



3.7.1.1 加工工艺指标
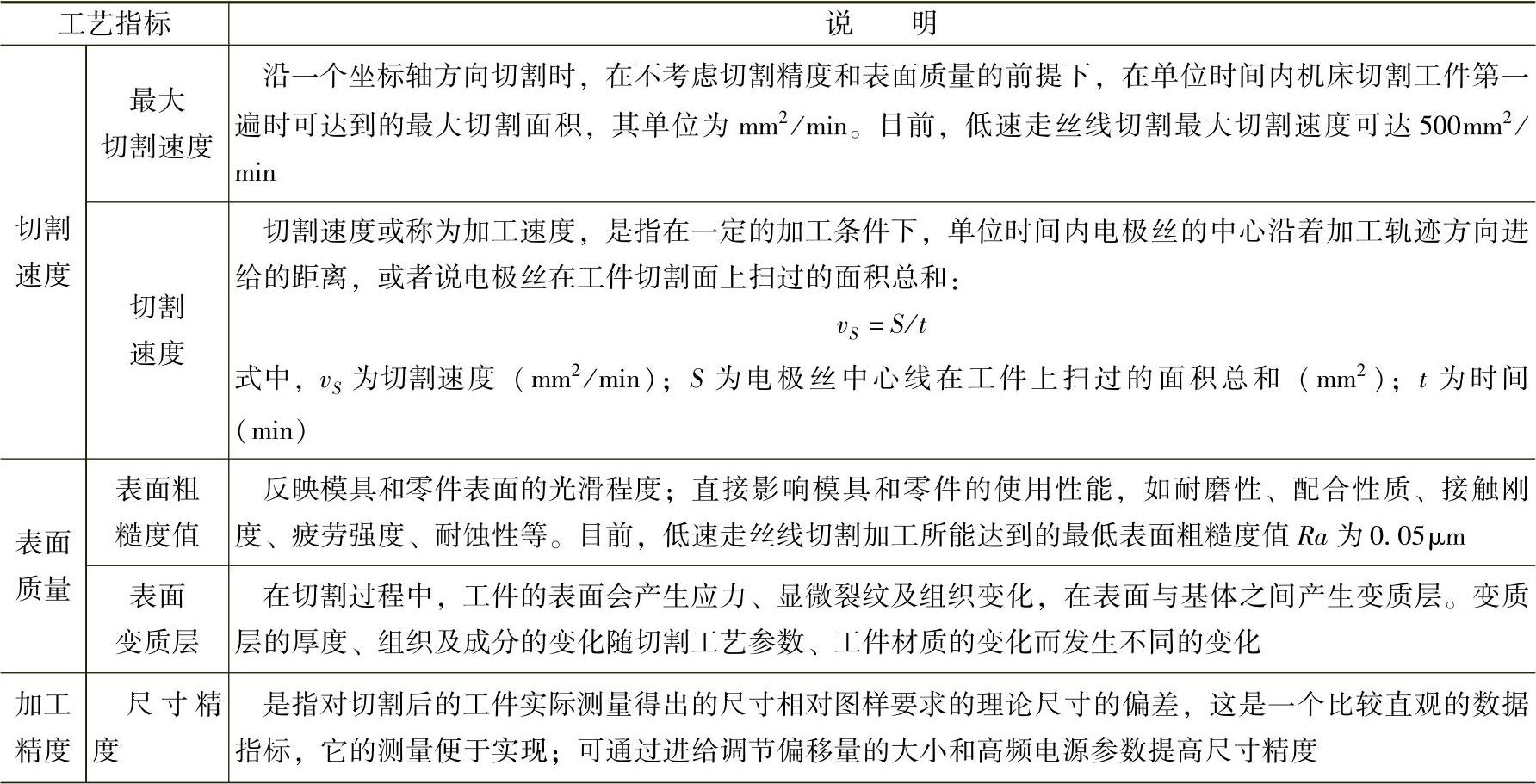
低速走丝电火花线切割加工工艺指标主要包括切割速度、表面质量和加工精度等,表3.7-1对各加工工艺指标进行了解释说明。
表3.7-1 加工工艺指标及说明
(续)

另外,低速走丝电火花线切割大多采用多次切割的加工工艺方法,每遍的切割速度并不相同。在切割过程中,机床控制系统可实时显示切割线速度,其单位为mm/min。低速走丝的切割线速度一般包括:主切割线速度(vx1)、单次切割线速度(vxn)和平均切割线速度(vxm)。其具体含义及计算公式如表3.7-2所示。
表3.7-2 切割线速度含义及计算方法
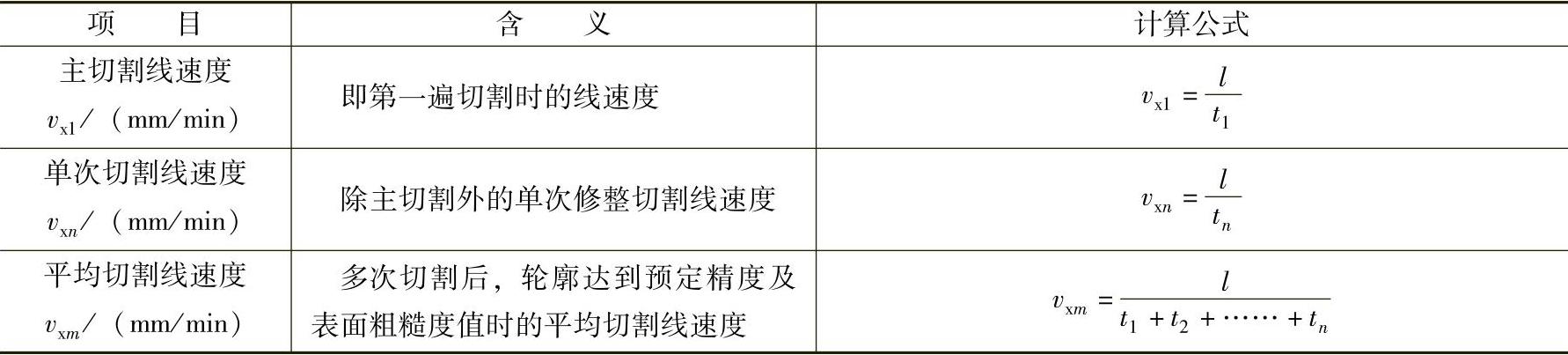
注:1.l为切割轮廓的长度,单位为mm。
2.tn为第n次切割时间,单位为min。
3.7.1.2 影响加工工艺指标的因素
影响低速走丝电火花线切割加工工艺指标的因素很多,大致可分为电参数的影响和非电参数因素的影响。电参数为脉冲电源输出的参数。非电参数包括机床的机械精度,走丝系统、工作液系统、伺服控制系统的参数,还包括电极丝及工件的特性等。
1.电参数对工艺指标的影响
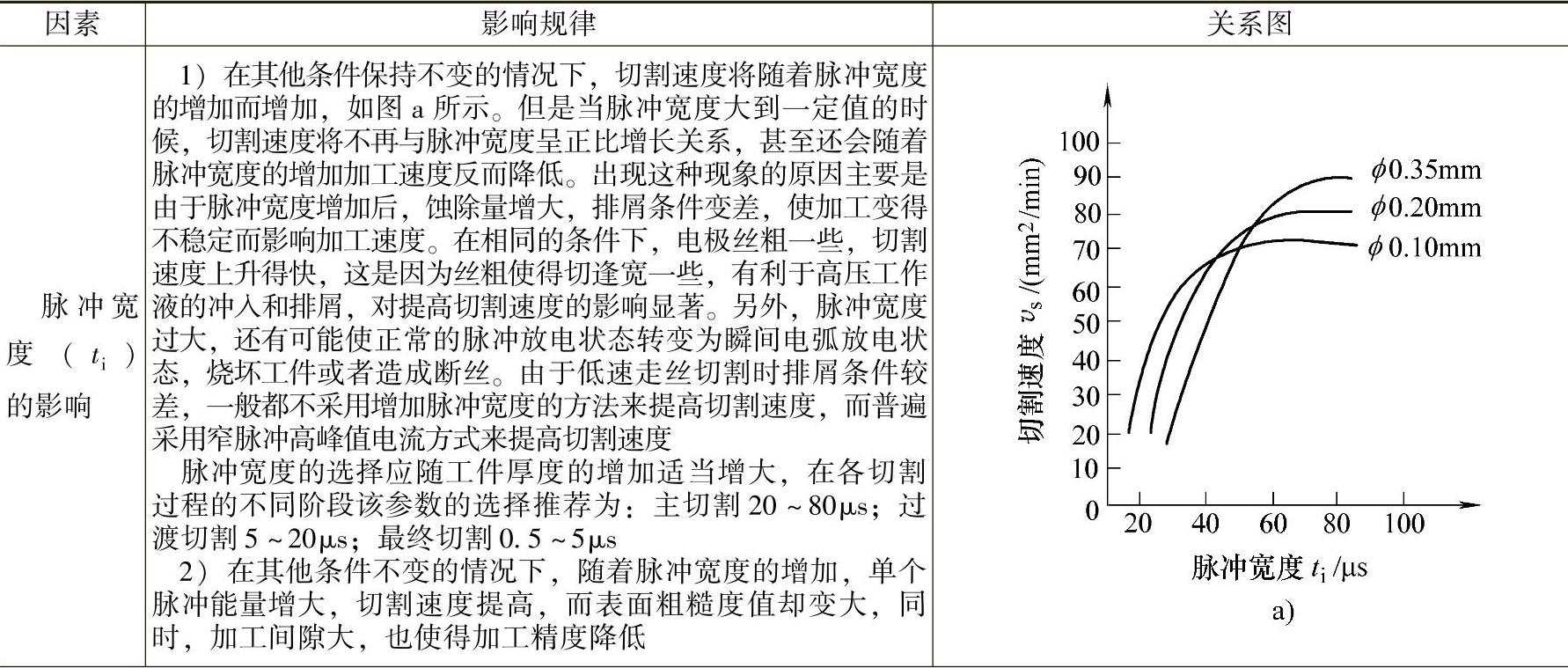
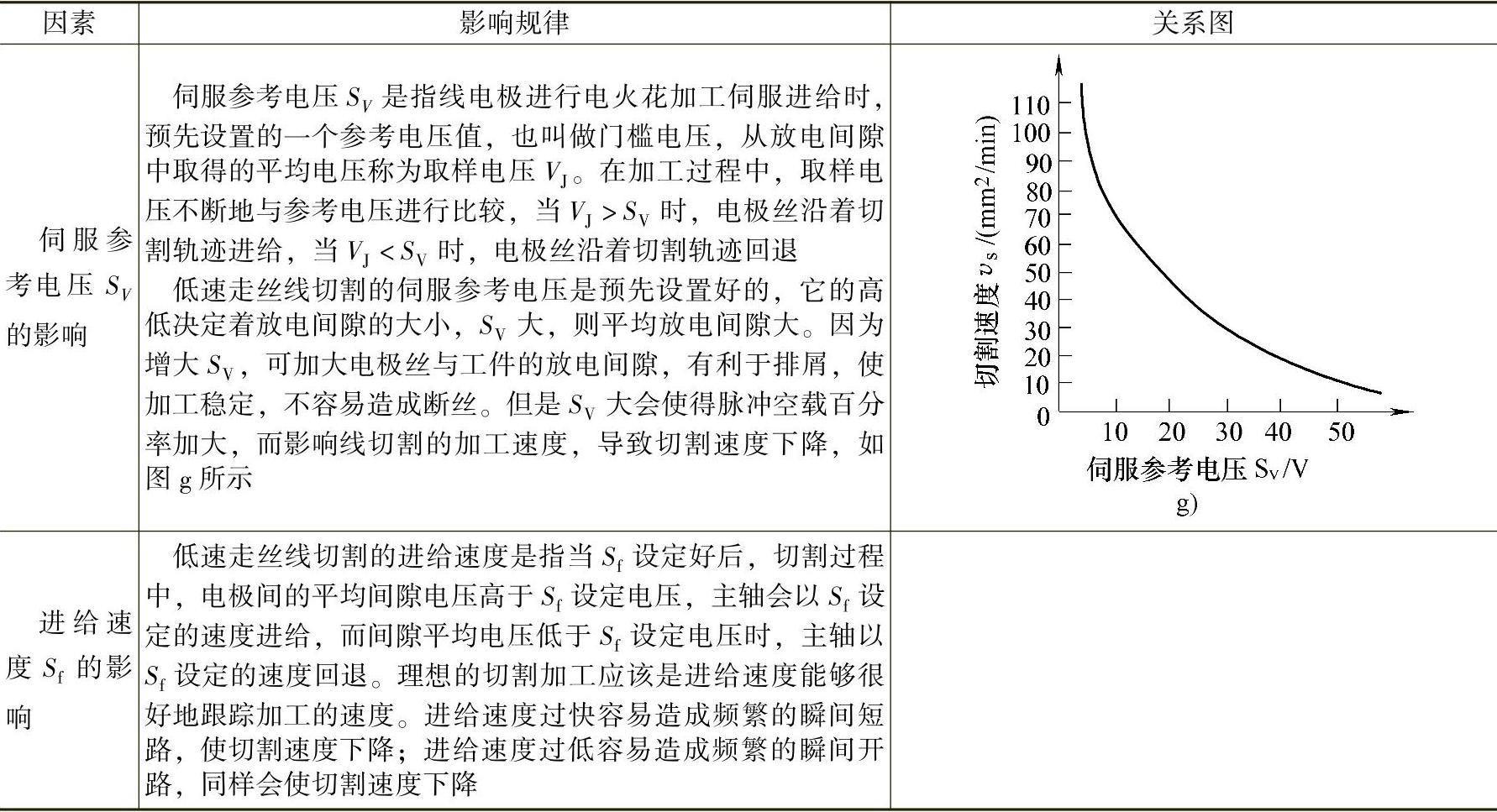
电参数对材料的电腐蚀过程影响极大,它们决定着放电痕(表面粗糙度值)、切割速度和切缝宽度的大小,从而影响着加工的工艺指标。低速走丝电火花线切割加工为多次加工,分主切割、过渡切割和最终切割。电极丝一次使用,因此在不同的切割阶段选择电参数的侧重点不同,主切割时电参数的选择主要侧重切割速度,最终切割时的电参数应根据被加工件对表面质量和加工精度的要求选择。电参数对工艺指标的影响规律见表3.7-3。
表3.7-3 电参数对工艺指标的影响
(续)
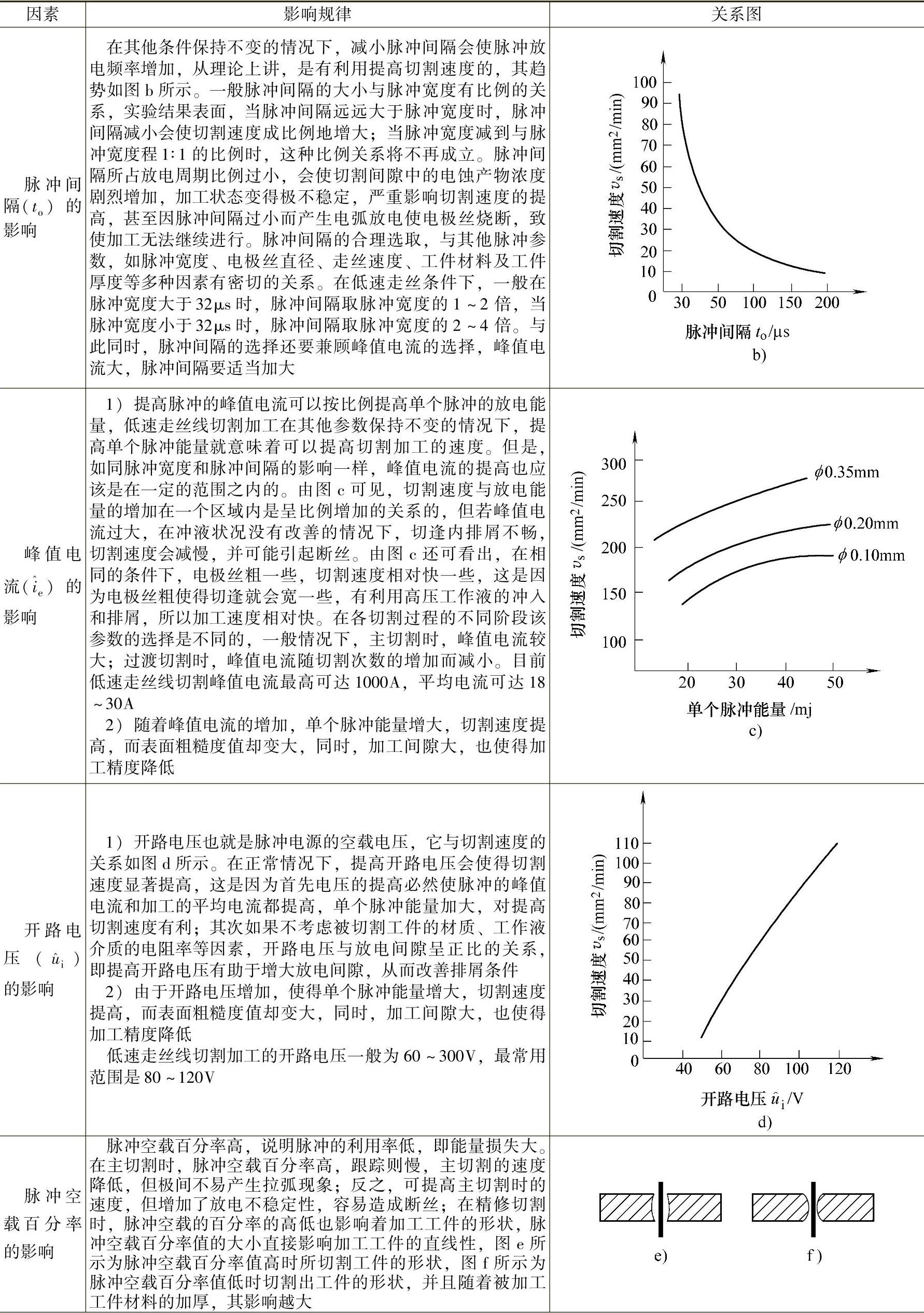
(续)
2.非电参数对工艺指标的影响
(1)机床走丝系统对工艺指标的影响 机床走丝系统主要包括:进电块、导丝器、电极丝张力和走丝速度调整装置等。
1)电极丝的影响。低速走丝电火花线切割电极丝的影响主要体现在电极丝的材料、电极丝的直径、电极丝的张力、电极丝的运转速度等方面。低速走丝切割加工常用电极丝的种类、性能和用途见表3.7-4。电极丝的各项性能对工艺指标的影响见表3.7-5。
表3.7-4 低速走丝切割加工常用电极丝材料的性能及用途
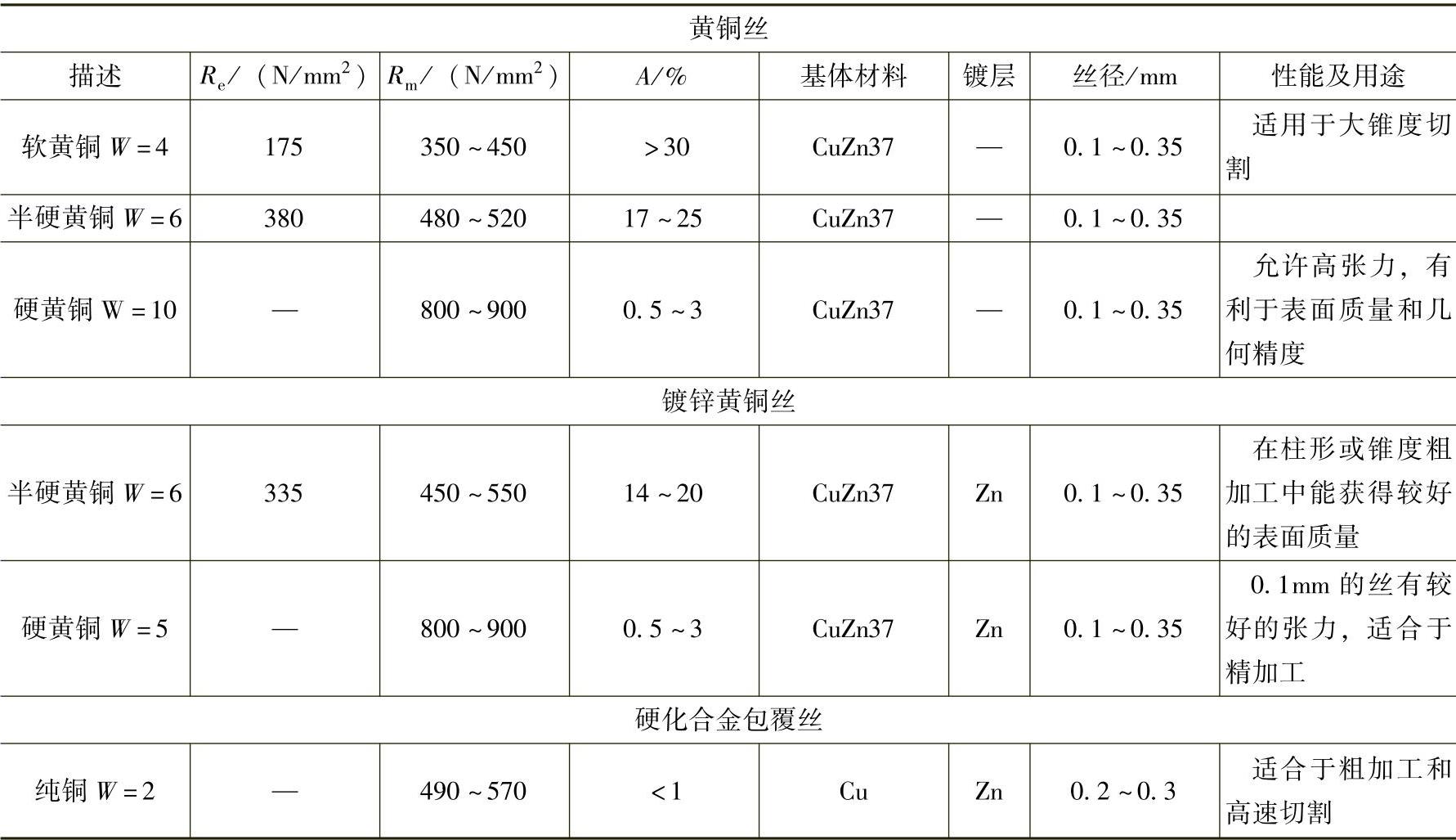
注:Re为屈服强度;Rm为抗拉强度;A为断后伸长率;W为材料中含铜的权重比,数值越大权重比越小,数值越小权重比越大。
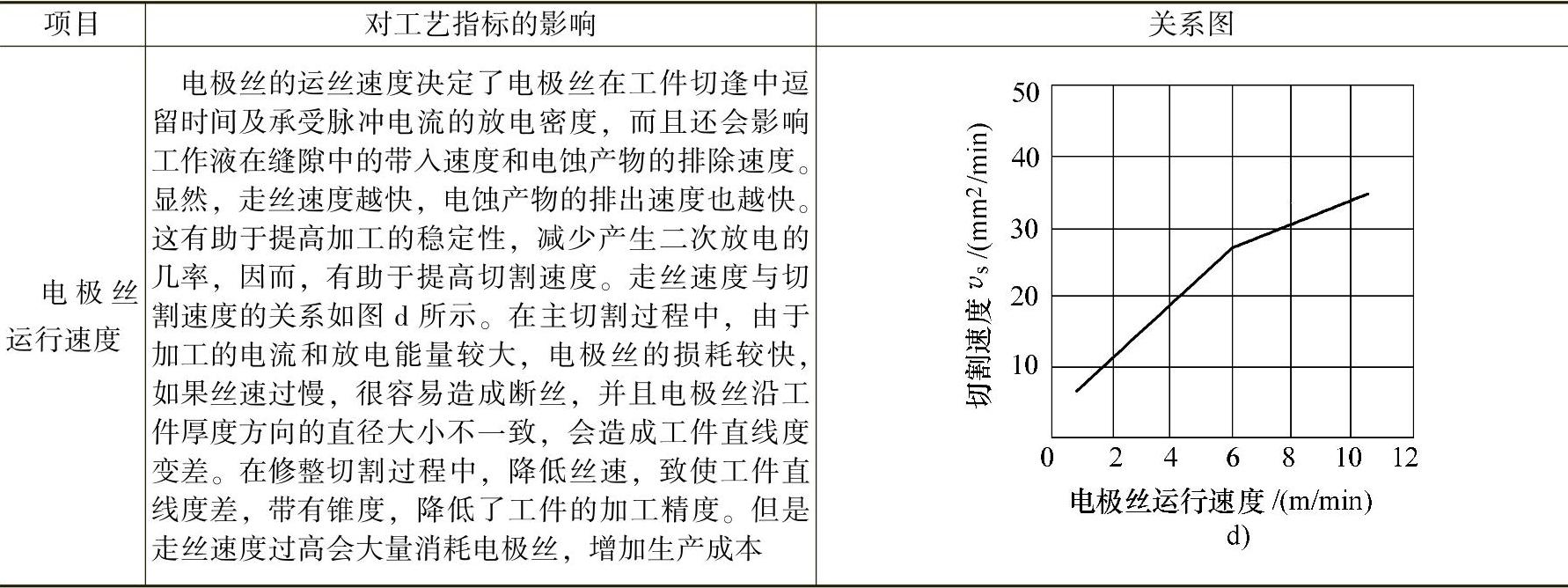
表3.7-5 电极丝的各项性能对工艺指标的影响
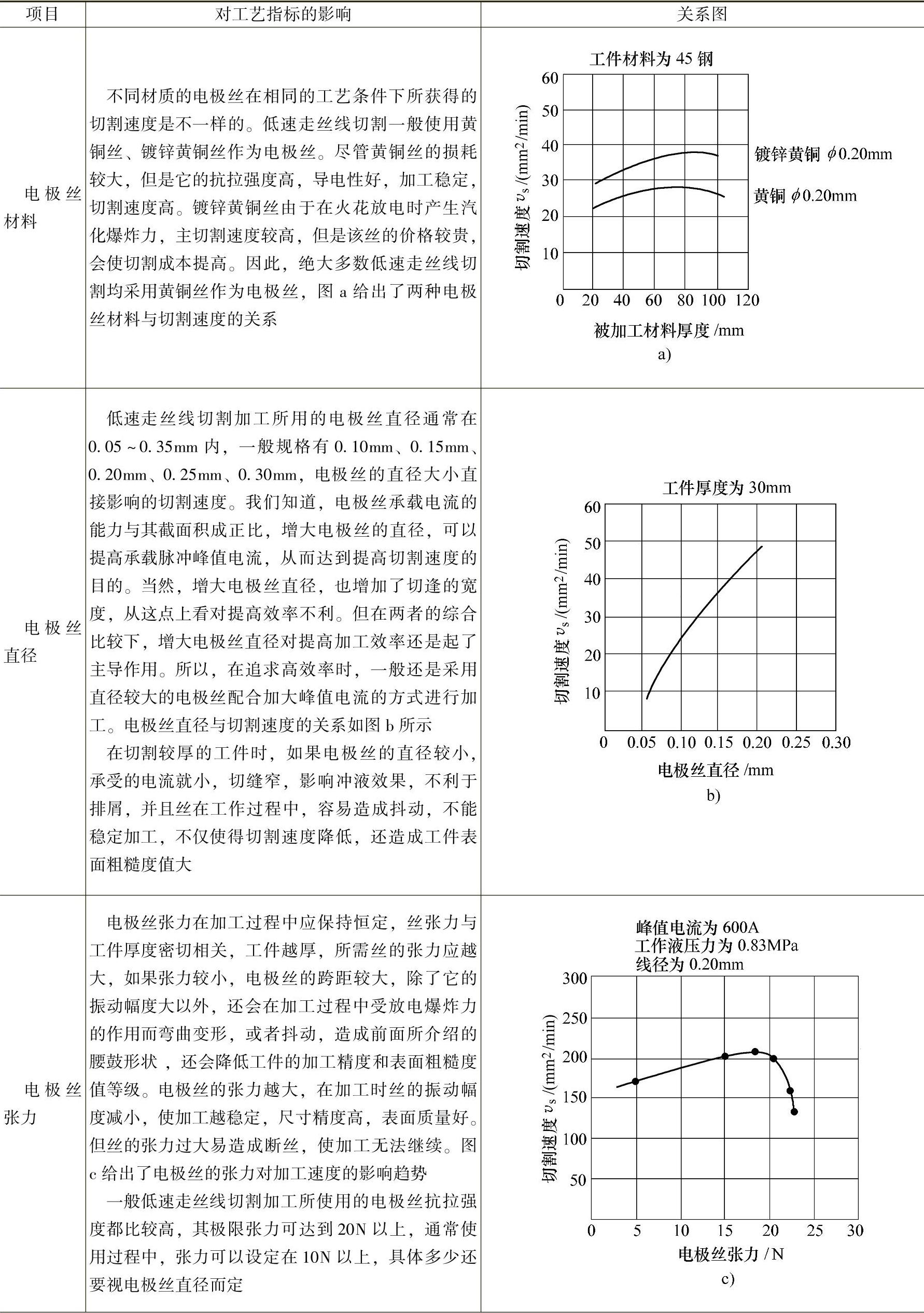
(续)
2)电极丝径向力补偿的影响。电极丝为一挠性物体,在加工过程中,电极丝会呈如图3.7-1所示的向外弯曲形状(鼓形),并且随着加工工件厚度的增加,这种现象会变得更加严重。出现鼓形的主要原因见表3.7-6。
表3.7-6 电极丝呈现鼓形的原因及解决方法

3)穿丝孔位置对工艺指标的影响。穿丝孔位置对加工精度及切割速度起着关键的作用,其主要作用和影响见表3.7-7。
表3.7-7 穿丝孔的作用和影响
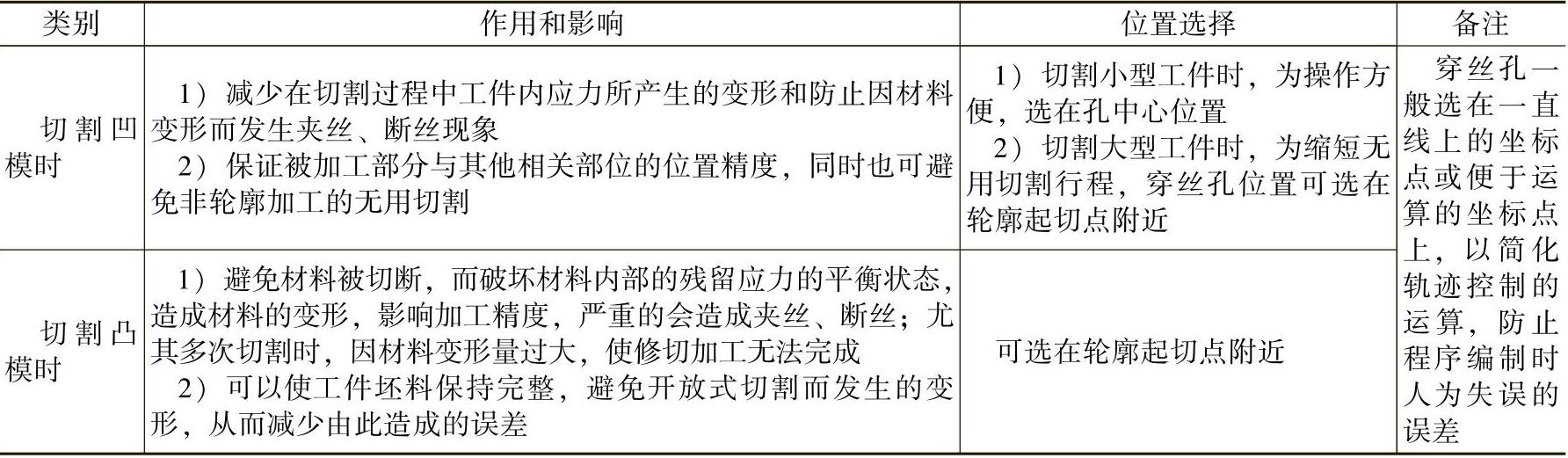
图3.7-2所示为在线切割加工时,穿丝孔对变形情况的影响。
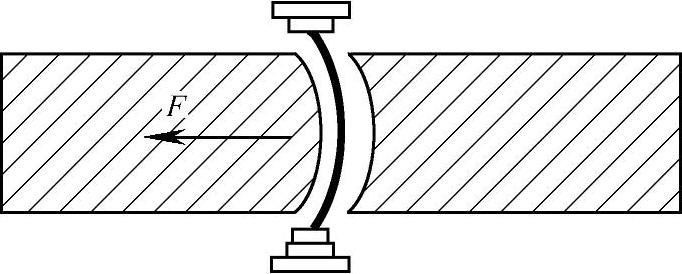
图3.7-1 切割较厚工件时电极丝变形示意图
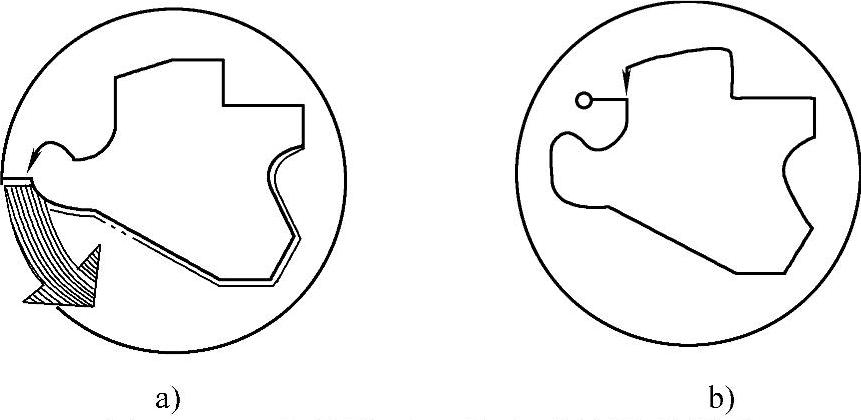
图3.7-2 穿丝孔对工件变形情况的影响
a)无穿丝孔开放式切割 b)有穿丝孔封闭式切割
4)进电装置的影响。低速走丝线切割脉冲电源的能量是通过进电块传递给电极丝的,其进电装置的好坏将会直接影响脉冲能量的释放和能量的利用率。因此,在切割加工的全过程都要求电极丝与导电块之间始终保持着良好的接触。由于进电块在加工时长期与电极丝进行滑动摩擦,电极块表面被磨出深沟,加大了接触电阻,使供给加工区域的能量转变为热能,从而大大减少了放电能量,使切割速度下降,严重时会在导电局部产生火花放电。因此,对进电装置提出如下要求:
① 安装进电块时要保证进电块与电极丝紧密接触。
② 保持导电部位的清洁。(https://www.xing528.com)
③ 进电装置应尽可能靠近放电区域。
④ 经常检查进电块的磨损情况,及时更换或移动与电极丝的接触面。
进电块材料的硬度和表面粗糙度值也是影响切割加工速度和进电块使用寿命的因素。进电块的材料一般采用硬质合金,有些在硬质合金表面镀铬或镀钛。
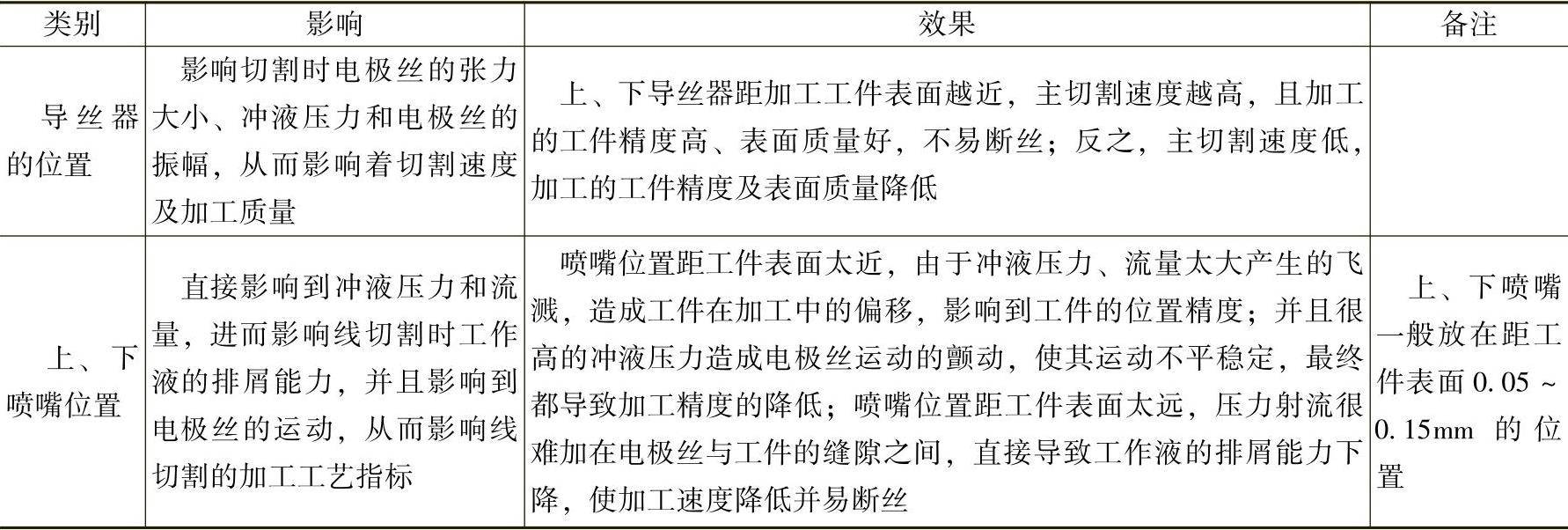
5)导丝器位置与上、下喷嘴位置的影响见表3.7-8。
表3.7-8 导丝器位置与上、下喷嘴位置的影响
(2)工作液循环系统对工艺指标的影响 低速走丝线切割加工的工作液一般是去离子水或煤油,工作液的供给方式分为浸液式和冲液式。工作液及工作液的供给方式对加工工艺指标的影响见表3.7-9。
表3.7-9 工作液介质及供给方式对切割加工的影响
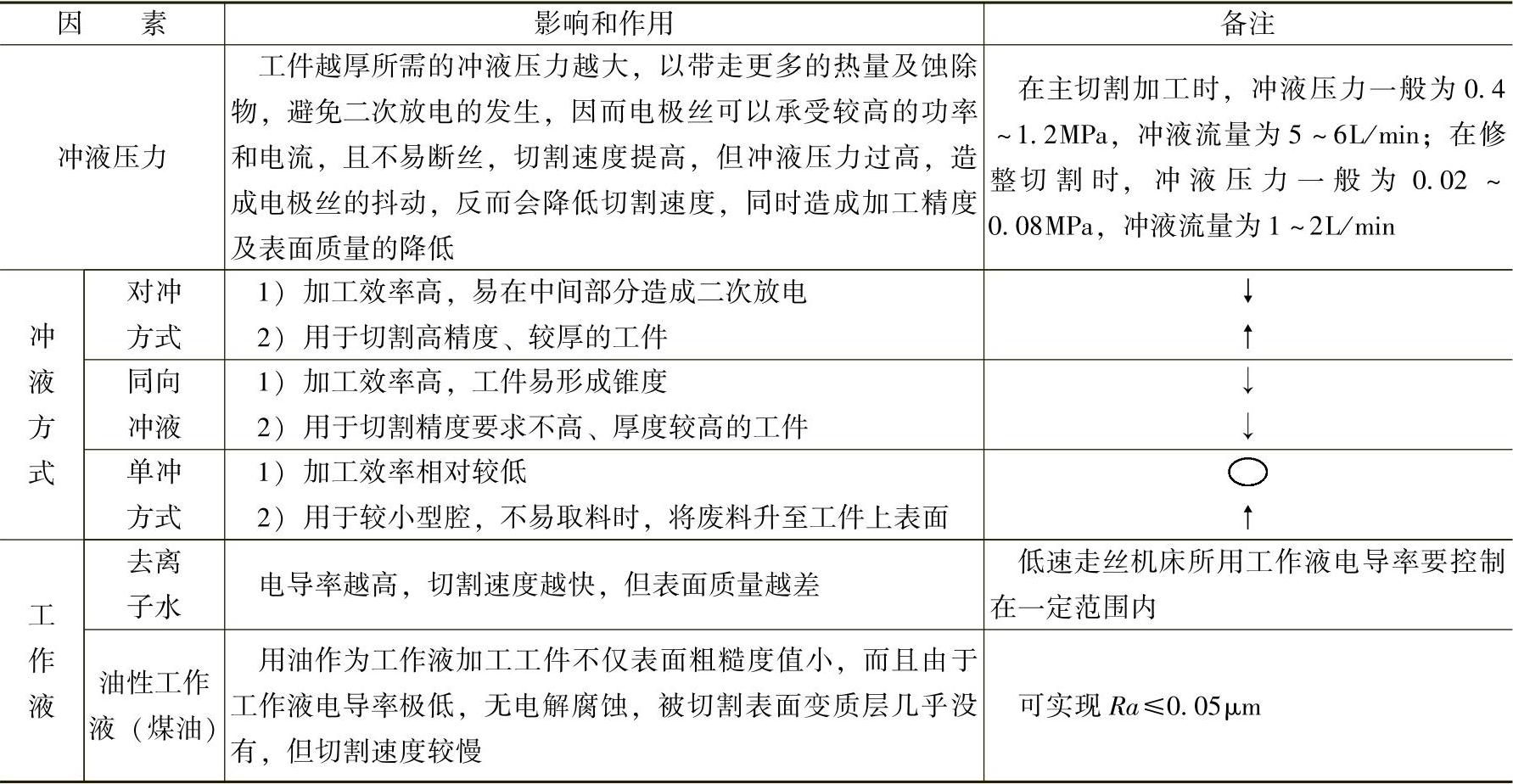
图3.7-3所示为在不同工作液条件低速走丝线切割加工得到的工件表面形貌图,从图中可以看出:在煤油介质中加工的工件的表面质量明显优于在水介质中加工的工件。
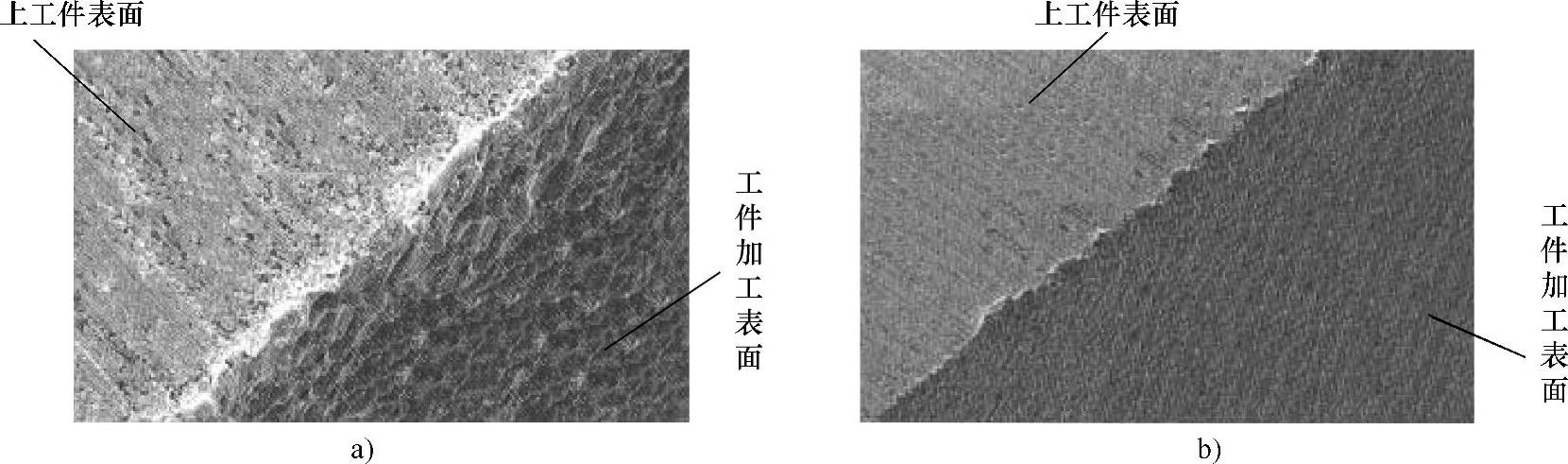
图3.7-3 不同工作液低速走丝线切割加工工件表面形貌图
a)去离子水 b)煤油
(3)切割路径的选择对工艺指标的影响 一般情况下,合理的切割路径应将工件与夹持部位分离的切割段安排在完成多次切割程序末端,将暂停点留在靠近毛坯夹持端的部位,如图3.7-4所示。
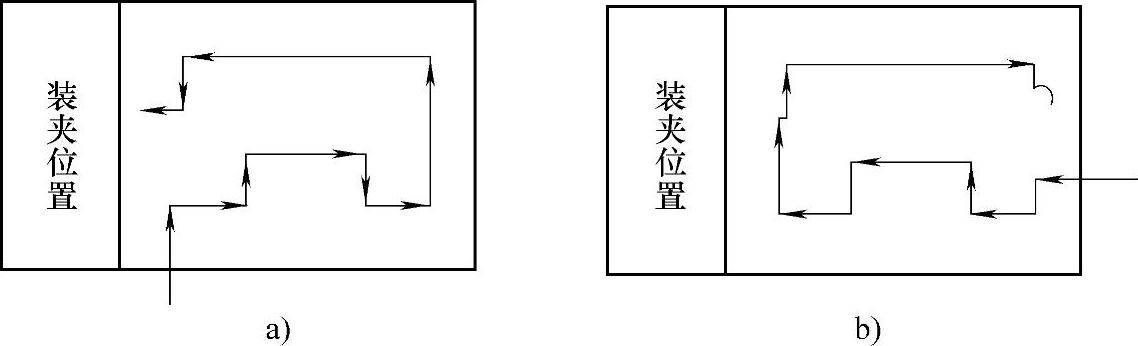
图3.7-4 加工路径示意图
a)正确的加工路径 b)错误的加工路径
选择切割路径原则有以下几点:
1)应尽量避免破坏工件材料原有的内部应力平衡,防止工件材料在切割过程中因在夹具等作用下,由于加工路径安排不合理而产生显著变形,致使切割工件精度下降。
2)在实际线切割加工中,应首先考虑采用穿丝孔进行封闭式切割,如果受限于工件毛坯尺寸等而不能进行封闭式切割,切割路径的安排更显重要。
3)加工路径应有利于工件在加工过程中始终与夹具(装夹支撑架)保持在同一坐标系,避免应力变形的影响。
(4)进入切割方式对工艺指标的影响 低速走丝线切割为多次切割,进入切割方式应充分考虑切割过程中的变形、装夹方式以及后面修整切割加工时进入切割点是否会消除等问题。一般选择垂直轮廓第一图元元素的方式进入切割,如图3.7-5a所示。如果穿丝孔较大,采取图3.7-5a所示切割方式,容易在A点处形成一凸起,修整切割加工时无法去除其影响,在这种情况下,常采用图3.7-5b所示切割方式进入切割,并且在完成圆周切割后应尽量避免倾斜进入切割点B,以避免造成轮廓精度的降低。此外,若有特殊加工要求需将进入点放在尖角处,以避免接刀痕出现在平面内,影响使用效果时,可采用图3.7-5c所示的切割方式进入切割。
(5)偏移量间隔对工艺指标的影响 由于放电加工的特点,工件与电极丝之间存在放电间隙,所以切割加工时,工件的理论轮廓与电极丝的实际轨迹之间存在一定距离,即为加工的偏移量d
d=R(丝)+放电间隙+修切余量 (3.7-1)
由于低速走丝切割为多次切割,每一次切割的偏移量是不同的,并依次减少;每一次切割的偏移量的差值即为偏移量间隔,偏移量间隔Δd
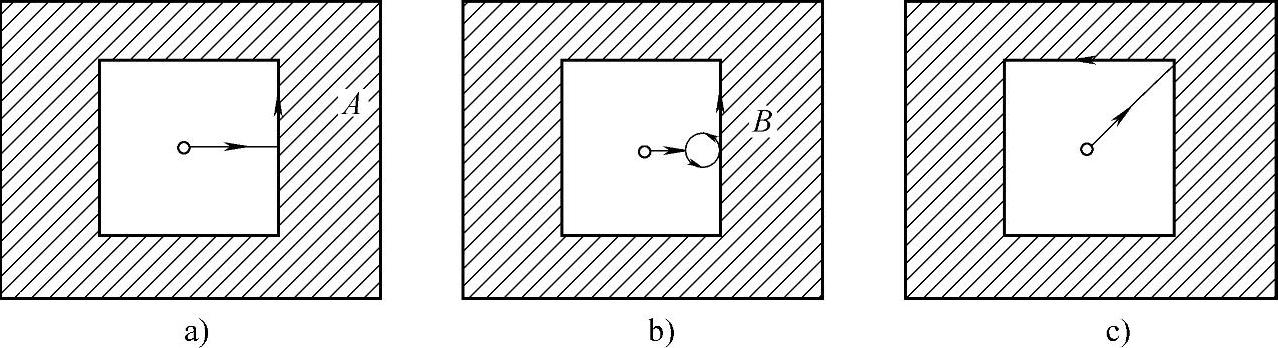
图3.7-5 不同的进入切割方式
a)垂直接近 b)圆弧接近 c)端点接近
Δd=dn-dn+1 (3.7-2)
偏移量间隔的大小直接影响着线切割加工的精度和表面质量。为了得到高的加工精度和良好的表面质量,修切加工时的电参数将依次减弱,非电参数也做相应调整,其放电间隙也不同。如果间隔太大,使修切余量变大,而修切加工参数弱,导致放电不稳定,切割速度降低;间隔太小,其后面的精修切割不起作用。在切割加工中应根据不同机床和不同的电规准来选择不同偏移量间隔。表3.7-10所示为不同型号机床切割同一工件时的偏移量,从中可以看出偏移量间隔各不相同。
表3.7-10 不同型号机床切割的偏移量参数

(6)拐角的处理方法对工艺指标的影响 在放电加工过程中,由于放电的反作用力造成电极丝的实际位置比机床X、Y坐标轴实际移动位置滞后,从而造成拐角精度的不良。图3.7-6所示为低速走丝切割拐角示意图,电极丝的滞后移动经常造成加工工件的外圆角加工过亏,内圆角加工不足,致使工件在拐角处的加工精度严重下降。因此,在加工高精度工件时,在拐角处应自动放慢X、Y轴的驱动速度,使电极丝的实际位置与X、Y轴的坐标点同步。所以加工精度要求越高,拐角处驱动速度越慢,拐角越多,加工效率越低。
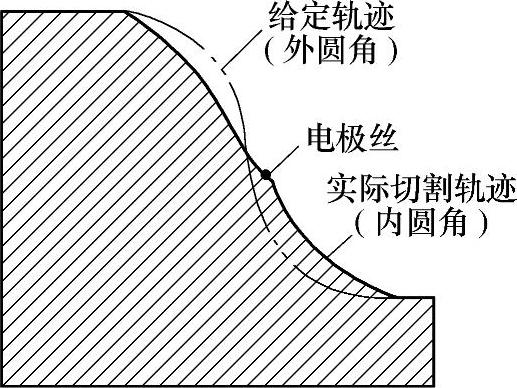
图3.7-6 低速走丝切割拐角示意图
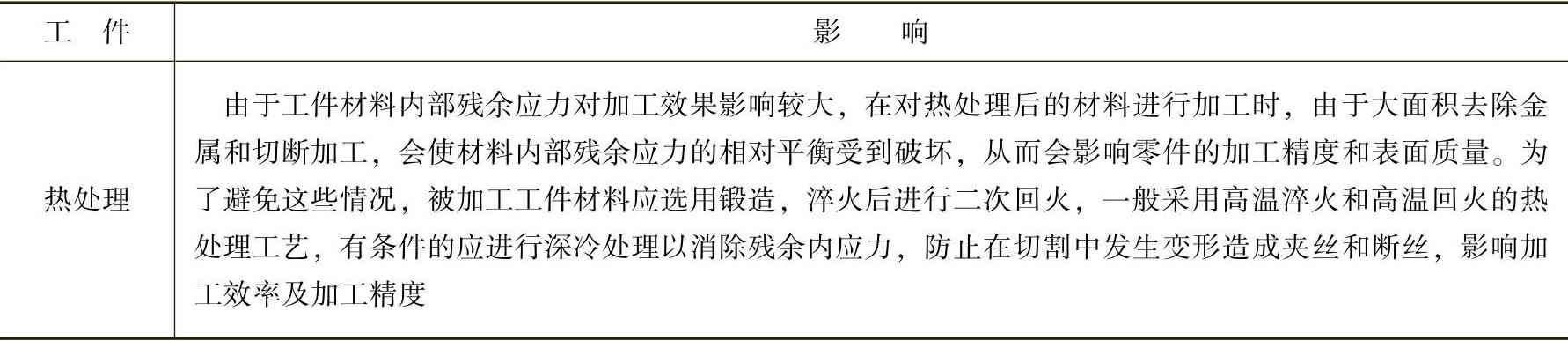
(7)工件特性对工艺指标的影响 工件特性对工艺指标的影响见表3.7-11。
表3.7-11 工件特性对工艺指标的影响
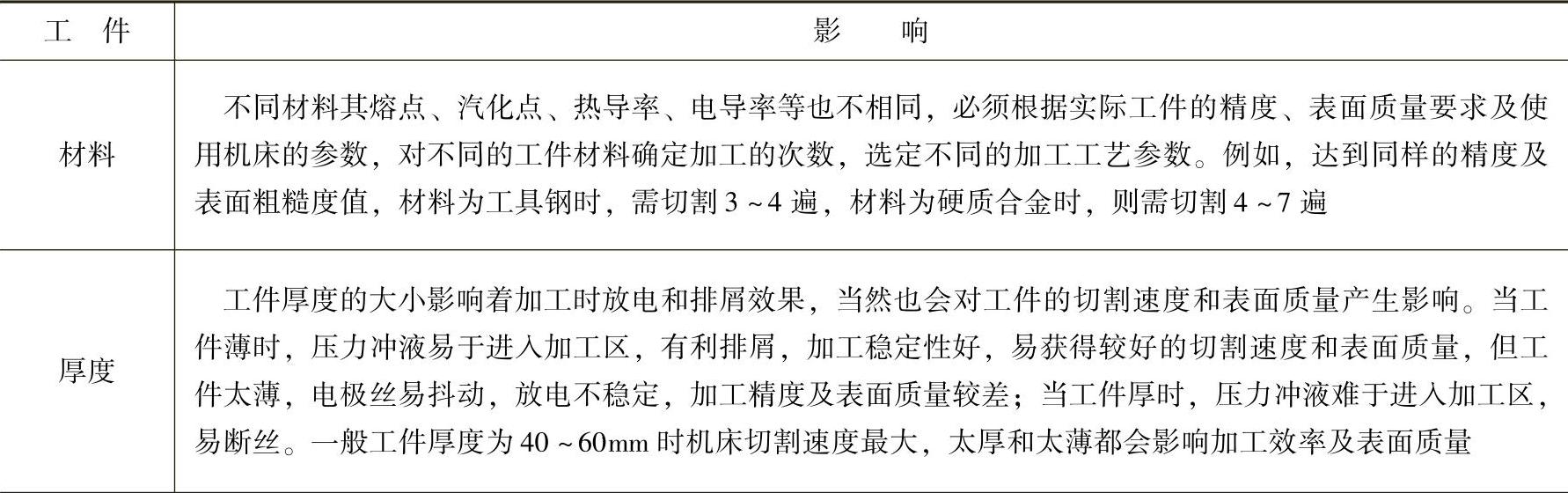
(续)
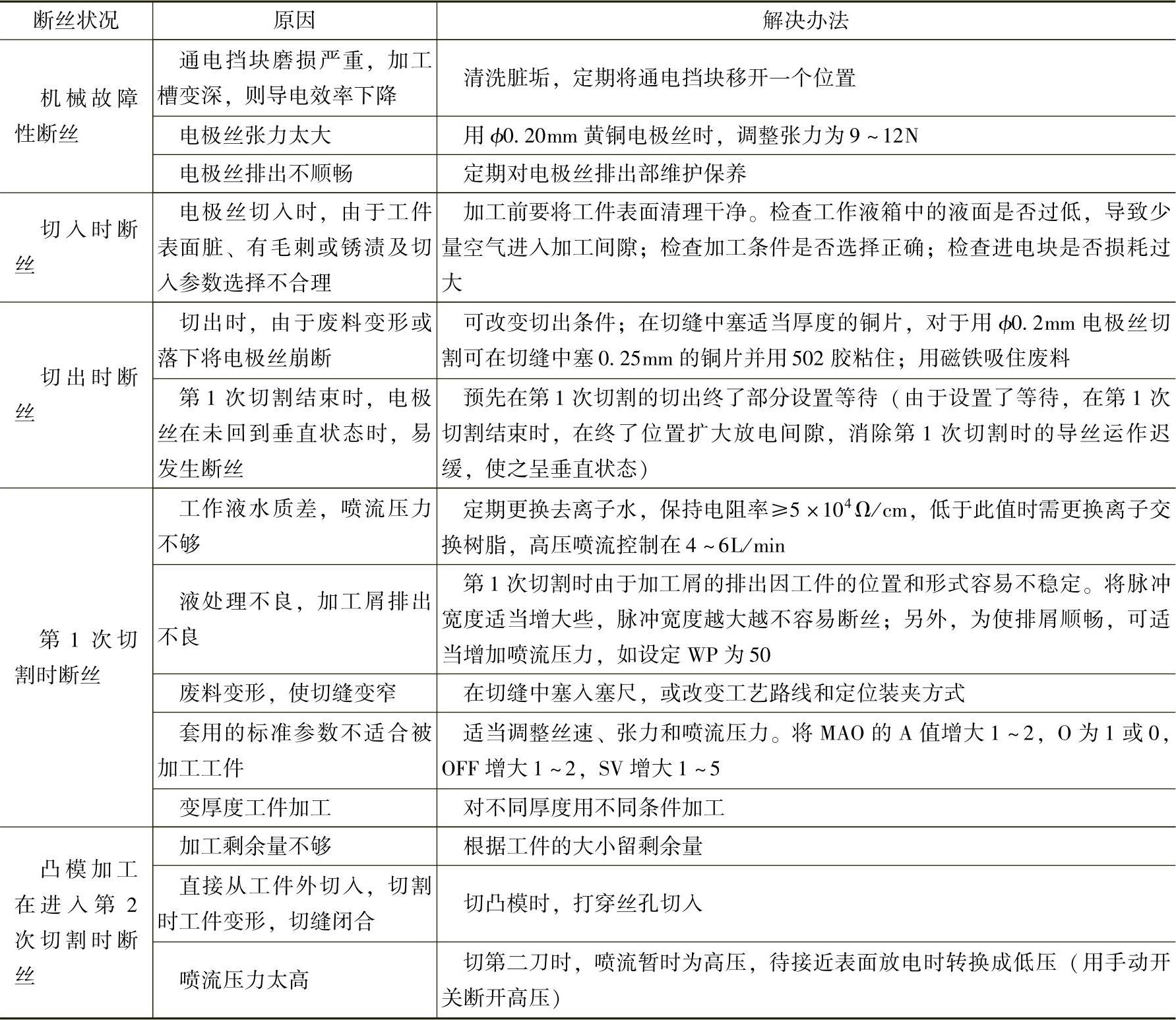
3.7.1.3 低速走丝电火花线切割断丝原因及处理
低速走丝电火花线切割断丝原因及解决办法见表3.7-12。
表3.7-12 低速走丝电火花线切割断丝原因及解决办法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。