



5.2.5.1 电解磨削设备组成及设备改造应遵循的原则
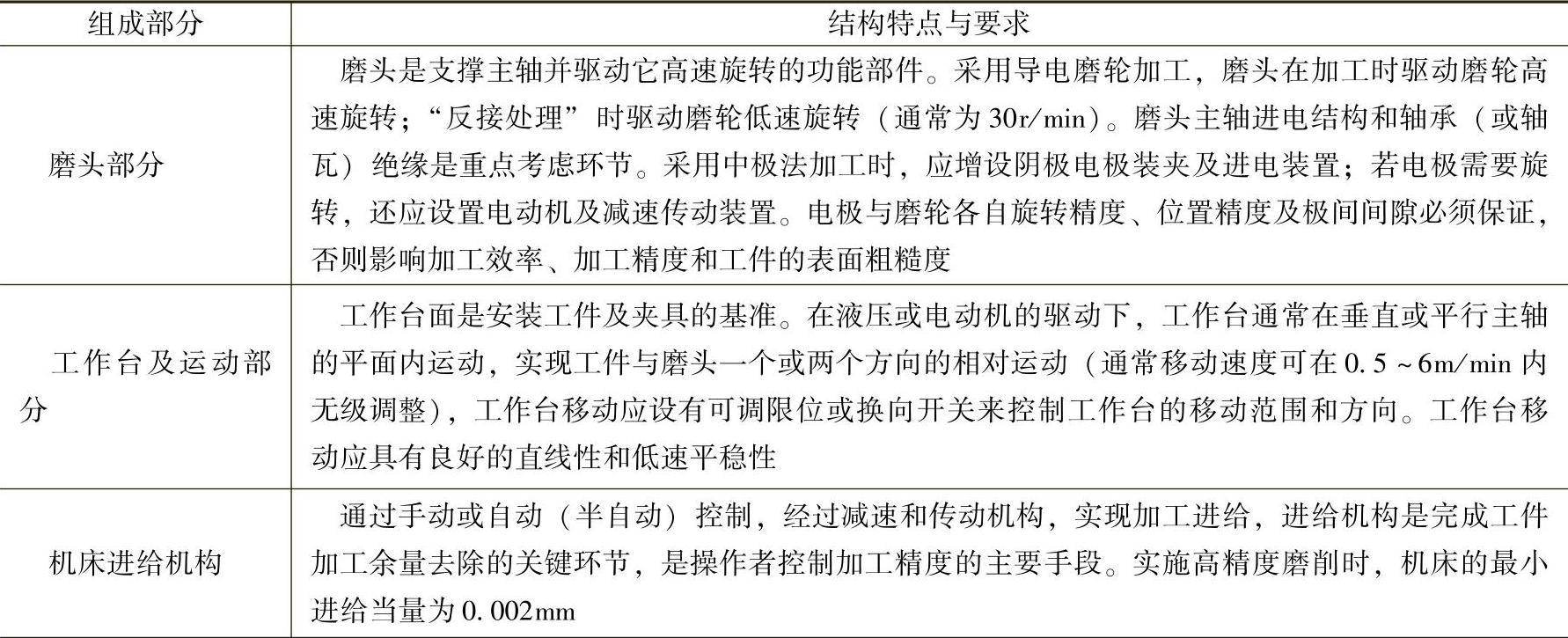
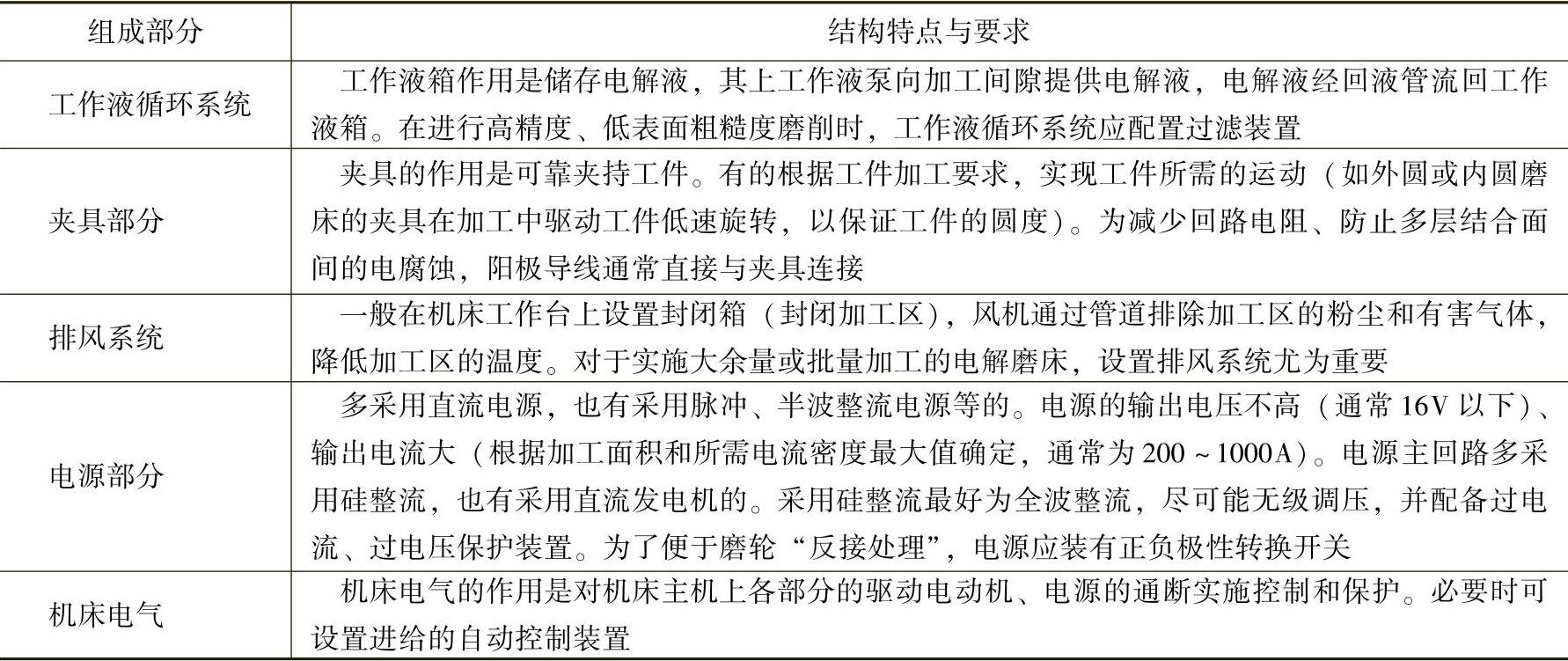
与普通磨床不同,电解磨削机床不仅要有普通磨床的基本结构,还应该有实现电化学加工的电源、导电磨轮、绝缘装置和电解液的供应系统等。电解磨床通常分为主机部分和电源部分。主机部分包括磨头部分、工作台及其运动部分、机床进给机构、电解液循环过滤部分、夹具部分、排风系统等。电源部分包括硅整流电源、机床电气等。电解磨床有关各部分的结构特点与要求见表5.2-23。
表5.2-23 电解磨床的组成部分及其结构特点与要求
(续)
目前国内制造电解磨床的专业厂非常少,多数电解磨床由普通机床改装而成。改装时应遵循以下一般原则:
1)尽可能保持原机床主体结构,这样易于保持机床精度和刚性,缩短改装时间。
2)用导电磨轮或组合式磨轮加工时,机床改造的重点是进电和绝缘。采用磨轮与电极分离的中极法加工时,需安装电极装夹与进电装置,必要时增设电极旋转装置。
3)机床改装时为减少回路的功率损耗,阴、阳极进电电缆要线径粗、路径短、电阻小且连接可靠,尤其进电电刷处接触电阻要小。机床其他部位与进电处应具有良好绝缘,绝缘电阻不小于0.5MΩ。
4)要有完整的电解液输送系统及防护装置。电解液输送系统应保证电解液能充分输入到加工间隙中,输送管路不得渗漏,严防电解液进入机床旋转及运动部位。防护装置要能将加工区密闭,防止电解液四处飞溅。电解液输送系统最好和机床主机分离,若无法分离,其间需加以绝缘,以防漏电。
5)机床和夹具的精度必须满足零件加工精度要求。
6)尽量避免电流穿越主轴轴承及其他运动部位(如导轨、夹具的旋转轴承或轴瓦等),否则轴承或轴瓦会因电蚀而加快磨损,降低精度。
7)应具有抽走有害气体和降低加工区温度的装置。
8)加工表面粗糙度值较低的零件时,应采取有效的过滤方法,以保持电解液的清洁。
5.2.5.2 电解磨削的加工方式及加工工艺
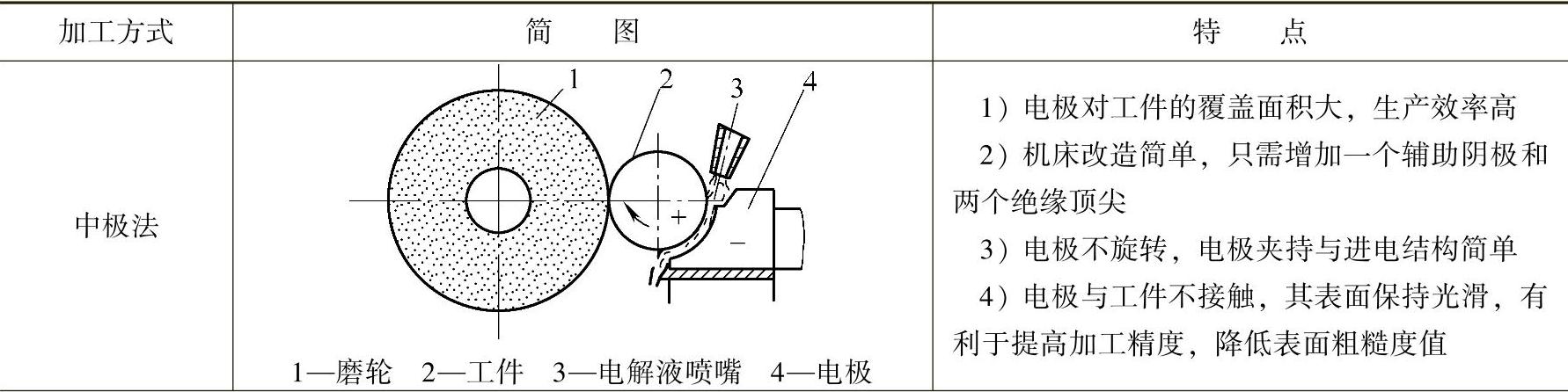
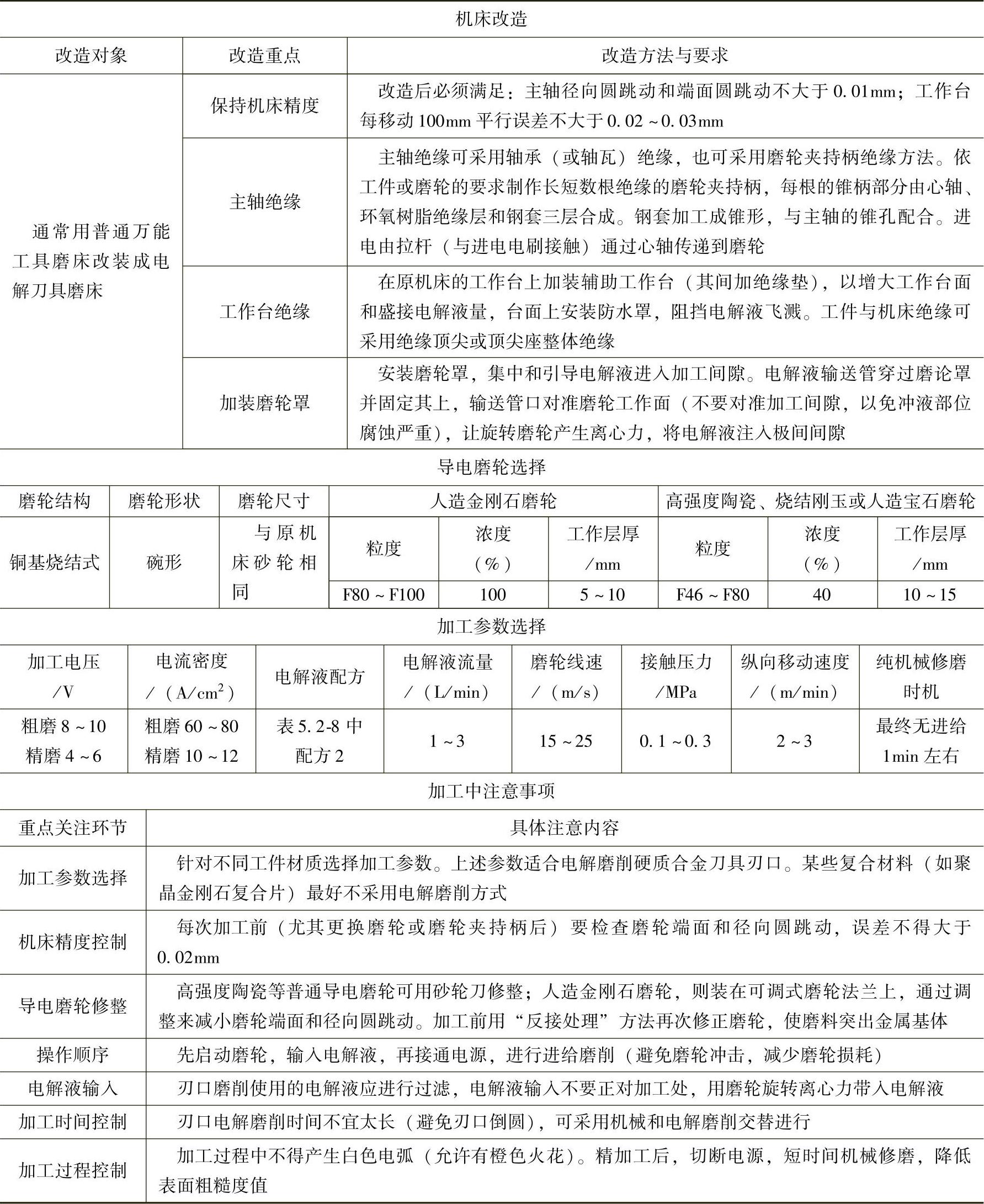
原则上讲,所有机械加工磨床都可以改装成电解磨床,只要遵循改装原则。但在实际生产中应根据被加工工件的要求,选择适合的加工方式并制订适宜的电解磨削工艺。电解磨削加工工件的外圆、内圆、平面和刀具刃口时的加工方式选择、机床改造重点、加工参数选择和加工注意事项见表5.2-24~表5.2-27。
表5.2-24 电解磨削工件外圆的加工方式、机床改造与加工工艺
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
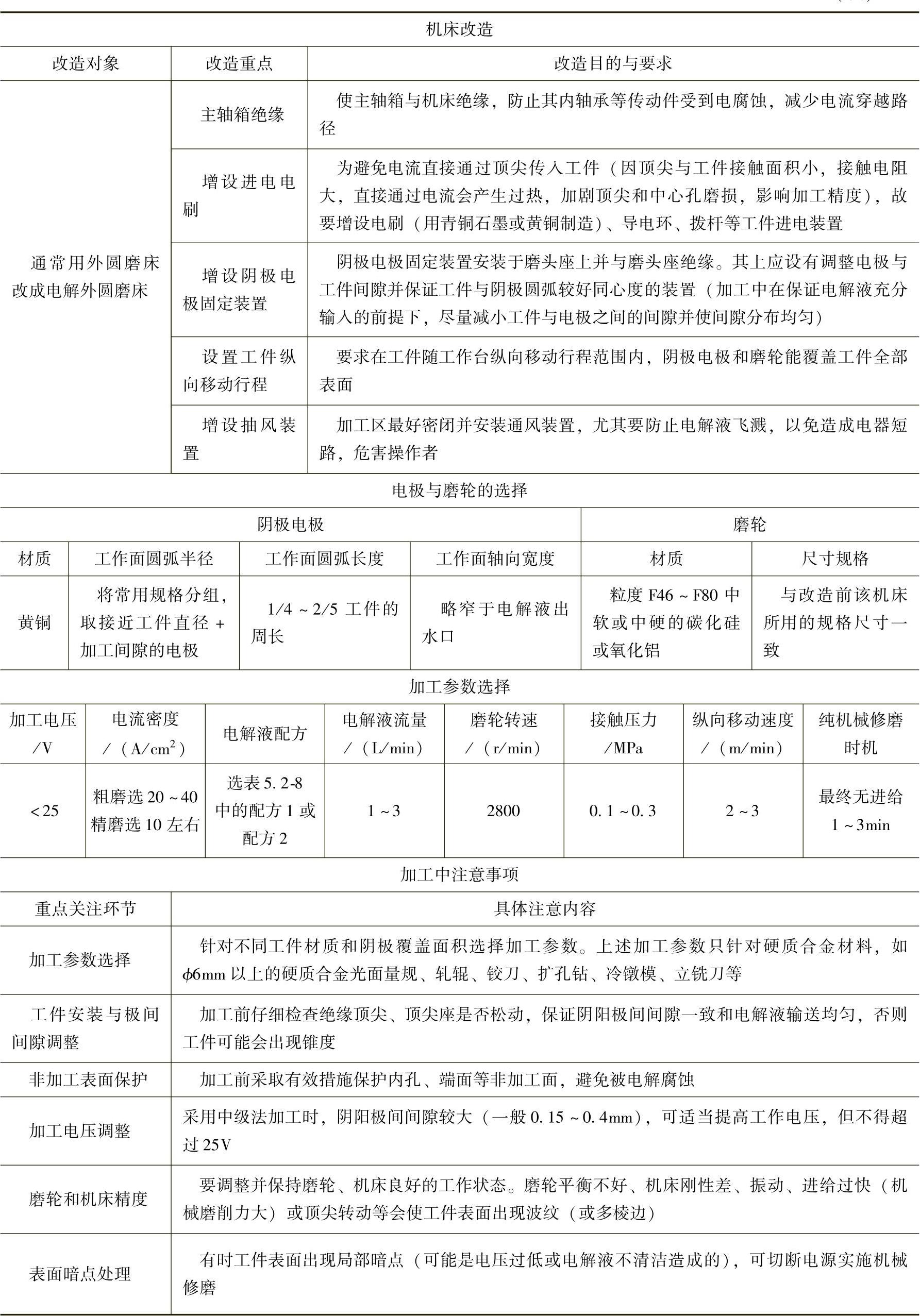
表5.2-25 电解磨削工件内圆的加工方式、机床改造与加工工艺

(续)
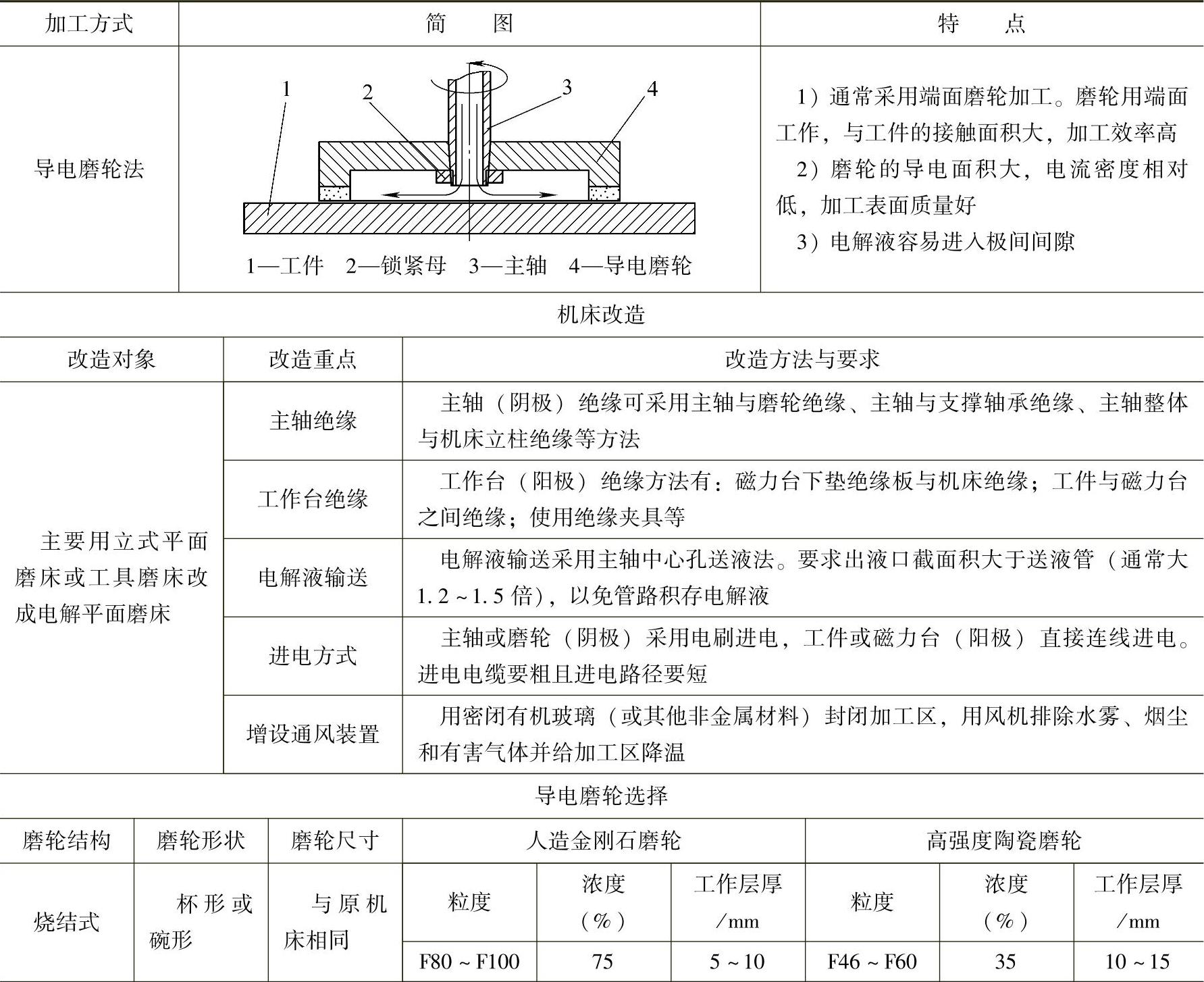
表5.2-26 平面电解磨削的加工方式、机床改造与加工工艺
(续)
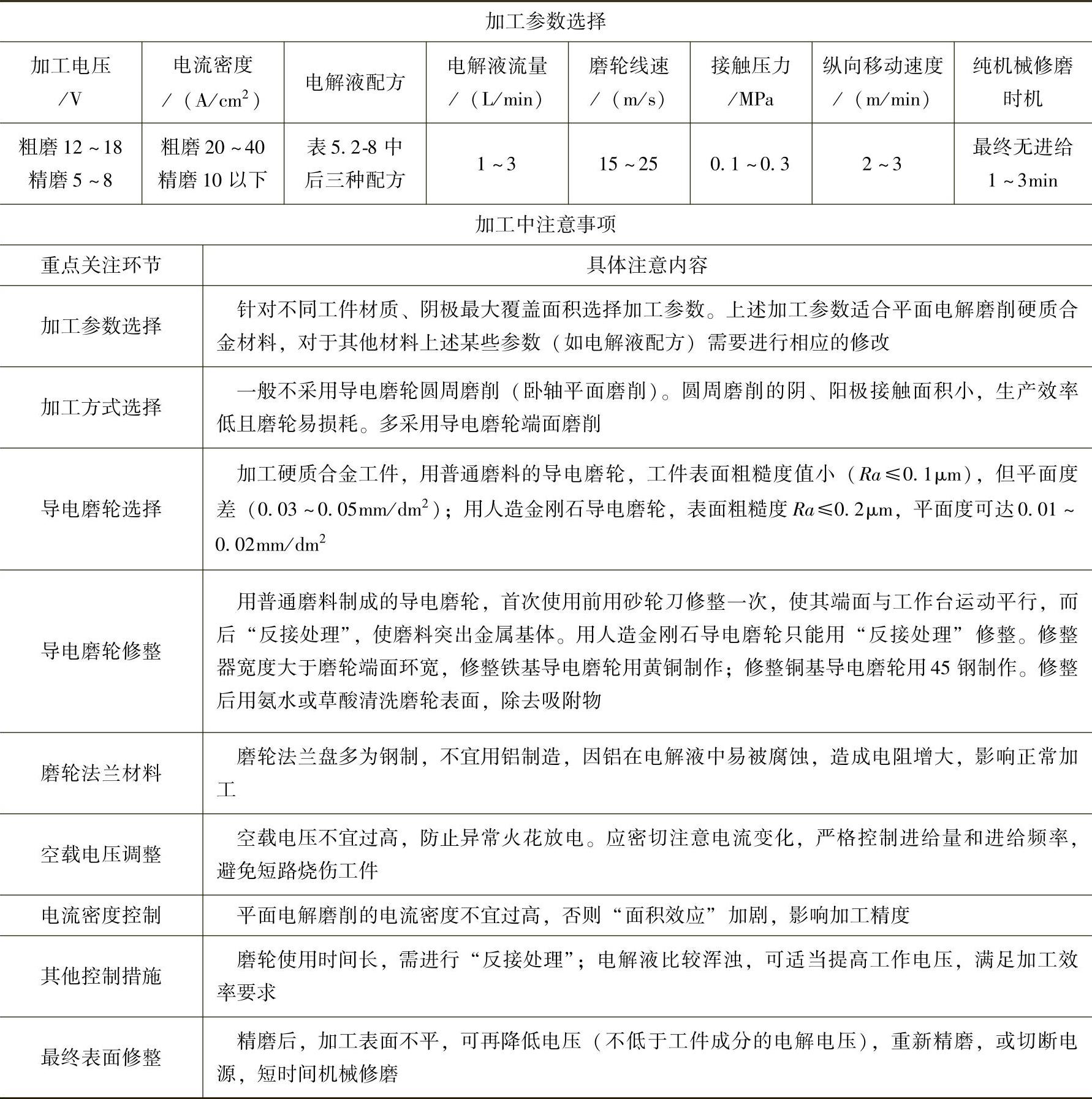
表5.2-27 电解磨削刀具刃口的加工方式、机床改造与加工工艺
(续)
除上述电解磨削在加工工件外圆、内圆、平面以及刀具刃口方面的应用外,电解磨削还应用于成形零件加工(应用不够普遍),如部分硬质合金螺纹工具、成形刀具、量具和凸轮等用电解磨削加工。成形零件的种类很多,不同零件的电解磨削的加工方式不同,所要选择或改造的机床结构不同,加工工艺也有所区别。从成本角度考虑,只有同种成形零件具备一定批量,其电解磨削才有实际意义。有关成形零件的电解磨削工艺请有针对性地参阅相关资料。
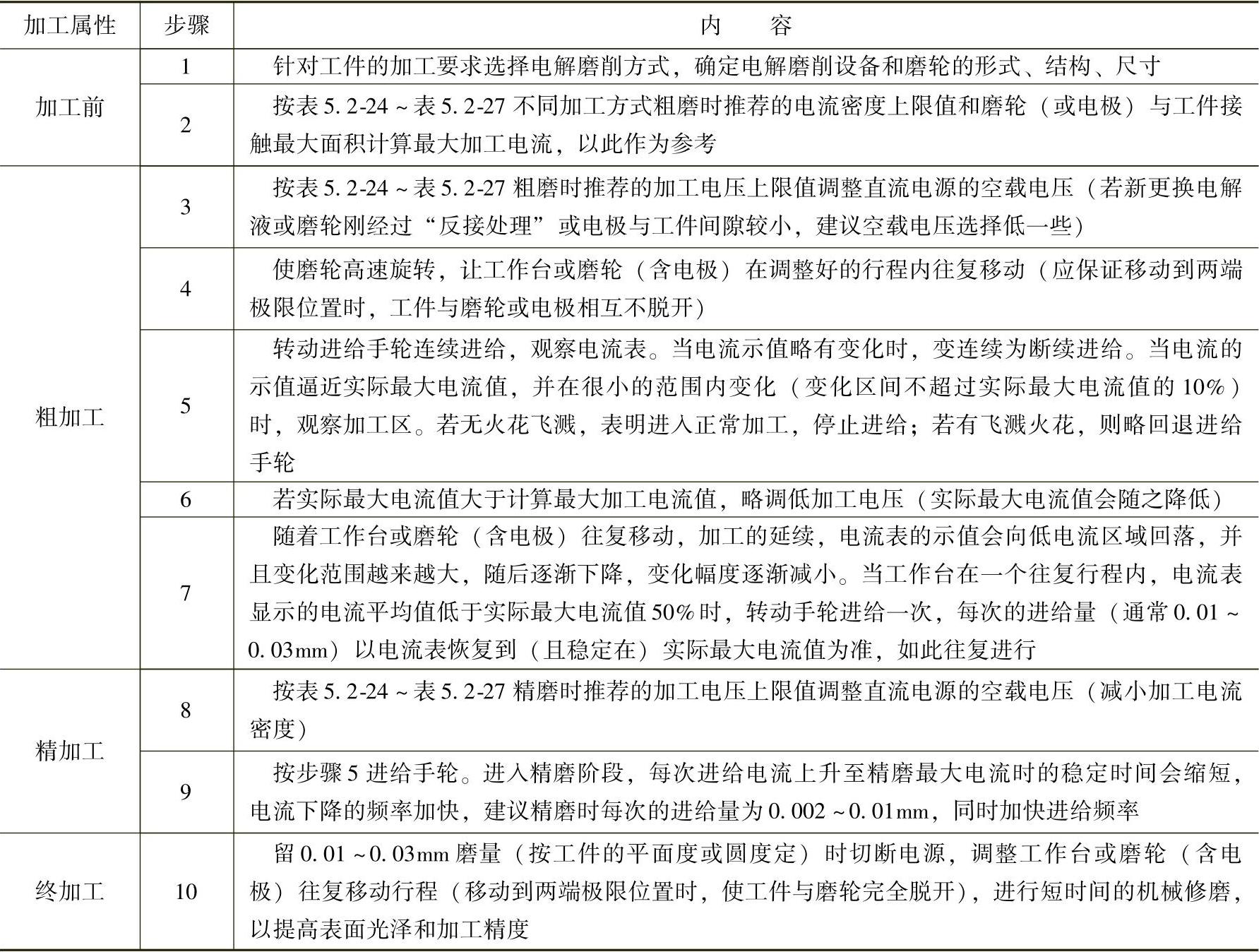
与普通机械磨削不同,多数电解磨削加工是在封闭的罩或箱体内进行的,这给操作者观察加工状态(如工件表面钝化膜状态、磨轮接触情况、电解与磨削同步与否等)、决定进给时机和控制单步进给量带来困难。表5.2-28推荐一种通过观察电流表、电压表的变化来判定进给时机和进给量的方法,这种方法应用于用直流电源平面电解磨削硬质合金工件的实际加工中,取得了良好效果。
表5.2-28 电解磨削进给时机和进给量的控制
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。