



激光非晶化(Laser Glazing)是指通过激光照射材料,使材料表层快速熔化,将液体以大于一定的临界冷却速度急冷到低于某一特征温度,以抑制晶体形核和生长,将材料液态时各向同性保持到固态,最终得到非晶态固体。
4.4.4.1 非晶态金属的结构、性质
非晶态金属常称为金属玻璃(Metallic glasses)。非晶态物质是一种新的、特殊的物质状态。它基本的特征是:不具有长程有序的晶体结构,具有高达1012Pa·s以上的动力粘度,在某一窄的温度区域内能够发生明显的结构相变。由于非晶态金属在原子排布上完全不同于结晶态金属,微观结构决定了它具有一系列新的特点,其优异的电磁性、化学和力学性能日益受到普遍关注,获得了广泛的应用,因而非晶态金属的发现被认为是金属材料科学中的一次革命。
1.结构特点
材料的性能归根结底是由它的微观结构决定的。而结构又依赖于组成材料的各元素原子的电子状态和分布,原子结构(分布)的变化即结构弛豫,严重影响非晶态金属的性能。非晶态结构的主要特点如下:
1)结构长得无序。晶体结构的根本特点是它的点阵周期性。在非晶态金属中,这种点阵周期性消失了,像“格点”、“格常数”、“晶粒”等概念在这里失去了固有的意义。
2)短程有序。同晶态合金相比,非晶态合金的最近邻原子间距与晶态的差别甚小,配位数也相近。但是,在次近邻原子的关系上就可能相差很大。这种短程有序通常可分为两种,即化学短程有序和拓扑短程有序。当某一合金元素原子周围的化学组分与其平均值不相同时即为化学短程有序;而拓扑短程有序指的是非晶态金属元素的局域结构的短程有序。
3)非晶态与液态金属的结构有差异。非晶态金属和接近熔点的液态金属虽然都表现出短程有序,但他们的结构存在本质上的差别。非晶态金属的径向分布函数RDF(Radial Distribution Func-tion)和双体相关函数g(r)(Pair Correlation Function)曲线的第二峰明显地分裂成两个亚峰,而在液态金属(接近熔点)不发生分裂。
4)非晶态金属的组织结构在宏观上是均匀和各向同性的。
5)非晶态金属结构是一种亚稳态结构。在一定的条件下(比如高温、强冲击作用)会向更稳定的状态——晶态转变而变成普通晶态金属。我们把这一转变过程称为“晶化”。
2.性能特点
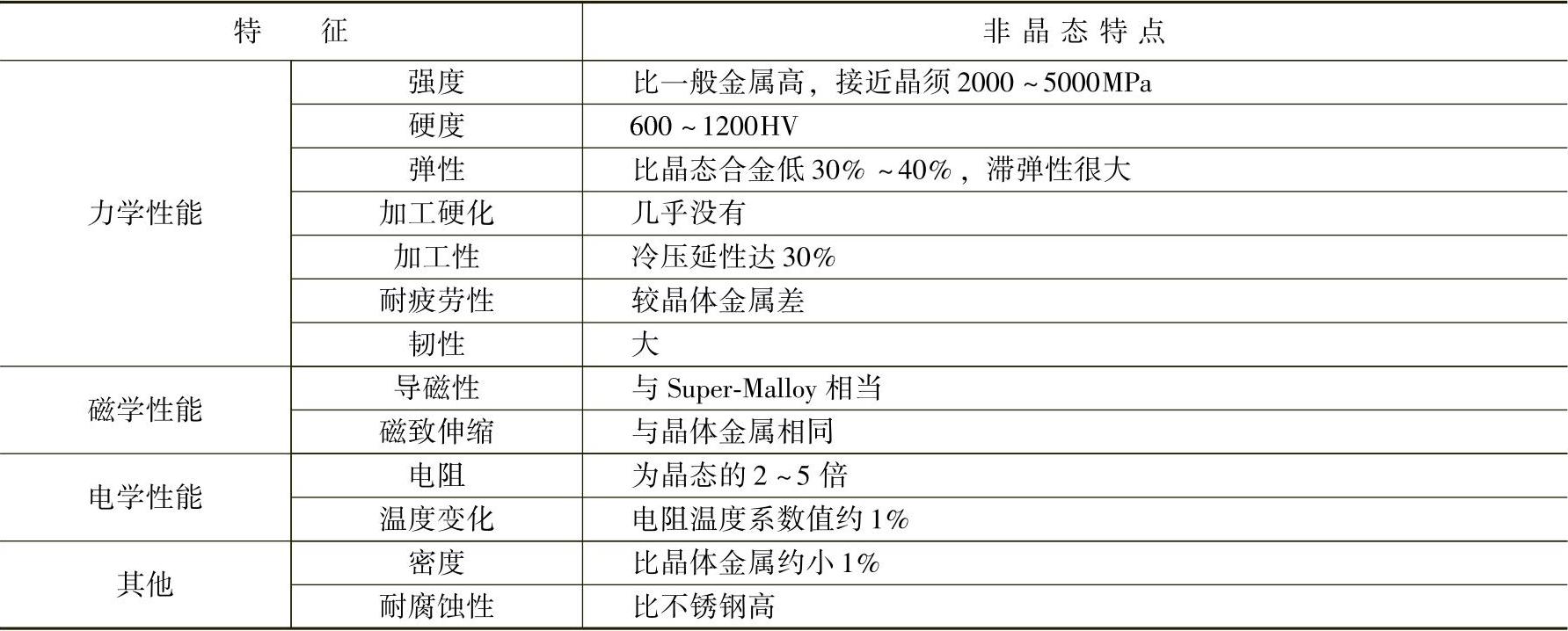
非晶态金属的微观结构特点决定着宏观性能不同于晶态金属。它具有优异的软磁性能、力学性能、化学性能和电学性能等。迄今为止,研究最多、产量最大、应用最广的是非晶态软磁合金,用作结构材料也已经形成规模和应用(包括用快淬工艺制作的微晶和纳米晶材料)。催化剂材料目前也得到了实用化发展。非晶态合金的主要的性能特征见表4.4-8。
表4.4-8 非晶态合金的特征
4.4.4.2 激光表面非晶化处理的特点
目前制备非晶合金最主要的方法是采用液态急冷法,其中最常用的有单辊冷却法和双辊压延法。单辊冷却法是利用被熔化的金属通过一个喷嘴喷射到一个高速旋转的金属辊上,直接形成厚度为15~40μm、宽度为5~100mm可控的非晶态薄带,制带速度为15~35m/s。液体金属急冷时的导热必须通过接触面,表面上不可避免地存在不利于导热的氧化膜及吸附气体,冷却速度能达到106~107K/s。由于纯金属元素形核、生长速度较快,对非晶化冷却速度要求非常高,用急冷法很难得到纯金属非晶。
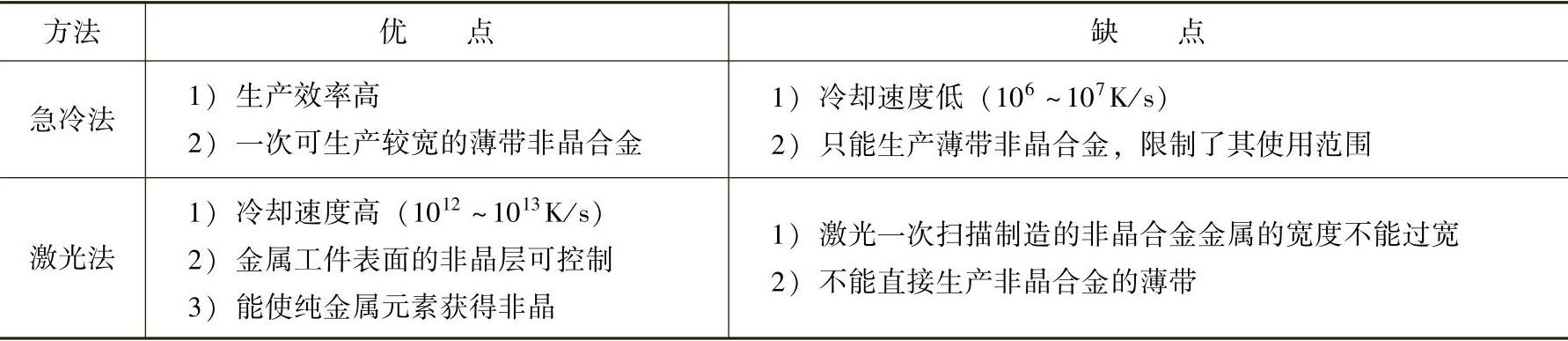
激光表面非晶化使用高能量密度的激光脉冲将金属表面瞬时加热至液态,激光脉冲停止后液态表面向仍处于冷态的基体深处迅速导热,因其间没有氧化膜存在,可以达到很高的冷却速度(1012~1013K/s)。用纳秒级的激光脉冲可以得到1013K/s的冷却速度,比超急冷法还要高几个数量级,可以得到纯金属的非晶态。利用激光非晶化,虽不能制成薄膜式非晶金属,却能将零件表面几十埃的薄层处理成非晶态,对提高零件的耐蚀性能及耐磨性能有很大的意义。激光表面非晶化已成为研究非晶金属的有效手段和探索材料表面改性的重要方法。表4.4-9列出了两种非晶金属制备方法的优缺点比较。
表4.4-9 两种非晶金属制备方法的比较
4.4.4.3 激光表面非晶化的原理
制备非晶态金属的一般原理如下:
1)使液态金属以大于临界冷却速度急速冷却,使得结晶过程受阻而形成非晶态。
2)将这种热力学上的亚稳态保存下来,冷却到玻璃转变温度以下而不向晶态转变。
由于YAG激光波长比CO2激光波长小一个数量级,所以在相同条件下,YAG激光比CO2激光容易形成非晶态(即短程有序)。
在激光加热材料表面形成的熔体经快速冷却凝固后,材料的组织结构取决于凝固过程的热力学和动力学条件。从热力学角度来看,只有当过冷熔体的温度低于晶化温度Tg时,非晶态的自由能最低,此时原子根本来不及进行长距离的扩散,液相→固相的转变只能是无扩散或无分离的转变,这种情况最可能形成非晶,故将Tg也称为熔体的非晶化温度。实际上,熔体的凝固温度与冷却速度有关,当冷却速度较低时,熔体的过冷度小,原子有足够的扩散能力,因而实际结晶温度Tn远高于Tg,此时将获得稳定相的晶体。当冷却速度很高时,凝固在Tg附近发生,此时与非晶态共存的是单相微晶,微晶可以在液-固界面前沿的过冷熔体中自发形核生长,也可在基体晶体上外延形核生长。当合金是过共晶成分,在Tg附近凝固时,与形成非晶的竞争相不是平衡相,而是共晶组织。形成共晶的必要条件是必须在成分均匀的熔体中,通过扩散再分布来完成生成共晶组成相的重构,这就是结晶动力学障碍,使深共晶成分的合金,容易形成非晶态。因此,激光表面非晶化时,其热力学判断的温度应该是Tg/Tn。(https://www.xing528.com)
实际上,熔体合金急冷时形成非晶更为合理的判据应从形核动力学方面考虑,要求在冷凝过程有较低的固→液界面移动速度vj和足够快的热量扩散速度vr,以抑制液体的形核和生长。当vj>vr时,凝固过程主要是受热流控制,过冷度较小,很难得到非晶;当vj vr时,凝固过程受固→液界面的移动控制,过冷度很大,易形成非晶。晶体形成的温度与时间的转变曲线(TTT曲线)如图4.4-19所示,只有在曲线左侧范围内冷却才能形成非晶态,这个冷却速度称为临界冷却速度。不同成分的非晶态金属的临界冷却速度Rc可在102~107K/s数量级之内变化,且多数非晶态合金可在105~106K/s的冷却速度下获得。几种金属及合金的临界冷却速度列于表4.4-10。
vr时,凝固过程受固→液界面的移动控制,过冷度很大,易形成非晶。晶体形成的温度与时间的转变曲线(TTT曲线)如图4.4-19所示,只有在曲线左侧范围内冷却才能形成非晶态,这个冷却速度称为临界冷却速度。不同成分的非晶态金属的临界冷却速度Rc可在102~107K/s数量级之内变化,且多数非晶态合金可在105~106K/s的冷却速度下获得。几种金属及合金的临界冷却速度列于表4.4-10。
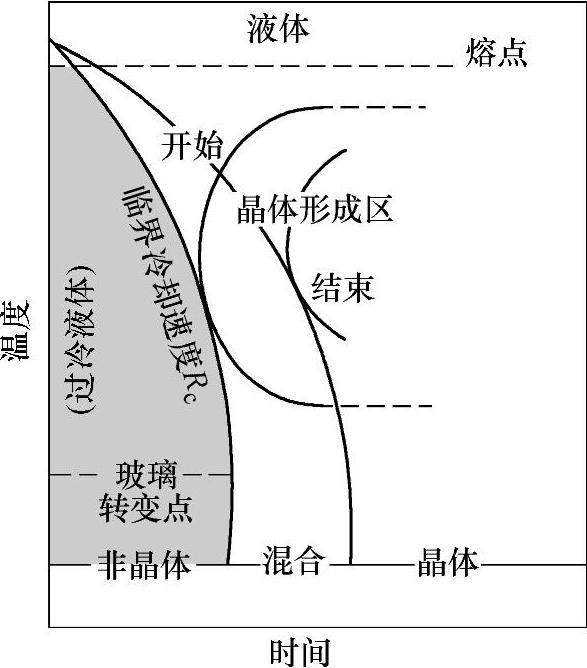
图4.4-19 晶体形成的温度与时间的转变曲线
表4.4-10 几种金属及合金的临界冷却速度

注:表中材料牌号中的数值为组分的质量分数。
脉冲激光与连续激光形成非晶的原理是相同的。当短或超短激光脉冲(10-6~10-15s)作用在金属表面时,迅速使金属表面熔化,在金属薄层内(<10-6m)形成过热度很高的熔体。同时在热量尚未传给冷基体的条件下,熔体与相邻基体之间保持了很大的温度梯度,从而实现了熔体的超快速冷却,使熔体过冷至其晶化温度Tg以下,在金属表面形成非晶。用大功率激光作用在金属表面极短的时间(<10-6s),同样会使熔体过冷至Tg以下,形成非晶。
4.4.4.4 激光表面非晶化工艺及影响因素
1.工艺参数的选择
脉冲激光表面非晶化常采用YAG激光器,连续激光表面非晶化则常用CO2激光器。为了在钢铁和镍基合金等材料上形成非晶临界冷却速度很高的表面非晶层,可以在激光非晶化处理前对基体金属材料表面进行预处理。预处理方法包括激光合金化、电镀或气相沉积、粘接或等离子喷涂等。
激光非晶化工艺参数主要取决于被处理材料的特性。对容易形成非晶的金属材料而言,形成非晶的工艺参数如下:
1)脉冲激光表面非晶化能量密度一般为1~10J/cm2,脉冲宽度一般为10-6~10-10s(激光作用时间)。1979年,R.Tsu等采用4倍频的Nd:YAG激光器,选用波长为0.265μm,脉冲宽度为10μs,第一次在单晶硅上得到几十纳米厚的非晶体;1980年P.Mazzoldi使用红宝石激光器,选用波长为0.69μm,脉冲宽度为15ns,在纯铝上得到非晶体。
2)连续激光表面非晶化的功率密度>106W/cm2,扫描速度为1~10m/s。1981年H.W.Bergmann使用3kW连续CO2激光器,选用光斑直径为0.5mm,扫描速度为20cm/s,进行了莱氏体工具钢(w(C)=2.1%,w(Cr)=12%)上40μm厚的FeB合金喷涂层的激光非晶化,得到了非晶区,非晶区的硬度为1700HV,远远大于晶区的420HV。
高的能量密度或功率密度的主要作用是使金属表面形成过热度很高的熔体(但应避免金属表面汽化并形成等离子体),使熔体与相邻基体间保持极大的温度梯度。而激光脉冲宽度或扫描速度vj则可控制热量转移的速度vr,当vj vr时,凝固过程受界面移动控制,过冷度大,易形成非晶。
vr时,凝固过程受界面移动控制,过冷度大,易形成非晶。
2.影响激光表面非晶化的因素
(1)合金成分不均匀性的影响 激光表面非晶化时,熔池内合金在激光照射时的均匀化程度将影响非晶化的效果。在激光照射功率不变的情况下,扫描速度的提高或照射时间的缩短,使得熔池寿命缩短,即减少了熔池内合金的均匀化时间。当熔池的寿命短到其合金成分不能均匀化时,造成熔池内各微小体积元之间的成分出现不同,甚至可能还会保留未熔的原始晶体。熔池成分的不均匀,导致热力学参数也不同,处于共晶点的成分形成非晶的能力最大。因此,成分不均匀的熔体过冷到晶化温度以下时,偏离共晶成分的微小区域,由于非晶形成能力差,可能形成晶相。这些晶体又可成为相邻体积元的“杂质”而满足相邻微区非均匀形核的条件,成为其形核核心,从而降低了相邻区域形成非晶的能力。
在高的冷却速度情况下,液-固界面动力学主要受成分扩散控制的,熔池内合金成分的不均匀将有利于扩散和形核所需的成分起伏,帮助晶体的形核和长大,降低了非晶的形成能力。
因此,激光非晶化应该在保证熔池内原始晶体的熔化且成分均匀化的前提条件下,实现高速冷却,才能达到良好的非晶化效果。
(2)晶态基体和熔池中未熔晶体的影响 在激光非晶化过程中,晶态基体和熔池中未熔晶体为相邻过冷熔体提供了非均匀形核甚至晶体外延生长的条件。同时,它也提高了熔体形成非晶所需的临界冷却速度,对激光表面非晶化十分不利。
大量研究结果显示:在激光表面非晶化时,表层非晶层的厚度一般远远小于熔层厚度。这也说明了晶态的基体对过冷熔体形成非晶的不利。
4.4.4.5 激光表面非晶化的工艺参数
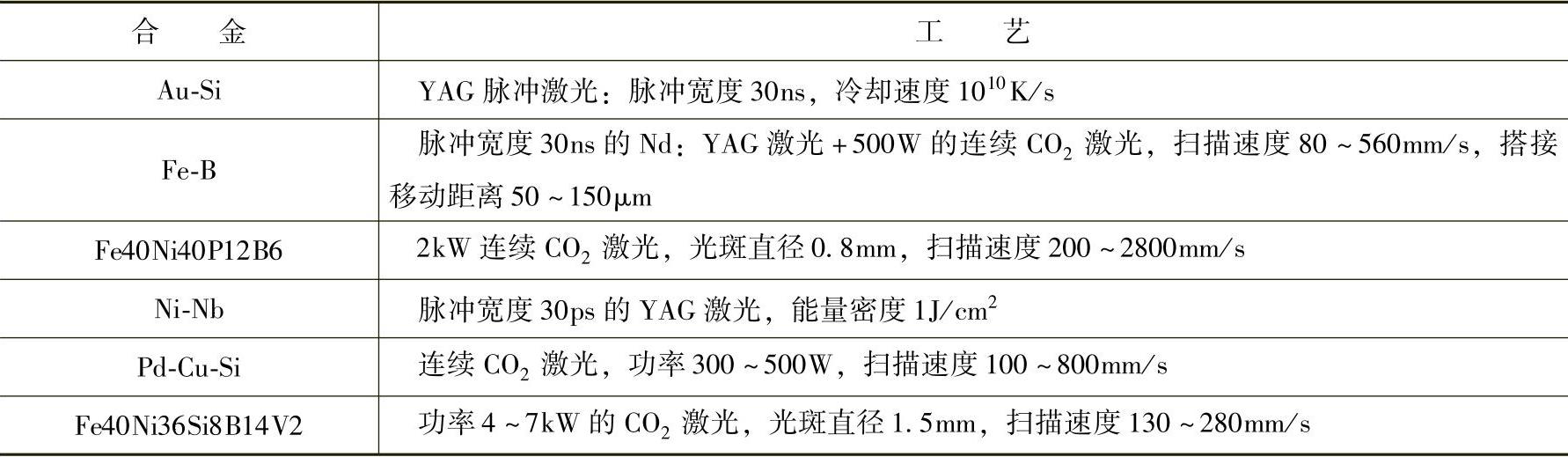
已成功获得金属非晶表面的激光工艺参数列表4.4-11。
表4.4-11 激光表面非晶化工艺参数举例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。