



5.4.4.1 电铸液的选择
电铸加工中选择何种电铸液要根据各种因素综合考虑,一般要考虑下列几个因素:
1)所加工电铸制品的用途。要根据电铸制品的用途选择电铸何种金属和工艺,首先要考虑得到的制品能否满足功能上的需要,例如:制作搪塑模采用电铸铜,不能选择导热比铜差的金属材料。
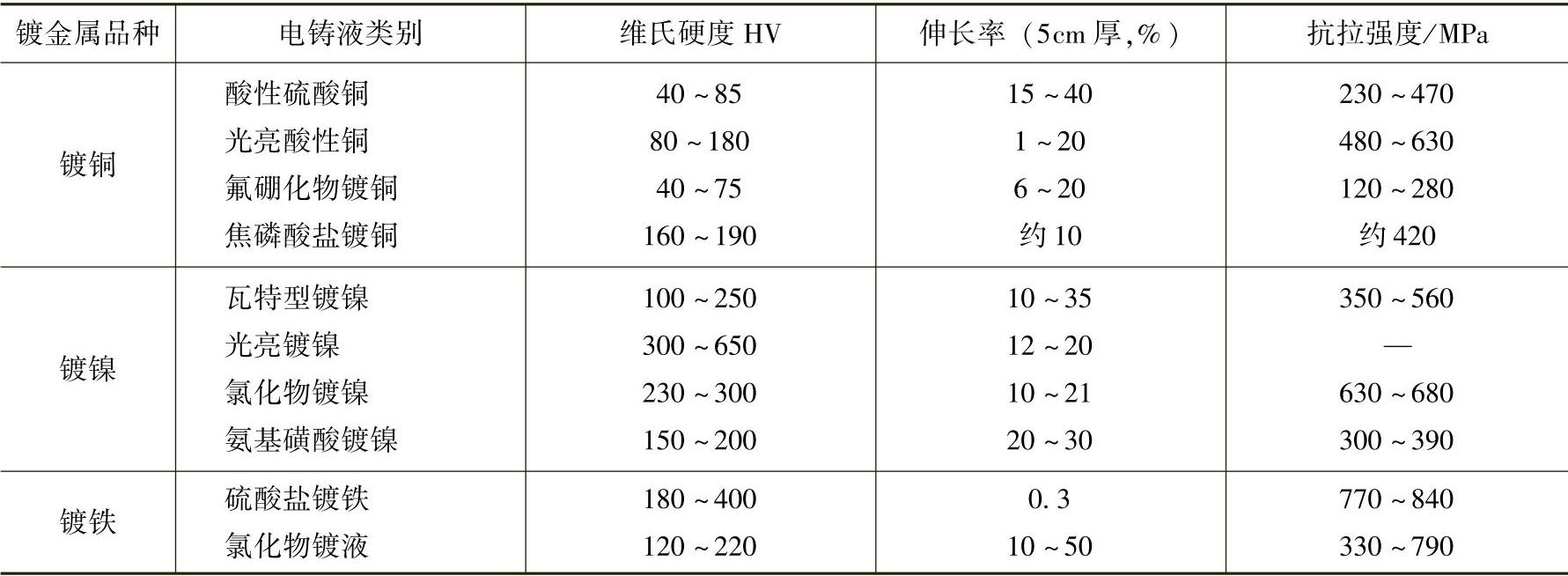
2)电铸制品的物理、化学性能要求。因不同镀液获得的镀层力学性能不同,要有针对性地进行选择。几种常用电铸液在正常状态下获得的镀层的力学性能,见表5.4-13。
3)电铸模造型的复杂程度和所要求的沉积速度。对于复杂造型和结构的电铸件,应选用覆盖能力和分散能力强的电铸液,以使电铸制品的各处厚度均匀,材质致密,达到足够的强度。对于沉积速度有要求时,应选择成分简单的电铸液并用一些添加剂,这有利于控制并保证电铸层的物理、力学性能稳定。在采用合理的加热、搅拌、超声波等强化措施下,电铸溶液应比电镀溶液具有更高的电流密度上限,以提高电铸的金属沉积速度。
4)成本因素。在满足功能和性能前提下,首选成本低的工艺,包括环境成本和社会成本都要考虑。
表5.4-13 几种常用电铸液正常状态下获得镀层的力学性能
5)电铸液的稳定性和维护的难易程度。应尽量选用成熟和通用的电铸工艺,以稳定生产和保证质量。由于电铸时间长且铸层厚,各种有机、无机和杂质的影响几率大,易使电铸层粗糙、变脆、鼓泡和粘附杂质等,必须及时过滤和处理电铸液。
5.4.4.2 改善电铸质量,提高电铸速度的措施
1.合理安排电场
在电铸过程中阴、阳极间外加电场后,极间电力线的分布首先取决于阴、阳极的几何形状及相互位置,电场内各处电力线的疏密,决定了电流密度的差异,导致局部金属沉积速度不同,最终反映出制品各处金属沉积层的厚度不均匀。电铸工艺实施的重要前提条件就是恰当安排电场。
要尽量减小原模表面的凸凹差异,凸与凹之间用大圆弧过渡,均衡原模表面各处与阳极间距离;可用不导电的屏蔽部件置于阴极原模与阳极之间某一恰当位置,屏蔽部分电力线,尽量降低电流集中造成的局部过度沉积;可在合适位置增设辅助阳极(多用不溶性阳极,仅起改变和均衡电场作用,不参与反应),改变原有电场,调节电力线分布差异,使原模上各处电流密度变得均匀;可用射流电铸方式有选择地对低凹部位“集中”沉积金属,待低凹处“填平”到一定程度,用通常方式继续电铸。
2.正确选择电化学的三要素
电化学三要素是指影响电铸液分散能力(使被镀表面镀层厚度均匀分布的能力)的电导率、极化度和电流效率随电流密度的变化。提高电铸液的电导率,有利于提高电流效率,能加快电沉积速度。一些电铸液的极化值很大,对电流在阴极上的分布起均化作用,采用这样电铸液能使沉积的电铸层厚度趋于均匀。提高电流密度要考虑电流效率,而电流效率与采用的电铸液特性相关。常用电铸液在电流密度有效范围内,电流效率随电流密度变化有三种情况,如图5.4-3所示。曲线1表明电流效率不随电流密度变化,对这种电铸液提高电流密度毫无意义;曲线2表明电流效率随电流密度的提高而增加,对这种电铸液提高电流密度会恶化分散能力,使沉积层厚度更加不均匀,应避免使用;曲线3虽然电流效率随电流密度的提高而下降,但使电铸液的分散能力大大改善,采用这样电铸液并选择合适的电流密度,能在不影响加工效率前提下使制件的电铸层厚比较均匀。
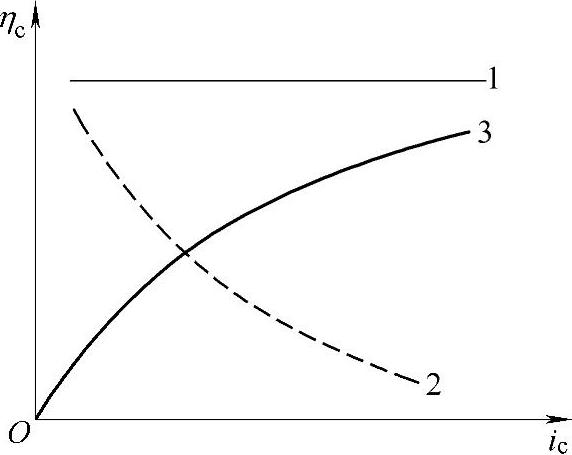
图5.4-3 电流效率ηc随电流密度ic变化曲线
改善电铸液的化学三要素比屏蔽电场或增设辅助阳极的可操作性更强,屏蔽电场或增设辅助阳极的操作麻烦、耗费能量、且需要有丰富的实践经验,而改善电铸液的分散能力仅通过有针对地在电铸液中加入导电率高的强电解质、添加剂和络合物等就可以改善电铸层厚度的均匀性。
3.采用射流电铸
射流电铸是将电铸液以一定的压力经阳极腔通过喷嘴以高速射向阴极的一种电铸形式,如图5.4-4所示。喷射时,电铸液将高浓度的金属离子以强制的方式高速喷向阴极表面,能够迅速补充阴极表面金属离子数量,从而大大提高了物质的迁移速率。同时,电铸液的冲击不仅对铸层进行了机械活化,还极大地减小了扩散层的厚度,有效地降低了浓差极化,改善了电沉积过程,因而可大大提高极限电流密度。
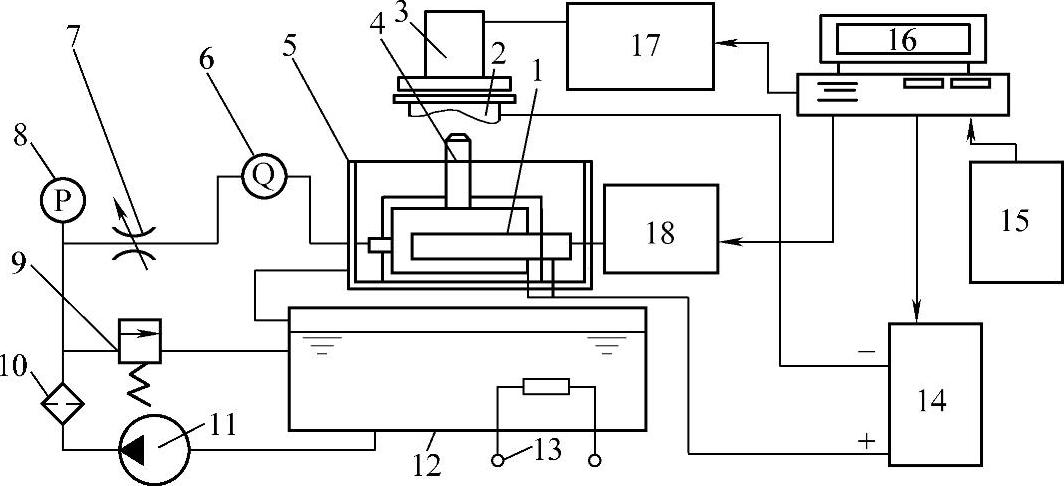
图5.4-4 射流电铸示意图
1—阳极 2—阴极原模 3—运动机构 4—喷嘴 5—铸液槽 6—流量计 7—节流阀 8—压力表 9—溢流阀 10—过滤器 11—循环泵 12—储液槽 13—加热器 14—直流电源 15—加工文件 16—个人计算机 17—工作台驱动电动机 18—阳极进给电动机
射流电铸能在面积很小的阴极原模区域达到较高的电流密度,从而提高局部金属沉积速度。该电铸方式适合局部区域或小型工件电铸。当喷嘴与原模以一定方式、速度相对移动,可以选择金属沉积区域。由于射流电铸是通过电铸液传递电流的,造成射流区域电压损耗较大,因此需采用比常规电铸更高的电压。由于射流电铸存在边缘效应,应用前要通过试验确定给定参数能否使沉积层厚度分布均匀。
4.强制电铸液快速流动或阴极原模高速运动
生产中循环补充的电铸液流量不大,减小阴、阳极间距离(一般设置1~5mm左右),让电铸液在平行原模沉积作用面产生高速流动(流速大于2~3m/s),使间隙中的电铸液处于紊流状态,可在较低的槽电压下增大离子迁移和补充速度,提高电铸效率,减少电压损耗,如图5.4-5所示。这项技术应用于钢带电铸锌,可比普通电铸提高效率3~4倍。
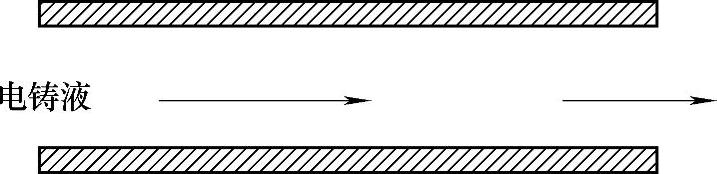
图5.4-5 平行液流法流场示意图
实现阴极原模高速旋转或振动,可以提高原模与电铸液交界面的相对运动速度,降低扩散层厚度,提高允许的电流密度上限,加快金属沉积效率。原模旋转主要用于某些旋转体工件电铸,转速越高,离子迁移速度越快。通过机械装置(电动机带动偏心和连杆机构)让原模在电铸液中产生振动(振动幅度数毫米至数十毫米,振动频率数赫兹到数百赫兹,振动方向尽可能垂直沉积表面),对于比较复杂型面的电铸件是一种提高电铸效率的好方法。除采用机械振动外,还可采用电磁振动方法。
电铸过程中理想的电铸液流场是能够向原模表面连续、稳定供给维持待铸金属离子质量分数的电铸液,溶液在原模沉积作用面全部区域具有相对流动,不存在相对静止和涡流等。增加原模沉积作用面与电铸液相对运动的方法还有:用机械装置或压缩空气强烈搅拌电铸液;原模移动或摆动(周期变换方向和速度);将超声振动源置于电铸槽内;采用喷射输送电铸液方式,直接冲刷原模沉积作用面;将阴、阳极放置在专门的工装内,迫使电铸液高速在阴、阳极间流动,并保持紊流状态等。这些方法都能显著提高电铸液对阴极沉积作用面冲刷作用,可以达到比较高电流密度,共析的氢气泡也容易由电铸液带走(很难在阴极原模沉积作用面滞留),对提高电铸质量和沉积速度都有较好的效果。
5.摩擦阴极原模沉积作用面
在电铸过程中,使用固体绝缘颗粒连续或间歇摩擦阴极原模沉积作用面,也可减小或消除扩散层,迅速补充金属离子,提高沉积速度。同时,还能增强沉积作用面活化,改善整平作用,消除结瘤和树枝状沉积层生成。常用的摩擦阴极原模沉积作用面方法有两种:NET—Ⅰ和NET—Ⅱ。
NET—Ⅰ法是在玻璃纤维或尼龙等制成的“无纺布”上镶嵌粒度1~5mm大小的碳化硅磨料,用这种含有磨料的“布”在原模的阴极沉积作用面摩擦,由于“无纺布”有多孔隙,电铸液透过微孔到达阴极沉积作用面,构成电化学反应回路,如图5.4-6所示。这种方法适用于平板、线材、棒料、筒状等类型工件电铸,最高沉积速度可达75μm/min。
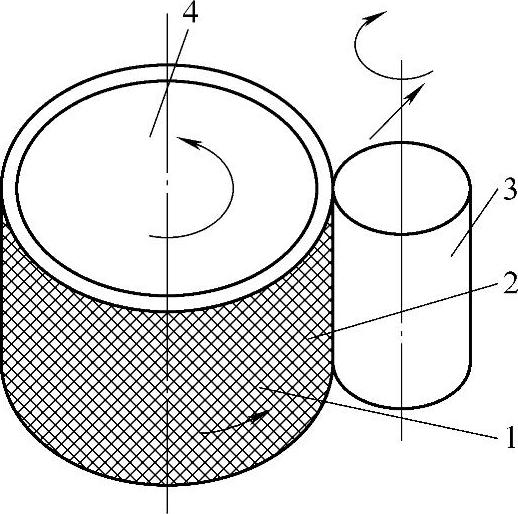
图5.4-6 NET—Ⅰ法原理示意图
1—网状载体 2—电铸液 3—工件阴极 4—铅阳极
NET—Ⅱ法(图5.4-7所示)是将玻璃、氧化铝、陶瓷等制成绝缘的微小粒子放入电铸液中,通过原模自身旋转、振动或电铸液的流动等,使绝缘粒子不断撞击、摩擦阴极沉积作用面,实现消除(或减少)扩散层,达到高速电铸的目的,如图5.4-7所示。这种方法得到的沉积层组织均匀,虽然沉积速度低于NET—Ⅰ法,但深镀能力(使被镀工件上深凹处获得镀层的能力)强,对有特殊要求的工件颇有意义。
6.脉冲电铸
现代电铸业中已普遍采用周期换向直流电源,并逐步扩大应用脉冲电源。脉冲电流能有效地改善金属离子的电结晶过程。金属沉积时的结晶形态和生长方式与阴极极化的过电位密切相关。随着过电位的增长,电结晶的临界尺寸减小,晶核形成几率增大且数目增多。在脉冲间隔时间内,阴极界面处的金属离子得以迅速补充、浓差极化显著减小,因而可以采用高于常规直流电沉积的电流密度,以产生更高的电化学极化,达到细化晶粒、提高铸层致密度的效果。脉冲电流还能提高电铸液的分散能力,改善深镀能力。脉冲供电为电铸提供了丰富的谐波分量,这种暂态的谐波激励和影响着沉积层的质量和物理性能。脉冲电铸有更多的电参数可以在更宽的范围内调节,如脉冲的波形、宽度、间隔、峰值电流等。因而,它比较适合电铸领域中的各种特殊要求,根据制品的不同需要,可以组合出相应的电铸参数规范。
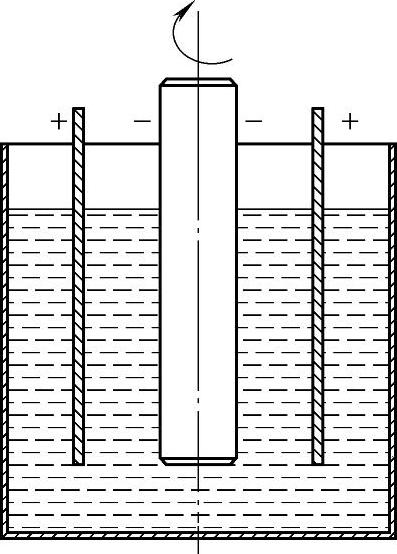
图5.4-7 NET—Ⅱ法原理示意图
实验表明,同样电流密度条件下,脉冲电铸比直流电铸得到的制品表面粗糙度值更低、晶粒更细、更致密,如图5.4-8所示。同时,铸层中的针孔、麻点等缺陷也大幅减少,铸层的内应力也相应减小。
7.其他措施
根据影响电铸层质量的因素考虑,合理调整和控制电铸液温度、酸碱度(pH值)以及净化程度对提高电铸效率和电铸制品的质量非常重要。添加剂往往给电铸效率和质量带来意想不到的效果,有关添加剂的研究越来越受到重视。电铸的阳极影响着电铸液稳定性和电铸层质量,新型构造的阳极(如既作阳极又作超声振动源)已经出现。另外,利用超声波、磁场等物理方法提高电铸效率和质量的技术,也已应用于生产。

图5.4-8 铸层表面微观形貌
a)直流电铸 b)脉冲电铸(https://www.xing528.com)
5.4.4.3 电铸镍
电铸镍制品具有较高的力学强度和硬度,耐蚀性好,可以用来制作塑料或锌合金压铸件的成型模具、电动剃须刀片和网罩、印花滚筒等。电铸镍常用的溶液有硫酸盐(瓦特)型、氨基磺酸盐型和高速电铸镍镀液等。几种不同类型镀液获得的电铸镍层物理性能见表5.4-14,其镀镍工艺特点见表5.4-15。
表5.4-14 不同类型镀镍溶液的沉积物的物理性能

注:表中所列为厚度1mm以上镀层的性能参数,带负号的参数表示张应力。
表5.4-15 几种典型电铸镍的工艺特点

高速电铸镍镀液组成与氨基磺酸电铸镍相似,镀液中氨基磺酸镍含量高(650g/L),不含有机物或其他添加剂。这种镀液的优点是沉积速度非常快,当温度为65℃、电流密度为22A/dm2时,沉积速度可达250μm/h。可通过调节电镀液温度和电流密度来改变镀层的内应力。高速电铸镍的典型工艺见表5.4-16。
表5.4-16 高速电铸镍工艺配方及操作条件

高速电铸镍的镀液配制后,应先进行高锰酸钾及活性炭杂质净化处理,然后经两次阳极电解处理。第一次阳极电解处理的阴、阳极电流密度均为0.5A/dm2;第二次阳极电解处理的阳极电流密度为0.5A/dm2,阴极电流密度为4A/dm2。
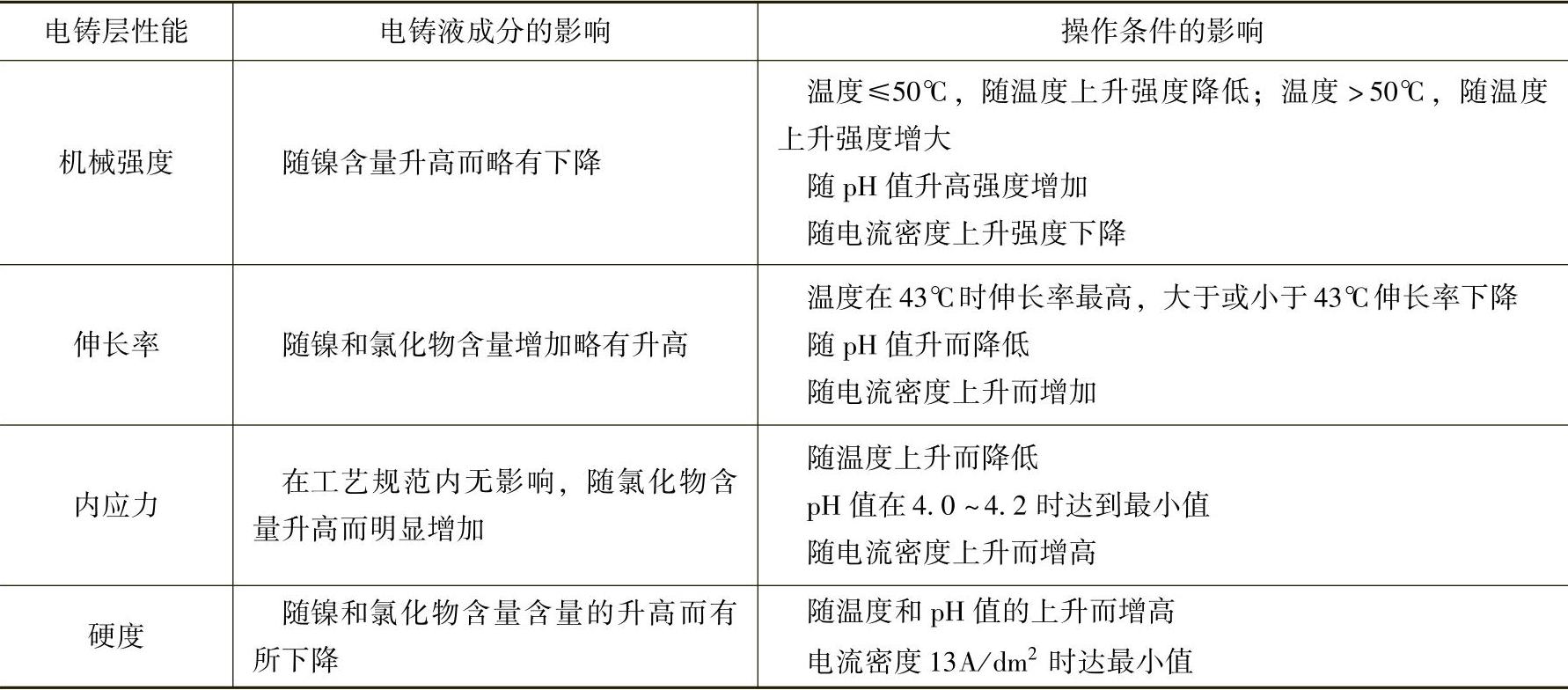
高速电铸镍时由于阴极电流密度很高,最好采用高活性的含硫电解镍块,放入钛质阳极筐中使用。电铸时镀液必须连续过滤。工艺规范和操作条件对高速镍电铸镀层性能的影响见表5.4-17。
表5.4-17 工艺规范和操作条件对高速镍电铸的镀层性能影响
高速电铸镍的镀液在电铸时产生大量氢气泡会造成镀层针孔,为此需要强烈搅拌并连续过滤镀液。
5.4.4.4 电铸铜
电铸铜一般采用硫酸盐电铸液,它具有成分简单、镀液管理容易、对环境污染少、成本较低等优点。氟硼酸盐电铸液成分也简单,对杂质不敏感,镀液容易控制,可用于快速电铸铜,但成本高,对环境污染大。氰化物镀液和焦磷酸盐镀液阴极电流效率低,管理复杂,故较少用于电铸。
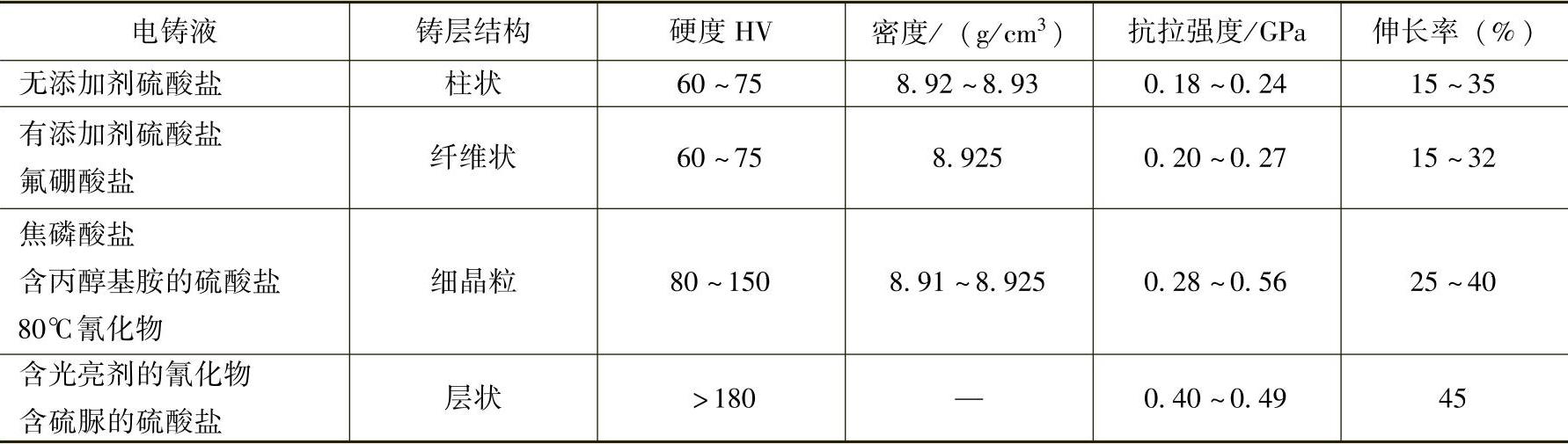
不同类型镀液获得的电铸铜层结构与力学性能不同,见表5.4-18。目前工业上常用的电铸铜镀液有硫酸铜和氟硼酸铜两种,有关工艺配方及操作条件见表5.4-19。
表5.4-18 不同电铸液的铜层结构与力学性能
硫酸盐电铸铜镀液的阴阳极电流效率较高,都接近100%,镀液稳定,变化小。电铸时阳极表面会产生比较细的氧化亚铜不溶物泥渣,电铸时一般不使用阳极袋(避免堵塞或漏渣),将铜阳极(含磷无氧铜板)装入钛筐内,效果很好。电铸时镀液要循环连续过滤。电铸印刷滚筒类简单工件时,可提高镀液温度并旋转工件,用高电流密度进行高速电铸。对于形状复杂的原模电铸,为改善镀液分散能力,可降低镀液中的硫酸铜和硫酸的相对含量,用较低的温度。硫酸盐电铸所得到的电铸层晶粒比较粗大,当铜层达到一定厚度时会出现树枝状结晶和毛刺,平整性也差,可加入适量的光亮剂,改善镀层平整性。
表5.4-19 酸性硫酸铜和氟硼酸铜电铸工艺配方及操作条件
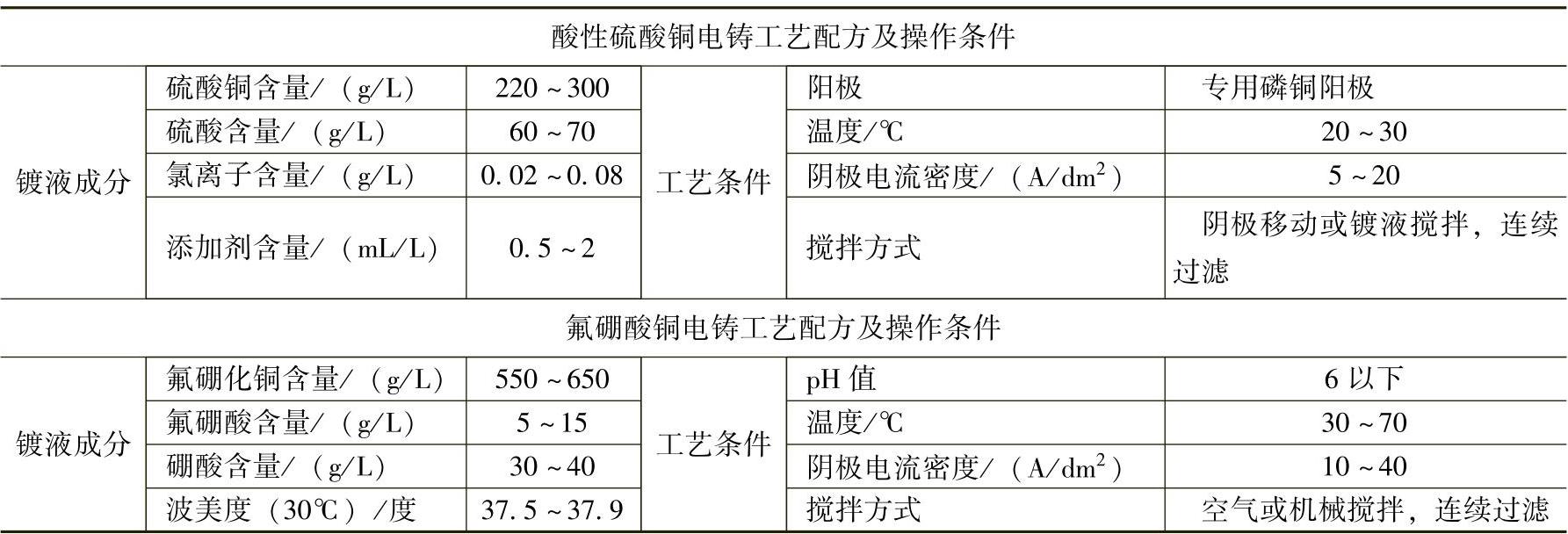
氟硼酸盐电铸铜镀液稳定性好,容易控制,沉积速度快,生产效率高,溶液中不需用添加剂即可得到结晶细致、平滑、柔韧性好的电铸层,因而被广泛地应用于印刷滚筒等制品的电铸中。
5.4.4.5 电铸铁
电铸铁主要用于加工超差、机车曲轴和大型机床磨损零件的修复,以及制造特殊用途零件或模具的电铸,印制工业中所用的铅板、铜板上电铸铁可提高耐磨性,延长使用寿命。电铸铁是较为经济实用的工艺,可以得到硬而脆的铸铁层,再经过热处理使它变软。也可以电铸直接得到软而延展性好的电铸铁层,再通过渗碳、碳氮共渗或渗氮来提高它的硬度。为提高铸铁层的耐蚀能力,常在电铸铁层上再电镀镍或铬。
电铸铁的种类较多,有氯化亚铁型、硫酸亚铁型、氯化物和硫酸盐混合型、氟硼酸亚铁型和氨基磺酸盐型等。其中氨基磺酸盐电铸铁应用较多,标准的氨基磺酸盐电铸铁工艺配方及操作条件见表5.4-20。
表5.4-20 标准的氨基磺酸盐电铸铁工艺配方及操作条件

除上述标准的氨基磺酸盐以外,应用较多还有氨基磺酸-氯化物、氨基磺酸盐-尿素、氨基磺酸铵盐等电铸铁的工艺。不同添加物对电铸铁制品的外观和铸层内应力影响不同。
5.4.4.6 电铸合金与稀贵金属
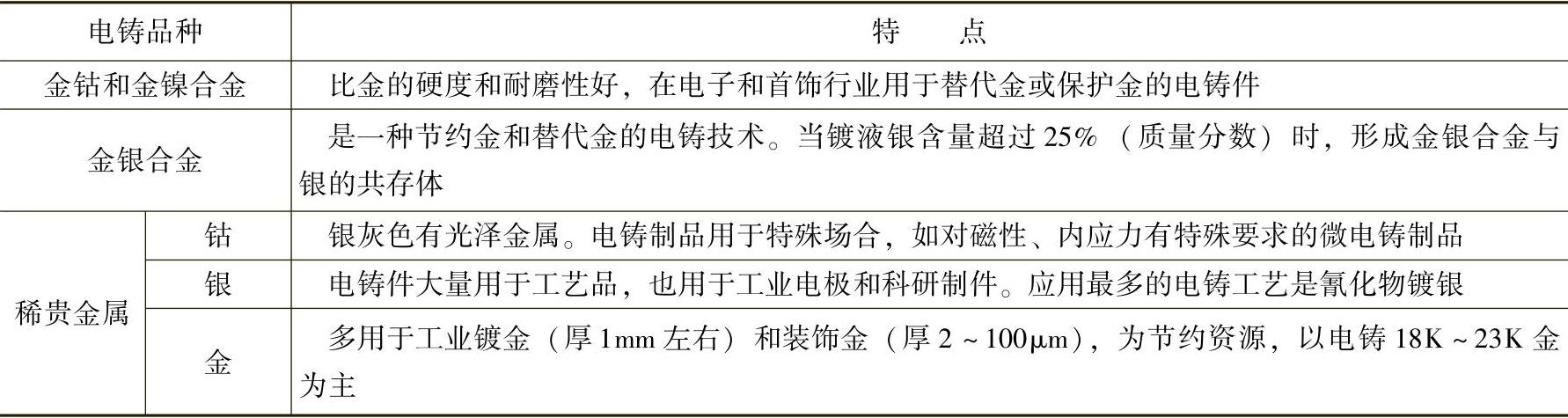
电铸合金是因已有电铸金属不能完全满足工业需要而开发的新材料,其意义在于以低价金属替代一部分贵重或稀有金属。稀贵金属电铸主要满足金银饰品电铸加工业和特殊领域(含科研)的需要。比较常见的电铸合金与稀贵金属及特点见表5.4-21。
表5.4-21 比较常见的电铸合金与稀贵金属及特点

(续)
5.4.4.7 电铸后处理及电铸制品质量检验
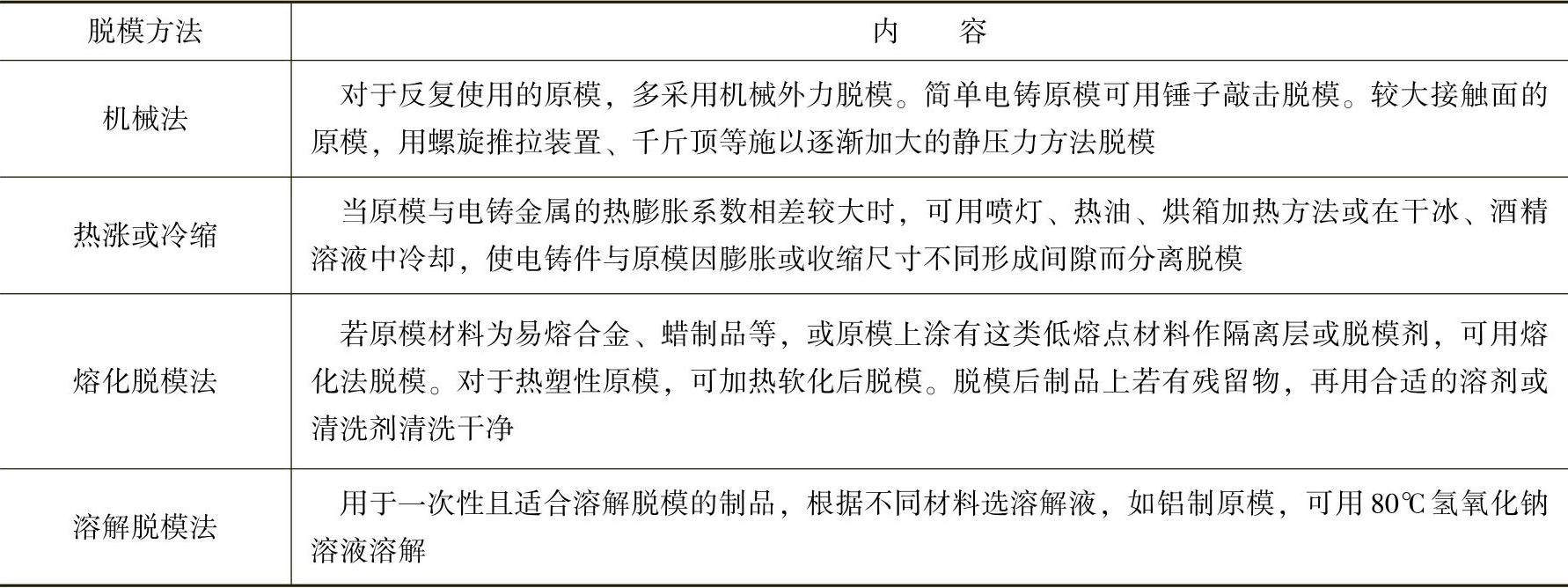
电铸后除了较薄和有特殊要求的电铸制品外,电铸层的外表面一般都非常粗糙,两端的棱边和锐角处有结瘤和树枝状沉积层,应进行必要的打磨、切割、抛光后再脱模。脱模前进行机械加工的优点,一方面原模可以作为衬背加固零件,以避免机械加工中电铸制品变形或损坏;另一方面机械加工力能促使电铸制品与原模分离。对某些电铸制品,由于原模较软或易碎,需另外选择加固材料(衬背),如喷镀金属或合金、浇注低熔点合金、镶嵌、粘接以及包覆塑料或树脂等。电铸后常用的脱模方法见表5.4-22。
表5.4-22 电铸后常用的脱模方法
为赋予电铸制品某些物理、化学性能或为提高防护与装饰性能,可对脱模后的制品进行抛光、电镀、喷漆等修饰处理。
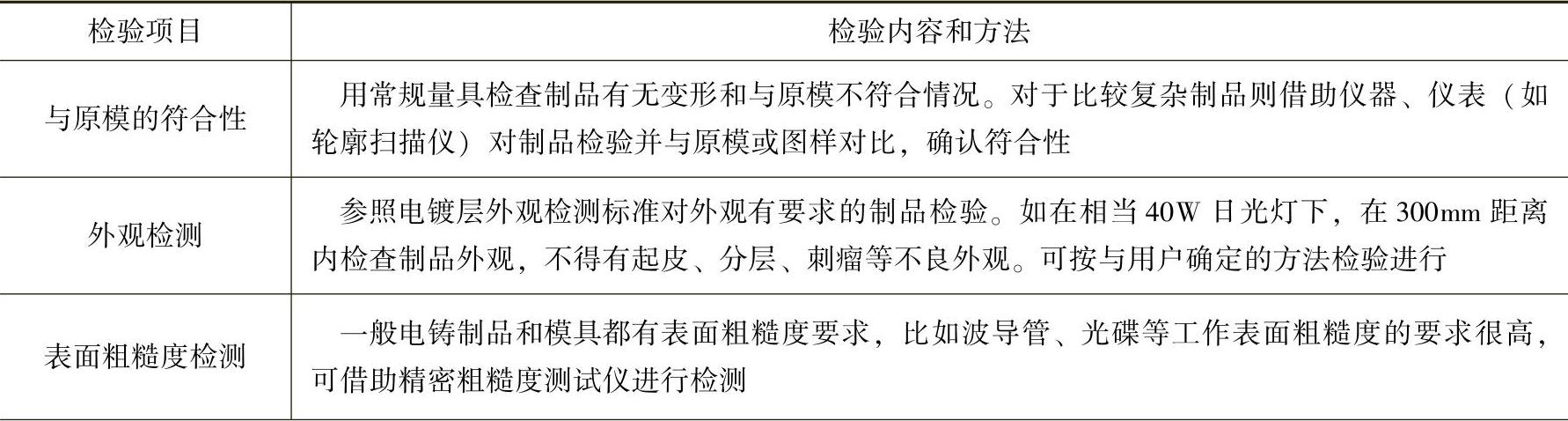
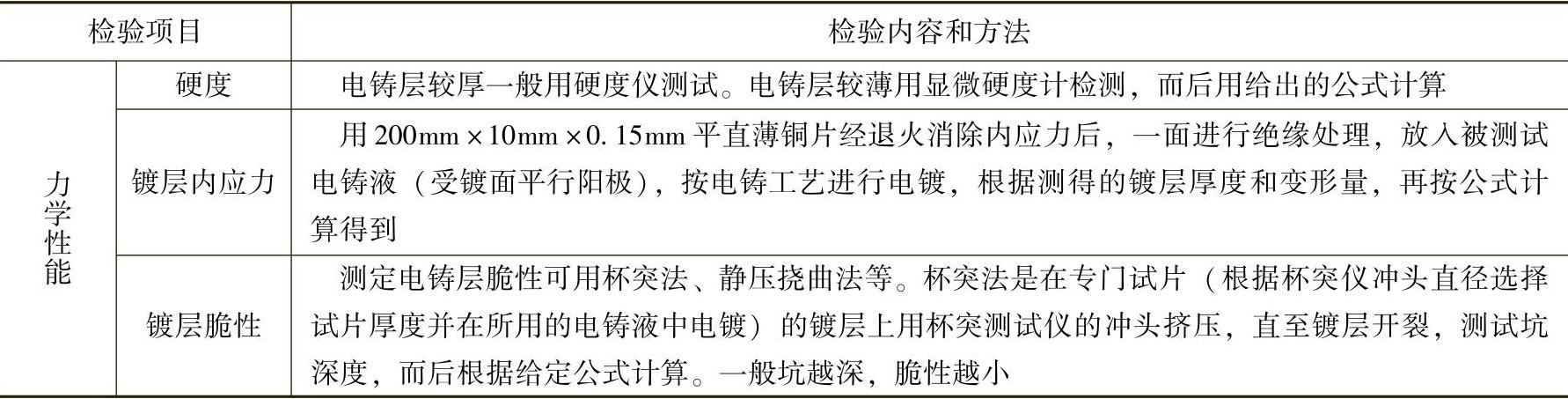
电铸后的制品需要进行检验。不同用途制品检验项目不同。从力学性能、导电或导磁性能、抗蚀性能、热学或光学性能到外观、外形、几何尺寸等,都有几项必要检验项目。表5.4-23列举了部分检验项目。
表5.4-23 电铸制品部分检验项目及检验方法
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。