含砂轮)就能在回转的同时进行纵向振动。
砂轮在换能器、振动轴和变幅杆的共振频率处以一次、二次……的弯曲振动形态发生共振。砂轮通过砂轮座与变幅杆连接起来,并与其他零件装配在一起,构成弯曲振动超声磨削装置。
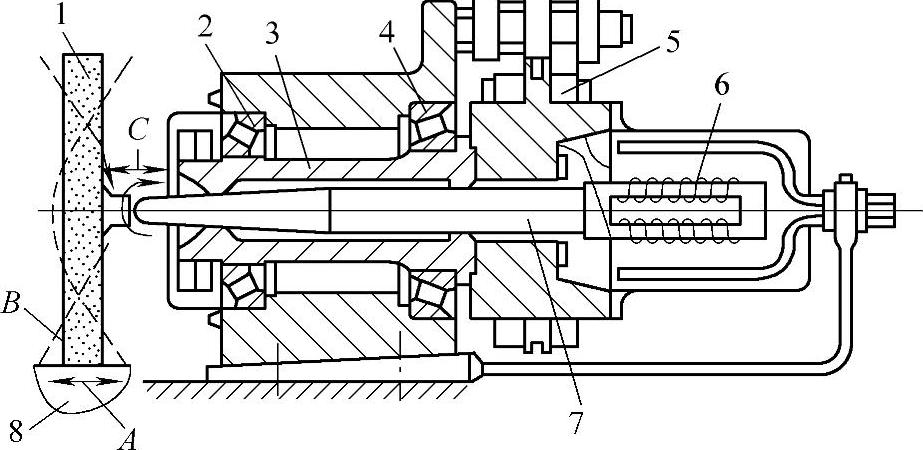
图6.5-15 弯曲振动超声磨削装置
1—砂轮 2、4—圆锥滚子轴承 3—空心套筒 5—集流环 6—换能器 7—振动轴 8—工件
A—砂轮外圆表面的振动方向 B—砂轮的弯曲振动波形 C—变幅杆的纵向振动方向
3.扭转振动超声磨削装置
将超声磨削应用在螺纹、齿轮或成形表面的磨削加工中,其振动必须施加在砂轮的回转方向(圆周方向)上,即扭转振动方向,否则不但不会获得良好的加工效果,反而会降低加工精度。这种装置叫做扭转振动超声磨削装置。
以上介绍的三种装置中,都是让砂轮产生超声频振动。实际上,在大批大量生产中,还可以让工件产生超声频振动,砂轮不振动。这种装置可以有效地解决砂轮更换、循环水密封、电刷和集流环在高速旋转条件下工作的可靠性问题。
6.5.3.2 超声振动修整砂轮
1.最佳砂轮工作表面形貌的分析
由于磨削是依靠砂轮工作表面实现的加工方式,因而砂轮修整对于磨削过程有着极为重要的意义。砂轮工作表面的形貌,除受砂轮本身的磨粒材料、结合剂材料、粒度、硬度、组织等固有因素的影响外,最重要的外界影响因素就是砂轮的修整。通过调节砂轮修整参数来满足砂轮的最佳工作表面形貌。
表征砂轮工作表面形貌的指标可以归纳为:磨粒切削刃的几何形状、磨粒切削刃的间距、磨粒切削刃的密度、磨粒切削刃突出结合剂的高度、磨粒切削刃的等高性、磨粒的微切削刃状态和磨粒切削刃的面积比等。
最佳砂轮工作表面形貌的各项指标并不是一个固定值,因磨削条件的不同而有其最佳值。高效率磨削是以切除金属为主要目的,同时亦需兼顾磨削质量,砂轮的工作表面应具有高切削能力、良好的自锐性和足够的容屑空间。
为了满足上述各项要求,砂轮工作表面的切削刃密度应较低,有足够的磨粒间隔和磨粒从结合剂的突出高度,磨粒切削刃应大而锋利,磨粒切削刃的面积率应较小,同时还应当考虑到磨粒切削刃的等高性。
在现有的砂轮修整方法中,超声振动修整砂轮法是调节砂轮工作表面形貌最有效的方式。超声振动修整砂轮法是利用超声振动系统激励修整工具,使其产生超声振动,并用此工具对砂轮进行修整。在普通车削修整法中,仅有四个参数调节砂轮工作表面形貌,而在超声振动修整法中,调节砂轮形貌的修整参数增加,修整运动由连续车削变为间断冲击,使形成的磨粒切削刃更为锋利。改变超声振动的频率和振幅,可以调节磨粒切削刃的间距;改变修整头对磨粒冲击角度,可以调节磨粒切削刃的形状。超声振动修整砂轮,不仅从运动学上改变了原有的修整条件,而且在动力学上也使修整条件发生了变化。
2.砂轮工作表面形貌的测量(https://www.xing528.com)
砂轮工作表面形貌的测量,可以使用复印法、触针法和热电偶法。以下大部分数据由触针法测得。测试仪器采用DGS-6型电感数显测微仪,在测微仪传感器的球形测头上粘以宝石针头,再制造一个支架将传感器固定在磨床工作台上,构成一个测量砂轮工作表面形貌的测头。测量时,缓慢转动砂轮,并将测头抵在被测砂轮表面上,测得的电信号由数显测微仪的模拟电路部分输入x-y记录仪进行记录。测得的砂轮工作表面轮廓图如图6.5-16所示。
3.平面磨削的超声振动修整砂轮的试验研究
(1)超声振动修整对砂轮形貌的影响 超声振动修整试验在国产MM7132型精密平面磨床上进行,试验用的砂轮为GB46ZR1A·P250×40×75。为消除砂轮前次修整和磨削磨损状态的影响,在每次试验开始前都进行了可靠的预修整。
最终的一次修整为试验修整。本研究采用对比试验法,故每一试验条件对应着超声振动修整和普通修整。它们的不同之处只在于最终一次修整是否施加超声振动。金刚石修整工具的振幅为20~25μm,频率为19.5kHz。
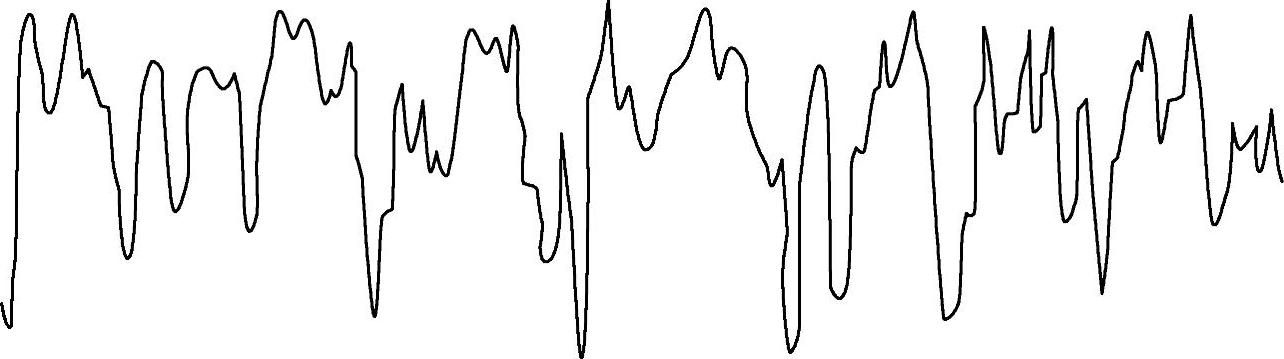
图6.5-16 用触针法测得的砂轮工作表面轮廓图
用触针式砂轮形貌测试装置测量,并在砂轮表层100μm内测量磨粒切削刃分布和数量。测量沿砂轮母线方向进行,修整条件列于表6.5-13。砂轮工作表面静态磨拉切削刃数测量结果如图6.5-17所示。
表6.5-13 砂轮修整条件

由图6.5-17可以看出,超声振动修整的砂轮,其表层静态磨粒切削刃间距增加,改善了磨削条件。在修整深度和修整进给量大时,超声振动修整的效果更为明显。
通过触针法、复印法和显微镜法对超声振动修整和普通修整的砂轮工作表面形貌的研究表明,超声振动修整的砂轮工作表面具有更锋利的磨粒切削刃,刃顶面积小,切削刃间相联情况少,独立切削刃数少,切削刃间距大,容屑空间大,有利于磨削效率的提高。
(2)超声振动修整对砂轮磨损过程的影响 超声振动修整的砂轮在达到其耐用度时,其半径的消耗量达到100μm以上,而普通修整的砂轮只有30μm左右。因此,超声振动修整的砂轮半径消耗比普通修整的砂轮高。但是,经过超声振动修整的砂轮耐用度却提高了一倍多。
(3)超声振动修整对磨削表面残余应力的影响 试验表明,普通修整条件下磨削的残余应力约是超声振动修整条件下的两倍,超声振动修整在一定条件下可以降低磨削表面残余应力,有助于提高磨削质量和加工效率。
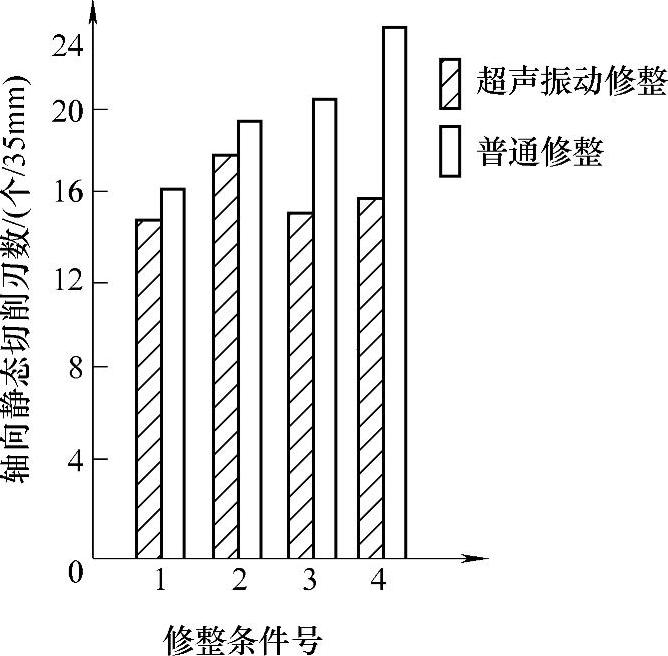
图6.5-17 超声振动修整对砂轮表面静态磨粒切削刃数的影响
(4)超声振动修整对磨削区温度的影响 温度的测量使用半人工热电偶。热电偶丝是直径为0.09mm的康铜丝,光线示波器显示的脉冲高度代表磨削区温度。热电偶的标定采用半人工热电偶与标准热电偶温度计对比的方式进行。磨削区的温度如图6.5-17所示,图中的实线表示超声振动修整砂轮后所获得的磨削区温度,虚线表示普通修整砂轮后所获得的磨削区温度。由图6.5-18可以看出,超声振动修整砂轮后所获得的磨削区温度较普通修整低,在砂轮正常磨损阶段,磨削区温度约下降10%~15%。在超声振动修整条件下,随着砂轮的磨损,磨削区温度呈缓慢上升趋势,这是由于超声振动修整所获得的良好砂轮形貌逐渐消失,降低温度的作用逐渐减弱。
外圆磨削的超声振动修整的试验结果与平面磨削类似。
6.5.3.3 超声清洗砂轮
1.超声清洗砂轮的特点
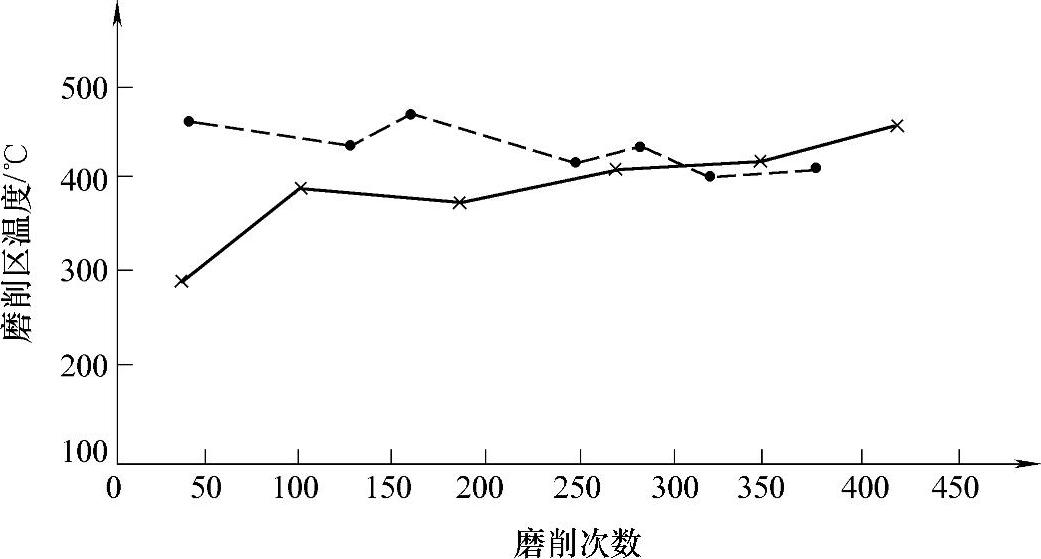
图6.5-18 砂轮超声振动修整和普通修整后磨削区温度的变化
超声清洗砂轮时,冷却液在超声波的空化作用下,产生强大的冲击力。这种冲击力和强化作用(功率要足够大)使冷却液穿透砂轮工作面上的气体附面层,直接冲击砂轮的工作表面,还可到达磨削区甚至进入砂轮的结合剂和气孔中,有效地降低了磨削温度,充分发挥了冷却作用。特别需要指出的是,当冷却液与砂轮工作面接触时,微小的雾泡发生破裂,随之产生上千个以上大气压的冲击力,将粘在砂轮工作面上的粘屑撕掉。在难加工材料的磨削中,超声清洗砂轮的作用更加明显。
表6.5-14列出了磨削不锈钢时,采用普通磨削和超声清洗砂轮方法磨削的对比情况。显然,超声清洗砂轮时,砂轮使用寿命提高了4倍,表面粗糙度Ra值大幅度降低,加工表面完全没有烧伤。
由于超声清洗砂轮可以有效地防止砂轮堵塞,减小磨削力和磨削热,从而大大减轻甚至消除磨削加工中的烧伤,减少了砂轮修整次数,为改善难加工材料的磨削提供了一个新的工艺手段。
表6.5-14 采用普通磨削和超声清洗砂轮方法磨削的对比情况

2.超声清洗砂轮装置
超声清洗砂轮装置由超声波发生器、换能器、变幅杆、水套和支撑系统等组成。超声波发生器输出的电功率为250W,频率调节范围为18~23kHz。采用镍片磁致伸缩换能器。由于镍片换能器的磁致伸缩效应随温度的升高而减弱,并在居里点处完全消失(镍的居里点在380℃左右)。因此,为了防止换能器涡流损耗所引起的温升影响机电转换效率,必须将镍片磁致伸缩换能器放在一个密封的外壳里,以便通入循环水冷却。选用阶梯形变幅杆,在变幅杆的位移节点处沿半径方向钻一个ϕ10mm的孔至中心处,再从变幅杆的输出端中心钻一个ϕ8mm与ϕ10mm的孔相通。利用磨床原有的冷却泵及冷却液,用橡胶管将冷却液引入变幅杆中,冷却液从位移节点处的ϕ10mm孔流入,从变幅杆输出端ϕ8mm的孔流出。变幅杆输出端与砂轮外圆表面间的距离应保持为0.1~0.2mm。考虑到砂轮的磨损,变幅杆输出端的位置应进行调整。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。