



低速走丝电火花线切割加工的放电原理与电火花成形加工的放电原理基本相同,用于放电加工的脉冲电源作用是将直流或工频正弦交流电流转变成一定频率的脉冲电流,为放电加工提供所需要的脉冲能量。而加工过程中,电极丝与工件相对运动方式与高速走丝电火花线切割加工也有相同之处,都是基于电极丝与工件两个电极之间的火花放电现象蚀除工件材料的。所不同之处在于低速走丝线切割机是采取线电极沿着某一运转方向连续不断供丝的加工方式,因此即使线电极发生损耗,也能连续地予以投入新的电极丝。由于加工过程不受电极丝换向影响,丝的损耗对加工精度的影响也很小,故能提高零件的加工精度,并降低表面粗糙度值,通常Ra值可以达到0.8μm以下。且低速走丝线切割机加工的工件圆度误差值、直线度误差值和尺寸误差值都远低于往复走丝线切割机。目前,由于模具工业的迅速发展,推动了模具制造技术的进步,低速走丝电火花线切割加工作为模具制造技术的一个重要加工手段,被赋予了更高的加工效率和更高加工精度的要求。如今,国外低速走丝电火花线切割加工技术发展得非常快,如瑞士阿奇夏米尔、日本沙迪克、日本牧野、日本三菱等机床厂商在这方面的技术都有了全面的提高。他们在新型走丝系统、新型工作液、自动化及人工智能技术、微细电火花线切割加工技术等方面都有许多新的进展,特别是对新型脉冲电源的不断创新和一些特殊功能的脉冲电源技术在低速走丝线切割机上使用,对于提高零件的各项加工精度和加工效率起到了至关重要的作用。
3.6.1.1 低速走丝线切割加工脉冲电源的特点
由于受到加工精度、表面粗糙度值和电极丝承载电流的限制,以及在加工过程及工艺特征上存在许多差异,低速走丝线切割机床的脉冲电源与往复走丝电火花线切割加工机床的脉冲电源及电火花成形加工机床的脉冲电源的原理和结构设计基本相同,但是根据现代切割加工对工艺的更高要求,低速走丝线切割加工脉冲电源还应具备一些特点,才能更好地满足高、精加工的需要。这些特点具体见表3.6-1。
表3.6-1 低速走丝线切割加工电源的特点
脉冲电源在提升加工速度、降低电极损耗、确保加工精度及提高表面质量中发挥着越来越重要的作用,各种脉冲电源对高速度、高品位的加工作出了很大贡献。低速走丝电火花线切割加工电源的形式很多,典型电路有晶体管矩形波脉冲电源、并联电容形脉冲电源、无电解作用式脉冲电源以及专门用于精加工工序的超高精加工脉冲电源。其中,超精加工电源用于电火花线切割精加工中,这类电源具有极小的单个脉冲宽度(纳秒级脉冲宽度)和极高的峰值电流,该电源很好地解决了精加工速度慢、电极丝损耗大与窄脉宽的工艺矛盾。智能型自适应电源采用微机数字化控制技术,自选加工规准,自适应调节加工中相关脉冲参数,从而达到高生产率的最佳稳定放电状态。另外,新型的脉冲电源还包括节能型脉冲电源、等能量脉冲电源、各种专用辅助电源等。随着研究和开发工作的深入,低速走丝线切割加工脉冲电源的性能也随之取得了更大的进步。
3.6.1.2 低速走丝线切割加工晶体管矩形波脉冲电源
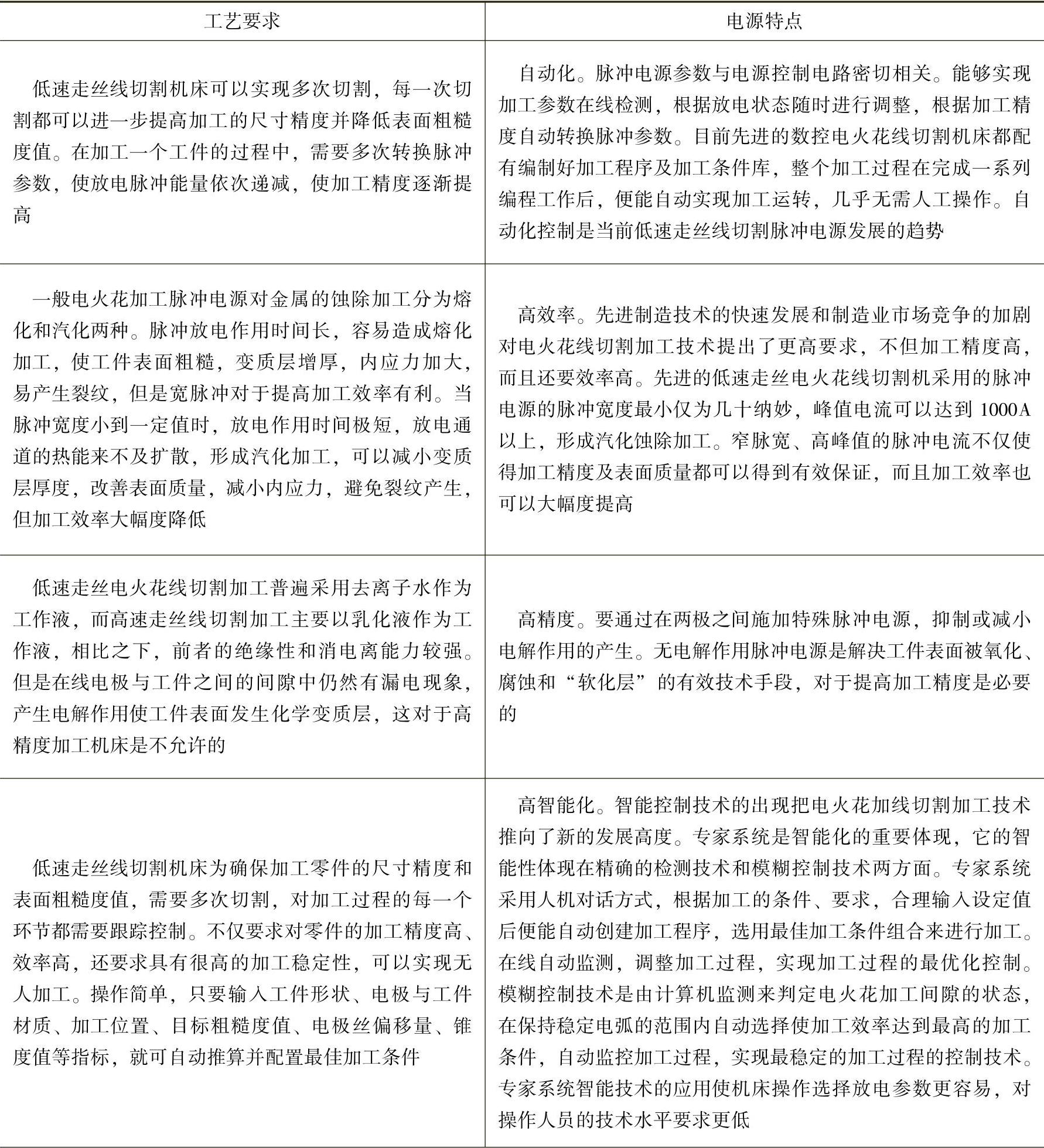
晶体管矩形波脉冲电源是低速走丝线切割用的基础电源,与电火花成形加工脉冲电源及往复走丝线切割脉冲电源的工作原理基本相同,典型电路如图3.6-1所示,图中各元器件和各系统单元的功能如下:
(1)GB1、GB2……GBn大功率开关器件,目前常用场效应晶体管(MOSFET)或用绝缘栅双基极型晶体管(IGBT)作为元件。一般设计成多路并联的网络结构形式。根据输出脉冲峰值电流大小的需要而选择并联网络数量的多少,并联的放电回路越多,脉冲峰值电流越大。
(2)R1、R2……Rn放电回路的限流电阻,起限制峰值电流及保护大功率开关器件的作用。
(3)电源自动控制单元 它们是放电控制系统的重要组成部分,用于设置脉冲宽度、脉冲停歇时间和输出脉冲电流大小。在多次切割时,可以自动切换这些参数。
(4)驱动单元 将CNC数控单元发出的脉冲信号放大,提供给晶体管控制门电路。
(5)采样信号处理单元 从两极间直接采集放电加工时脉冲电压和电流的信息并及时提供给脉冲电源自动控制单元,根据加工状态随时修改脉冲参数,使加工状态保持稳定。
图3.6-2所示为晶体管矩形波脉冲电源在放电加工过程中施加在工件和电极丝之间的电流、电压及控制电路的波形图。
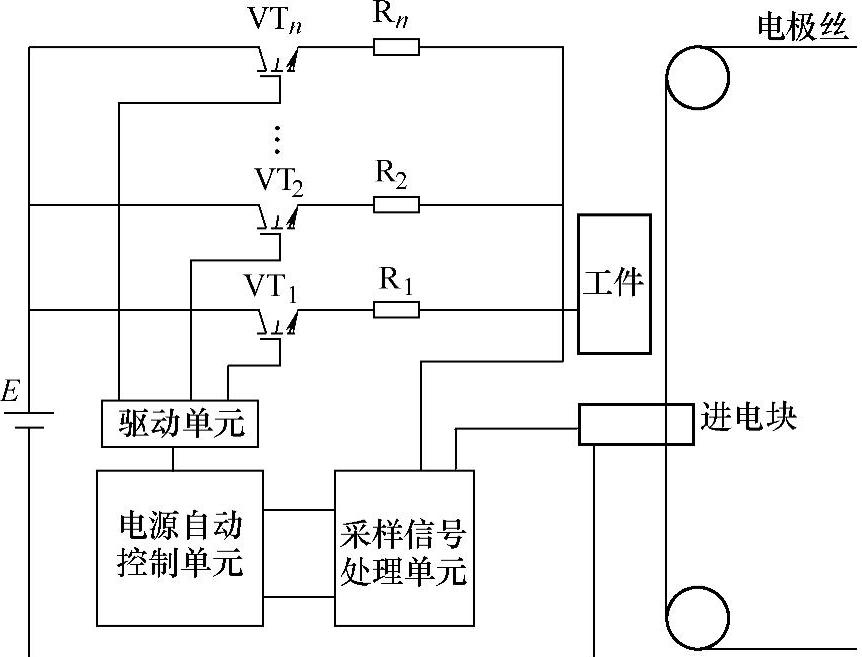
图3.6-1 低速走丝线切割晶体管矩形波脉冲电源
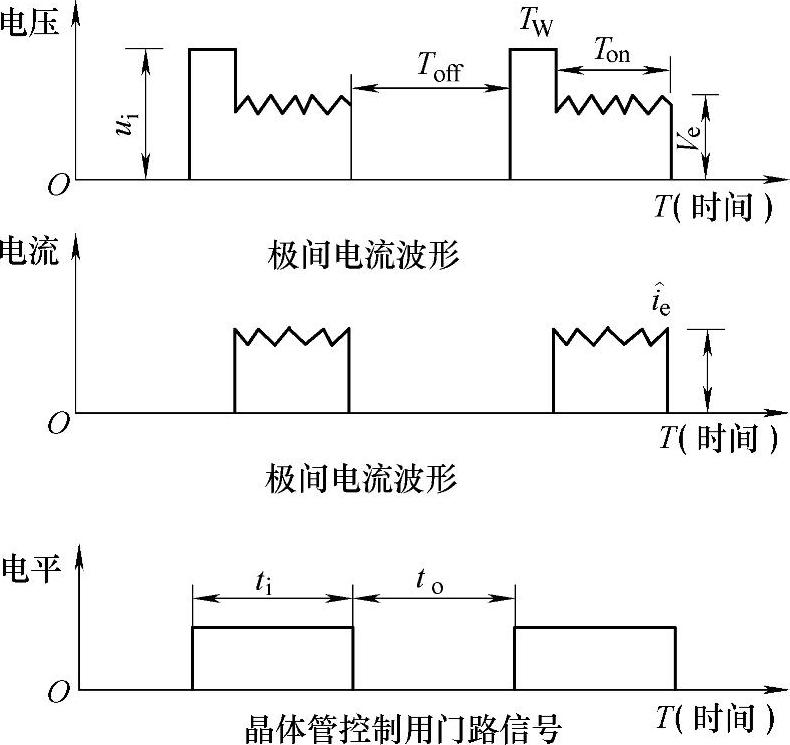
图3.6-2 晶体管矩形波脉冲波形
ui—极间无负荷电压,也称开路电压,单位为V Toff—放电停止时间,单位为μs Ve—放电电压,单位为V Ton—放电持续时间,也可用符号te表示,单位为μs Tw—放电待机时间,单位为μs  —放电脉冲峰值电流,单位为A ti—脉冲开通时间,称脉冲宽度,单位为μs to—脉冲关闭时间,称脉冲间隔,单位为μs
—放电脉冲峰值电流,单位为A ti—脉冲开通时间,称脉冲宽度,单位为μs to—脉冲关闭时间,称脉冲间隔,单位为μs
低速走丝电火花线切割加工普遍采用去离子水作为工作液,其脉冲电源的设计与电火花成形加工的脉冲电源(煤油工作液)及高速走丝线切割电源(乳化液工作液)比较,该电源的设计要求是具有较大范围的电源电压调整区域一般在70~300V内可调;较大峰值电流调整区域,一般在1至数百安培,甚至上千安培范围可调;脉冲宽度在0.1~80μs内可调。一般低速走丝线切割加工都采用窄脉冲宽度的参数进行加工,为了减小电极丝的损耗,选用正极性加工,即电极丝接电源的负极,工件接电源的正极。
3.6.1.3 低速走丝线切割加工并联电容脉冲电源
在晶体管矩形波脉冲电源的基础上并联电容,可以大幅度提高脉冲电源的峰值电流。电火花加工的速度与峰值电流的关系可用公式(3.6-1)表示:

式中,vm为单个脉冲能量的加工速度(蚀除质量)(g/脉冲);Kw为系数,与工件、电极材料等有关; 为峰值电流(A);te为脉冲放电的持续时间(μs)。从上式可以看到,在其他因素不变时,蚀除速度(对应于切割速度)与峰值电流的1.4次方成正比。这说明提高峰值电流能明显地提高切割速度。其原理如图3.6-3所示。(https://www.xing528.com)
为峰值电流(A);te为脉冲放电的持续时间(μs)。从上式可以看到,在其他因素不变时,蚀除速度(对应于切割速度)与峰值电流的1.4次方成正比。这说明提高峰值电流能明显地提高切割速度。其原理如图3.6-3所示。(https://www.xing528.com)
图3.6-3 低速走丝线切割并联电容脉冲电源
该电路综合了电容器放电电路所具有的窄脉宽、高峰值电流和晶体管放电电路容易控制的特点。电容电路单元最好安装在放电间隙附近,并以很粗的导线并联在间隙上。当放电间隙未被击穿时,直流电源E通过电阻R向电容器C充电,尽管此时电阻R及功率管的等效电阻较大,但间隙并未击穿,影响不大。充电电压达到一定数值(一般认为达到电源电压值的1.8~1.9倍)时,间隙被击穿,积聚在电容器上的能量通过间隙放电。此时,用于击穿的脉冲电流峰值可以达到相当高的数值,并且由于回路中有了开关晶体管,当放电电流流过时,晶体管关闭,使直流电流不容易进入加工区,这样便不容易产生电弧,也不容易断丝。它是目前低速走丝电火花线切割机床用得最多的一种脉冲电源形式。并联的电容一般分为多档,以便于调节。电容的数值如表3.6-2所示。
表3.6-2 各档对应电容的数值

3.6.1.4 低速走丝线切割加工无电解作用式脉冲电源
低速走丝电火花线切割加工多采用水质工作液(自来水或去离子水)。虽然它具有价格便宜、使用安全、不产生有害气体、对工件没有表面渗碳现象等许多优点,但是水是一种弱电解质,其电阻率大约为103~106Ω·cm,即使经过去离子处理,降低电导率,但还有一定的离子数量。当工件接正极,在电场作用下,水中的OH-离子会在工件上不断聚集,造成被加工金属如铁、铝、铜、锌、钛、钨的表面氧化和腐蚀。在切割加工硬质合金材料时,使得材料中的结合剂——钴呈离子状态溶解在水中,形成工件表面的“软化层”。最初在电源设计时,曾采用提高电阻率的措施(由几十千欧·厘米提高到几百千欧·厘米),尽可能降低离子浓度,虽对改善表面质量起了一定的作用,但还是不能有效地彻底解决“软化层”的问题。
无电解作用脉冲电源是解决工件表面被氧化、腐蚀和“软化层”的有效技术手段,该电源采用交变脉冲,让间隙平均电压为零,使工作液中的OH-离子在电极丝与工件之间处于振荡游离状态,不趋向工件,也不趋向电极丝,防止工件材料的氧化,可使工件表面变质层控制在1μm以下。不仅如此,采用了无电解脉冲电源进行电火花线切割加工硬质合金及聚晶金刚石复合材料时,还可对这类材料中钴的析出溶解有很好的抑制作用,并有效地保证了硬质合金模具的使用寿命。测试结果表明,增加防电解电源加工硬质合金模具的使用寿命已接近机械磨削加工,在接近磨损极限处,甚至优于机械磨削加工。
所谓间隙平均电压值为零,也就是在一个放电周期中,电压的正脉冲所对应的面积与电压的负脉冲所对应的面积相等。图3.6-4所示为该电源结构图,直流电源E2与大功率管VT1、VT2、VT3、VT4所构成的桥式结构组成放电回路,通过控制环节分别使正、反两路大功率管导通,导通时间基本相同,再与直流电源E1及大功率管VF组成的晶体管基础脉冲电路叠加就构成了该电源,电源间隙电压(u)、峰值电流( )及各功率管基极控制波形如图3.6-5所示。
)及各功率管基极控制波形如图3.6-5所示。
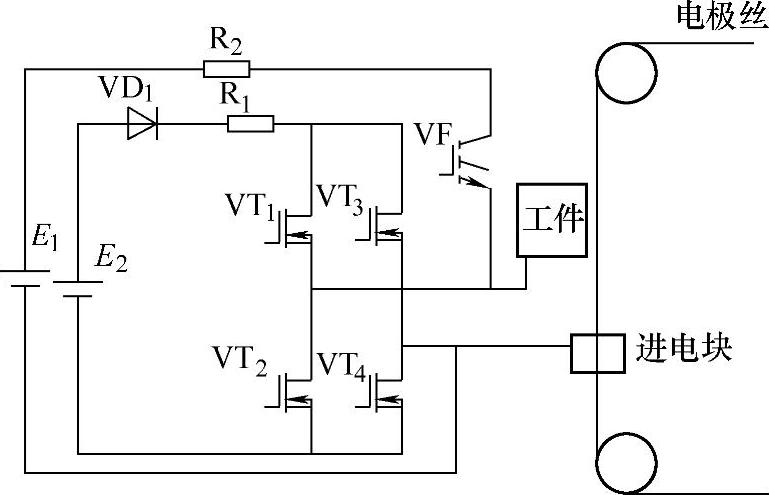
图3.6-4 无电解作用脉冲电源原理图
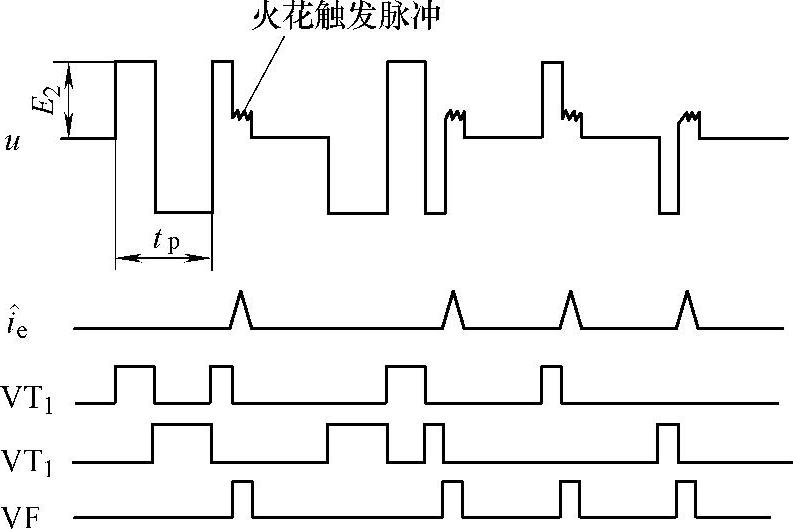
图3.6-5 无电解作用脉冲电源及控制波形图
3.6.1.5 低速走丝线切割超高精加工脉冲电源
在前面提到电火花放电加工时,对金属的蚀除分熔化和汽化两种。宽脉冲作用时间长,容易造成熔化加工,使工件表面粗糙度值变大,变质层增厚,内应力加大,易产生裂纹。而脉宽小到一定值时,放电作用时间极短,就会形成汽化加工,这种加工方式可以减小变质层厚度,改善表面质量,减小内应力,避免裂纹的产生。目前先进的低速走丝电火花线切割机在超精加工时普遍采用的脉冲电源,其脉宽仅几十纳妙,峰值电流可达数百安培或上千安培。图3.6-6所示为超高精加工脉冲电源示意图。电路中由可控制的脉冲变压器与电容器等储能元件构成电源的主体,功率管VT1控制脉冲变压器与电源的快速导通与截止。当VT1打开时,电源E向电容C充电,由于充电过程是一个振荡的充电过程,电容两端的电压可以达到电源电压的2倍甚至更高。VT1截止,脉冲变压器T一次侧绕组两端的电压等于电容两端的电压,通过脉冲变压器耦合将高频脉冲能量传递给二次侧绕组。当VT2打开时该能量迅速向间隙释放。由于脉冲变压器二次侧绕组感抗可做得很小,所以可以输出具有很窄的脉宽和很高峰值电流的脉冲能量,图3.6-7所示为间隙两端采集的放电波形图。从该图中可看出,该电路电压的正负脉冲基本相等,瞬间脉冲能量高,对加工材料形成汽化蚀除,不仅可以大幅度提高加工效率和工件表面质量,同时还可以消除电解作用,对提高加工精度也很有益处。
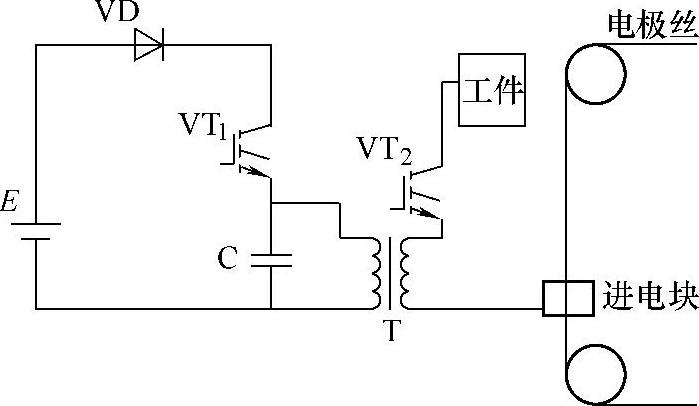
图3.6-6 超高精加工脉冲电源示意图
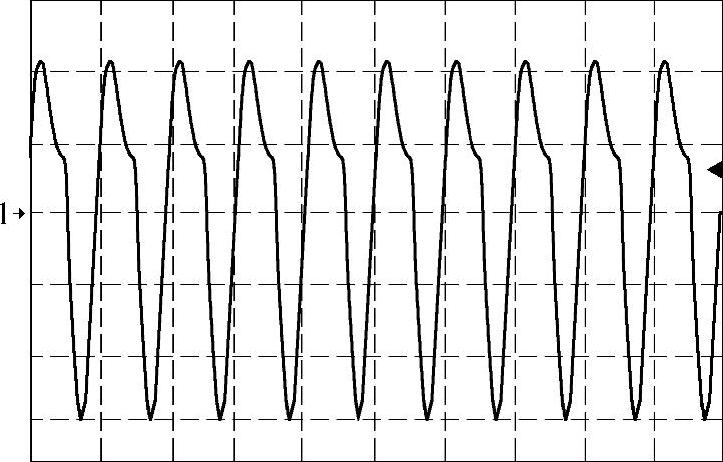
图3.6-7 超高精加工脉冲电源放电波形图
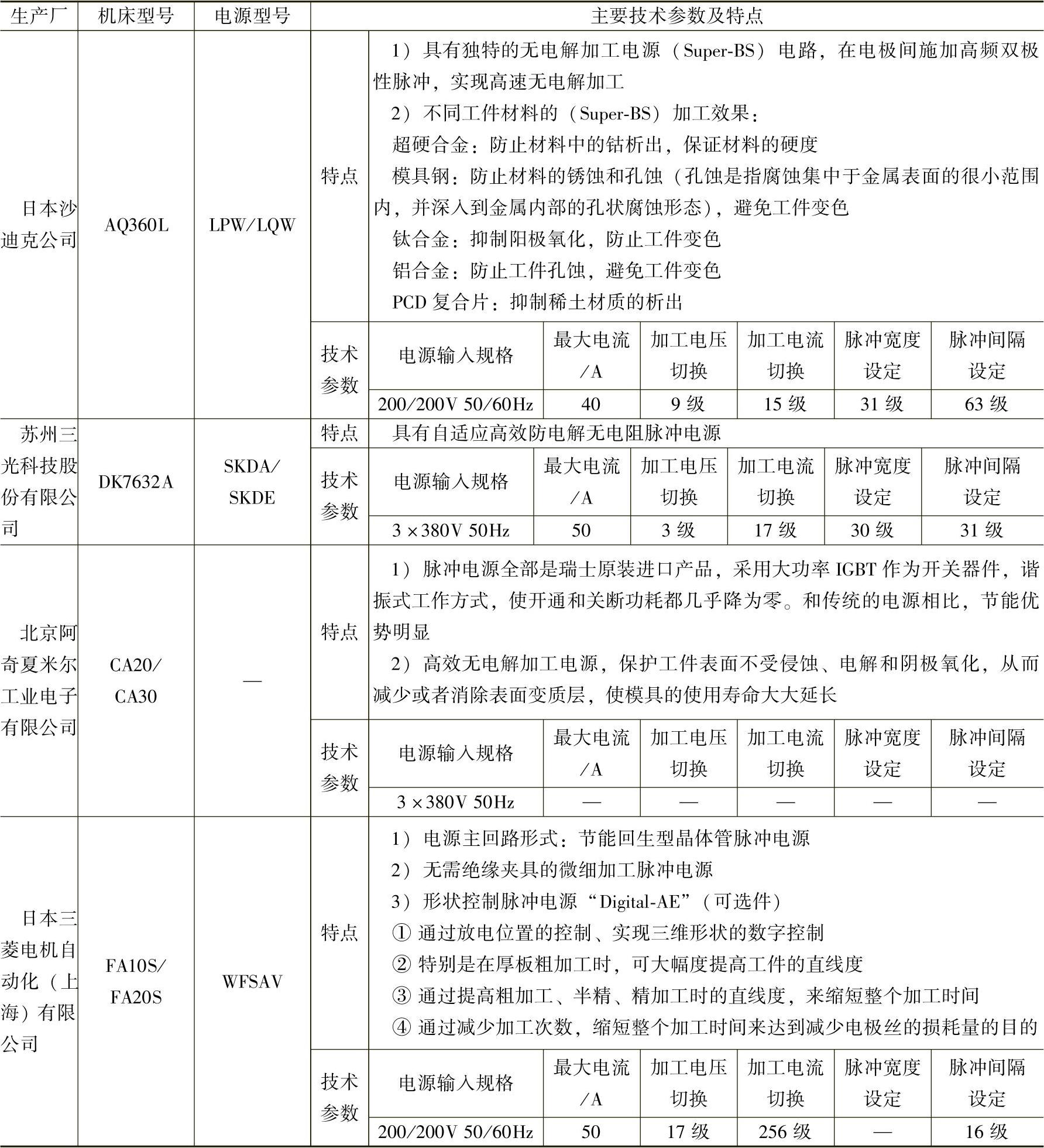
3.6.1.6 低速走丝电火花线切割加工机床电源的类型及主要技术参数
表3.6-3列出了部分国内外生产厂在市场上销售的低速走丝电火花线切割加工机床的电源类型、主要技术参数及特点。
表3.6-3 常见的低速走丝电火花线切割加工机床电源类型、主要技术参数及特点
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。