



超声加工是利用超声振动的工具在有磨料的液体介质中或干磨料中产生磨料的冲击、抛磨、液压冲击及由此产生的气蚀作用等来去除材料,或给工具或工件沿一定方向施加超声频振动进行振动加工,或利用超声振动使工件相互结合的加工方法。超声加工技术中应用最广泛、最基本的加工方式是磨料冲击加工。
6.1.2.1 超声加工的基本原理
下面以磨料冲击加工为例阐述超声加工的基本原理。
超声加工的基本装置如图6.1-2所示。超声加工设备主要由超声波发生器、换能振动系统、磨料供给系统、加压系统和工作台等部分组成。换能器产生的超声振动由变幅杆将位移振幅放大后传输给工具头,工具头作纵向振动,其振动方向如图6.1-2b中的箭头所示。这样,当工具头作纵向振动时,就冲击磨料颗粒,磨料颗粒又冲击加工表面,超声加工主要是利用磨料颗粒的“连续冲击”作用来完成加工的。由于超声振动的加速度是非常大的,所以磨料颗粒的加速度(或冲击力)也是非常大的。在无数磨料颗粒连续不断的冲击下,可使加工工件的表面破碎和去除。假如不用磨料而只用振动着的超声工具头直接纵向“锤击”工件表面,那只能使工件表面产生损伤,实际上材料并没有被去除。只有依靠切变应力才能将材料去除,磨料在超声工具头的冲击下产生的应力含有切向成分,此切向分量对加工过程中材料的去除起重要作用。
另外,磨料悬浮液中的超声空化效应对加工也有很大的作用。
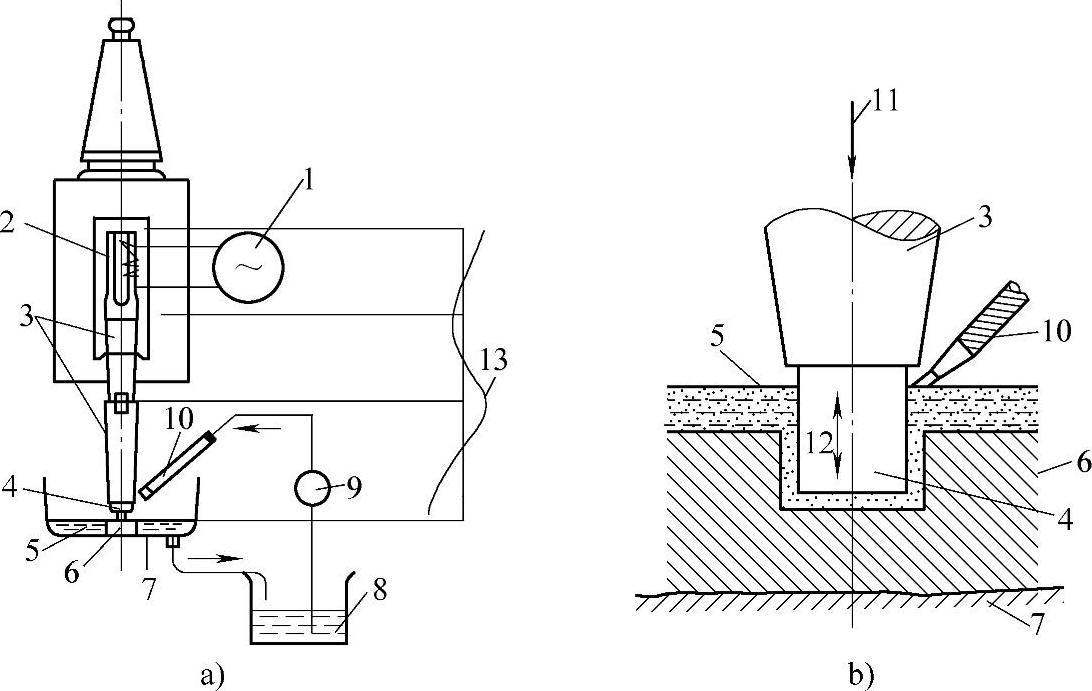
图6.1-2 超声加工基本原理图
a)超声加工装置 b)加工区的放大图
1—超声波发生器 2—换能器 3—变幅杆 4—工具头 5—磨料 6—工件 7—工作台 8—容器 9—泵 10—磨料供给管头 11—接触压力F 12—工具头振动方向 13—振动位移振幅分布
超声加工常用的频率是从20kHz到40kHz,位移振幅一般为10~100μm。当频率一定时,增大振幅可以提高加工速度,但振幅不能过大,否则会使振动系统超出疲劳强度范围而损坏。同样,当位移振幅一定,而频率增高时,也可提高加工速度,但频率提高后,振动能量的损耗将增大。因此,一般多采用比较低的超声频率。
上面叙述了借助工具的超声纵向振动通过分散的磨料来碎除材料的磨料冲击超声加工方法。随着超声加工技术的推广和应用,人们把超声振动与其他加工方式相结合,逐渐形成了多种多样的超声加工方法。例如,超声振动可以与车刀的车削加工、钻头的钻削加工、铰刀的铰削加工、砂轮的磨削加工、砂带的抛光加工、锯条的锯料加工、滚刀的滚齿加工、油石的珩磨加工等相结合,实现深小孔加工、拉丝模和型腔模具研磨抛光以及包括金刚石、陶瓷、玛瑙、玉石、淬火钢、模具钢、花岗岩、大理石、石英、玻璃和烧结永磁体等在内的难加工材料的加工,这些技术在现代工业、国防和高新技术等领域得到了广泛的应用。
此外,利用超声振动还可以实现同种或异种固体材料的焊接加工,详细内容见6.7。
6.1.2.2 超声加工设备
虽然超声加工设备的功率和结构有所不同,但其基本组成相同。一般包括超声发生器、超声振动系统、机床和磨料悬浮液循环系统等。其主要组成如图6.1-3所示。
1.超声波发生器
超声波发生器(又叫做超声电源)的作用是将工频交流电转换为超声频振荡电流,以供给工具端面往复振动和去除工件材料的能量。
当某种原因引起超声波振动系统共振频率变化时,应通过“声反馈”或“电反馈”使超声波发生器的工作频率能自动跟踪变化,保证超声波振动系统始终处于良好的谐振状态。为此,一般要求超声波发生器应满足如下条件:
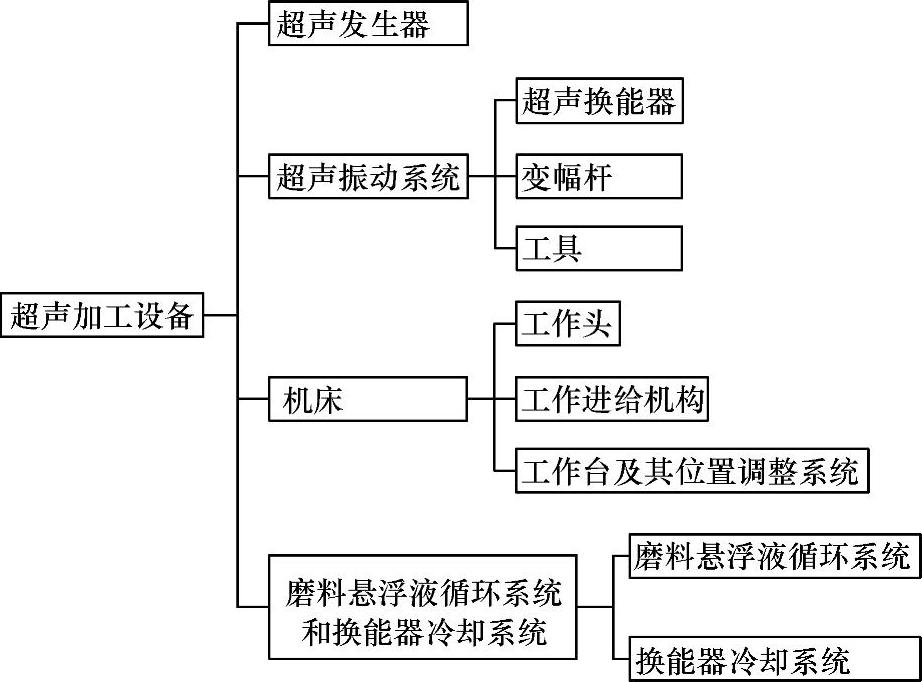
图6.1-3 超声加工设备的主要组成
1)输出阻抗与相应的超声振动系统输入阻抗相匹配。
2)频率调节范围应与超声振动系统频率变化范围相适应,并连续可调。
3)输出功率尽可能具有较大的连续可调范围,以适应不同工件的加工。
4)结构简单,工作可靠,效率高,便于操作和维修。
2.超声振动系统
超声振动系统主要包括超声换能器、超声变幅杆和工具。其作用是将由超声波发生器输出的高频电信号转变为机械振动能,并通过变幅杆使工具端面作小振幅的高频振动,以进行超声加工。
(1)超声换能器 换能器的作用是将高频电振荡信号转换成机械振动。目前,根据其转换原理的不同,分为磁致伸缩式和压电式两种。
1)磁致伸缩式超声换能器。磁致伸缩效应是指铁、钴、镍及其合金,或铁氧体等材料的长度可随所处磁场强度的变化而伸缩的现象。镍在磁场中的最大缩短量为其长度的0.004%,铁和钴则在磁场中伸长,当磁消失后又恢复原有尺寸。这种材料的棒杆在交变磁场中,长度将交变伸缩,端面将交变振动。
为了减少高频涡流损耗,超声加工中常用纯镍片叠成封闭磁路的镍棒换能器,即镍磁致伸缩式换能器。其机械强度较高,输出功率较大,常用于中功率和大功率的超声加工。其不足之处是镍片的涡流发热损失较大,能量转换效率较低,加工过程中需用风或水冷却,否则随着温度的升高,磁致伸缩效应变小甚至消失,还可能将线圈绕组的绝缘材料烧坏。(https://www.xing528.com)
如果输入磁致伸缩换能器线圈中的电流是交流正弦波形,那么每一周波的正半波和负半波将引起磁场两次大小变化,使换能器也伸缩两次,出现“倍频”现象。倍频现象使振动节奏模糊,并使共振长度变短,对结构和使用均不利。为了避免这种倍频现象,常在换能器的交流励磁电路中引入一个直流电源,叠加一个直流分量,使之成为脉动直流励磁电流,或并联一个直流励磁绕组,加一恒定的直流磁场。镍棒长度应等于超声波半波长或其整数倍,使之处于共振状态。
此外,铁氧体材料做成的铁氧体磁致伸缩换能器电声效率高,但机械强度低,单位面积辐射功率小,一般用于功率较小的超声加工。
2)压电效应超声换能器。石英晶体、钛酸钡以及锆钛酸铅等物质在受到机械压缩或拉伸变形时,在其两端面上将产生一定的电荷而形成一定的电势;相反,改变其两端面上的电压,将会使其产生伸缩变形,这种现象即为压电效应。若利用上述物质的压电效应,在其两端面施加16kHz以上的交变电压,则该物质会产生高频的伸缩变形,使周围的介质作超声振动。为了获得最大的超声波强度,应使晶体处于共振状态,晶体片厚度应为声波半波长或其整数倍。
石英晶体的伸缩量很小,3kV电压才能产生0.01μm以下的变形。钛酸钡的压电效应比石英晶体大20~30倍,但效率和机械强度不如石英晶体。锆钛酸铅具有二者的优点,一般可用作超声波清洗、探测和小功率超声加工的换能器。
(2)超声变幅杆 变幅杆(又称超声变速杆、超声聚能器)的作用是放大换能器所获得的超声振动振幅,以满足超声加工的需要。常用的变幅杆有阶梯形、圆锥形、指数形、悬链形等几种。变幅杆沿长度上的截面变化是不同的,但杆上每一截面的振动能量是不变的(不考虑传播损耗)。截面越小,能量密度越大,振动的幅值也就越大,所以各种变幅杆的放大倍数都不相同。
为了获得较大的振幅,应使变幅杆的固有振动频率和外激振动频率相等,处于共振状态。为此,在设计、制造变幅杆时,应使其长度等于超声振动波的半波长或其整数倍。
变幅杆的类型和材料根据超声加工的实际应用条件来选择,具体内容详见6.4。
应该指出,超声加工并不是整个变幅杆和工具都是在作上下高频振动,与低频或工频振动的概念完全不同。超声波在金属棒杆内主要以纵波形式传播,引起杆内各点沿波的前进方向按正弦规律在原地作往复振动,并以声速传导到工具端面,使工具端面作超声振动。
(3)工具 超声波的机械振动经变幅杆放大后传给工具,使磨粒和工作液以一定的能量冲击工件,并加工出一定的尺寸和形状。
工具的形状和尺寸决定于工件表面的形状和尺寸,两者相差一个“加工间隙”(稍大于平均磨粒直径)。当工件表面积较小或批量较少时,工具和变幅杆可做成一个整体,否则可将工具用焊接或螺纹连结等方法固定在变幅杆下端。当工具不大时,可以忽略工具对振动的影响,但当工具较重时,会减低振动系统的共振频率。工具较长时,应对变幅杆进行修正,以满足半个波长的共振条件。
整个振动系统的连接部分应接触紧密,否则超声波传递过程中将损失很大能量。在螺纹连接处应涂以凡士林油,绝不可存在空气间隙,因为超声波通过空气时会很快衰减。换能器、变幅杆或整个振动系统应选择在振幅为零的驻波节点。
按照波动的合成原理,当系统处在共振状态时,只有在此驻波节点平面内,从单方向入射波和反方向反射波引起的质点位移恰好大小相等方向相反,其合成位移始终为零。例如,换能器长度1/2处的中间截面上的任意点,即为静止不动的波节点,向两端处振幅即逐渐增大,到换能器与变幅杆交界面上振幅为最大,称波腹点。以后振幅又逐渐减小再次出现波节点,到工具端面处再次出现振幅更大的波腹点,整个振动系统应选择波节点支撑固紧在机床上,如图6.1-4所示。
在超声加工中,工具在纵向和横向都会磨损,工具端面的磨损是主要的,侧面的磨损仅占全部磨损的1/10。这样不仅直接影响加工速度和加工精度,而且会破坏振动系统的共振条件,降低加工效率。工具磨损量的大小,主要取决于工具材料、结构和工件材料,见表6.1-3。试验表明,加工一般硬脆材料,多用45钢或碳素工具钢作工具材料,因为这些材料具有抗疲劳强度高、比较耐磨损、加工容易等特点。如果要求加工精度较高时,采用硬质合金或淬火钢较好,必要时可采用金刚石表面镀覆工具。
表6.1-3 不同材料的工具加工不同材料的工件时工具的磨损

注:实验条件为工具振动频率20kHz,工具振幅51μm,工具直径6.4mm,磨料为F100碳化硼,最佳静压力下加工。
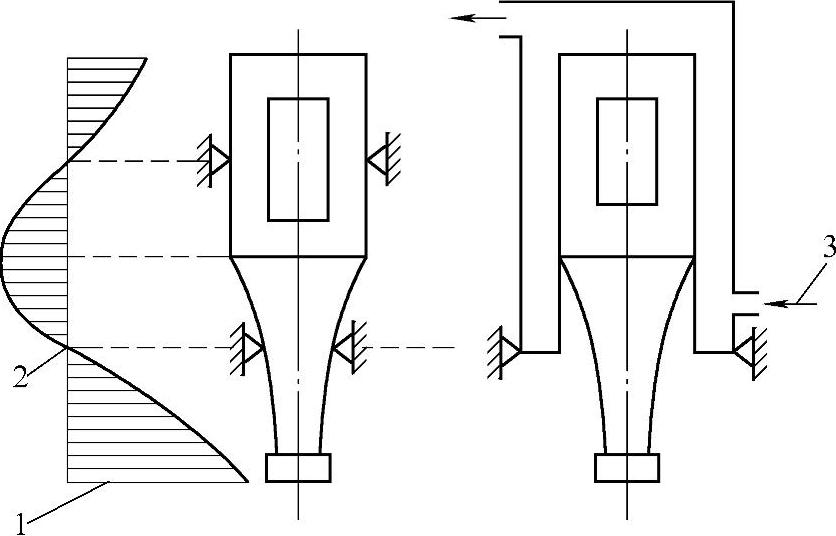
图6.1-4 超声振动系统的固定
1—振幅 2—波节点 3—冷却水
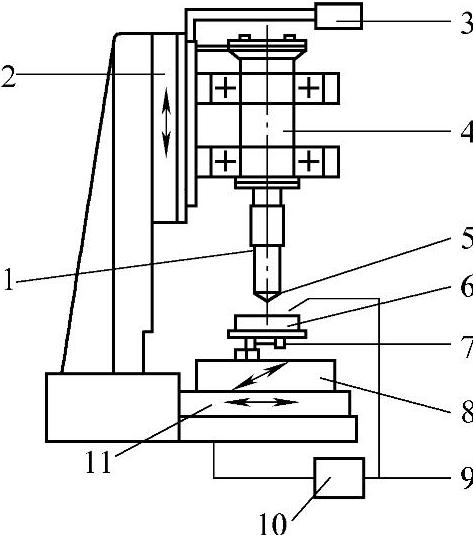
图6.1-5 超声加工机床示意图
1—变幅杆 2—Z轴导轨 3—超声发生器 4—超声换能器 5—工具 6—工件 7—称重传感器 8—X轴导轨 9—磨料供给管 10—泵 11—Y轴导轨
3.机床
图6.1-5所示为典型的超声加工机床,它采用数控立式铣床结构,在床体上安装了两个数控精密工作台分别作为X轴和Y轴工作台;旋转超声振动装置安装在Z轴上;称重传感器一端与工件相连接,另一端固定在X轴上;磨料悬浮液循环系统采用磨料泵向加工区供应磨料悬浮液。
4.磨料悬浮液循环系统
简单的超声加工装置,其磨料是靠人工输送和更换的,即在加工前将悬浮磨料的工作液浇注在加工区,加工过程中定时抬起工具和补充磨料,也可利用小型离心泵使磨料悬浮液搅拌后浇注到加工间隙中。对于较深的加工表面,应经常将工具定时抬起以利磨料的更换和补充。大型超声加工机床都采用流量泵自动向加工区供给磨料悬浮液,且品质好,循环良好。此外,工具和变幅杆尺寸较大时,可在工具和变幅杆中间开孔,由孔内抽吸磨料悬浮液,这对提高加工质量有利。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。