



中速走丝电火花线切割机床也属于往复走丝电火花线切割机床的范畴,是在往复走丝电火花线切割机床的基础上实现多次切割功能,俗称中速走丝电火花线切割加工。
3.4.3.1 中速走丝电火花线切割加工与其他电火花线切割加工的区别
所谓“中速走丝”并非指走丝速度介于高速电火花线切割与低速线切割之间,而是复合走丝,即走丝原理是在粗加工时采用高速(8~12m/s)走丝,半精、精加工时走丝速度通过程序及控制系统自动调节,逐渐变低。一般精加工时采用1~3m/s的走丝速度,这样机床加工相对平稳、抖动小,并通过多次切割减少材料变形及钼丝损耗带来的误差,使加工质量也相对提高。加工质量可介于高速走丝与低速走丝机床之间。因而可以说,用户所说的中速走丝,实际上是往复走丝电火花线切割机床借鉴了低速走丝电火花线切割机床的加工工艺技术,实现了无条纹切割和多次切割。在多次切割中,第一次切割一般选用高峰值电流、较大脉宽的规准进行大电流切割,以获得较高的切割速度;第二次切割的任务是修切,保证加工尺寸精度。可选用中等规准的脉冲参数,使第二次切割后的粗糙度值Ra在1.4~1.7μm之间。为了达到更好的加工指标,可以采用第三次、第四次或更多次切割,第三次、第四次或更多次切割的任务是抛磨修光,低速走丝方式,走丝速度为1~3m/s,并将跟踪进给速度限制在一定范围内,以消除往返切割条纹,以获得所需的加工尺寸精度。可用最小脉宽(目前最小可以分频到1μs)进行修光,而峰值电流随加工表面质量要求而异。实际上,精修过程是一种电火花磨削,加工量甚微,对工件的尺寸影响较小。
多次切割还需注意材料的变形处理,因为工件在线切割加工时,随着原有内应力的作用及火花放电所产生的加工热应力的影响,将产生不定向、无规则的变形,使后面的切割吃刀量厚薄不均,影响了加工质量和加工精度。因此需根据不同材料预留不同加工余量,以使工件充分释放内应力及完全扭转变形,在后面多次切割中能够有足够余量进行精修加工,这样可使工件最后尺寸得到保证。
3.4.3.2 中速走丝电火花线切割机床的发展趋势
中国特有的高速走丝电火花线切割机床(WEDM-HS),由于结构简单、造价低、工艺效果好,加上使用成本低,自20世纪60年代末被研制成功之后就得到飞速发展,现已成为制造业中一种必不可少工艺装备。但由于其加工质量问题未得到有效解决,而随着国外生产的低速走丝电火花线切割机(WEDM-LS)技术水平的不断提高及模具工业的发展,曾令中国人倍感自豪的中国特有的WEDM-HS,如今却陷入了难以发展的困境,已难以满足模具发展需要。
为了满足用户需要,国内多个机床生产厂及研究所研制生产出了所谓的“中走丝”线切割机床及控制系统。该类机床在保留快速走丝线切割机床结构简单、造价低、工艺效果好、使用成本低等特点的基础上,引用慢走丝多次切割加工工艺(即第一次切割用较大的电规准进行高速粗切割,然后用精规准和精微规准进行第二次、第三次甚至第四、五次切割,将加工表面逐级修光,以获得较理想的加工表面质量和加工精度),使加工工艺指标大幅度提高,越来越逼近低速走丝加工。但由于中走丝加工近几年才开始研究和试验,很多人对中走丝加工工艺还不熟悉。多次切割是一项综合性的技术,它涉及到机床精度、刚性、灵敏度,脉冲电源,以及工艺参数库、走丝系统、工作液及大量的工艺问题,并不是简单地在高速走丝机上加上一套运丝变频调速系统即可实现的。
3.4.3.3 中速走丝电火花线切割机床的特点
中速走丝电火花线切割机床从外形上看,与普通的高速走丝线切割机床没有什么不同,但二者无论机床本身还是脉冲电源及控制系统都有诸多不同之处,其特点见表3.4-16。
表3.4-16 中速走丝电火花线切割机床的特点

3.4.3.4 中速走丝电火花线切割加工工艺指标
目前中速走丝电火花线切割加工属于刚刚起步阶段,它的优越性也只是体现在切割加工的工艺指标上,表3.4-17给出了通过实际加工试验得到的工艺指标数据。
表3.4-17 中速走丝电火花线切割加工达到的工艺指标

3.4.3.5 中速走丝电火花线切割加工的应用
1.应用领域
目前中速走丝电火花线切割加工主要应用在以下几个方面:
1)加工高速走丝电火花线切割加工达不到要求的普通冷冲模具,如电动机定、转子模具等。
2)加工微细异形孔、窄缝和复杂形状的工件。普通高速走丝线切割加工的表面粗糙度值较大,且加工出窄槽窄缝后又无法修磨,而中走丝线切割加工基本能达到不用抛光的要求。
3)加工样板和成形刀具。
4)加工粉末冶金模、镶拼型腔模、拉丝模、波纹板成形模。
5)加工硬质材料、切割薄片,切割贵重金属材料。
6)加工凸轮和特殊的齿轮。
7)适合于小批量、多品种零件的加工,可减少模具制作费用,缩短生产周期。
2.应用实例(https://www.xing528.com)
图3.4-15所示为一电机生产企业的12槽电动机定子模具,零件需要线切割加工的部位无论是尺寸精度还是位置精度以及表面质量要求都比较高。由于以往使用高速走丝电火花线切割机床进行加工,在加工精度和表面粗糙度值方面都达不到图样要求。而采用中速走丝电火花线切割机床进行加工基本达到了图样要求。
本实例采用了北京迪蒙卡特公司生产的型号为CTW630TD中走丝线切割加工机床。工件材料为Cr12;工件厚度为20mm;每个槽采用4次切割;每个槽完成4次切割后跳步到下一个位置再切割下一个槽。4次切割的加工参数见表3.4-18。切割槽孔的样本如图3.4-16所示。切割加工完成后对工件检验结果如下:
1)每个形腔的加工尺寸误差≤0.008mm,满足要求。
2)表面粗糙度值:Ra最小值=0.812μm,Ra最大值=0.914μm,满足要求。
3)平均加工速度为54mm2/min。
4)同轴度为ϕ0.02mm,满足要求。
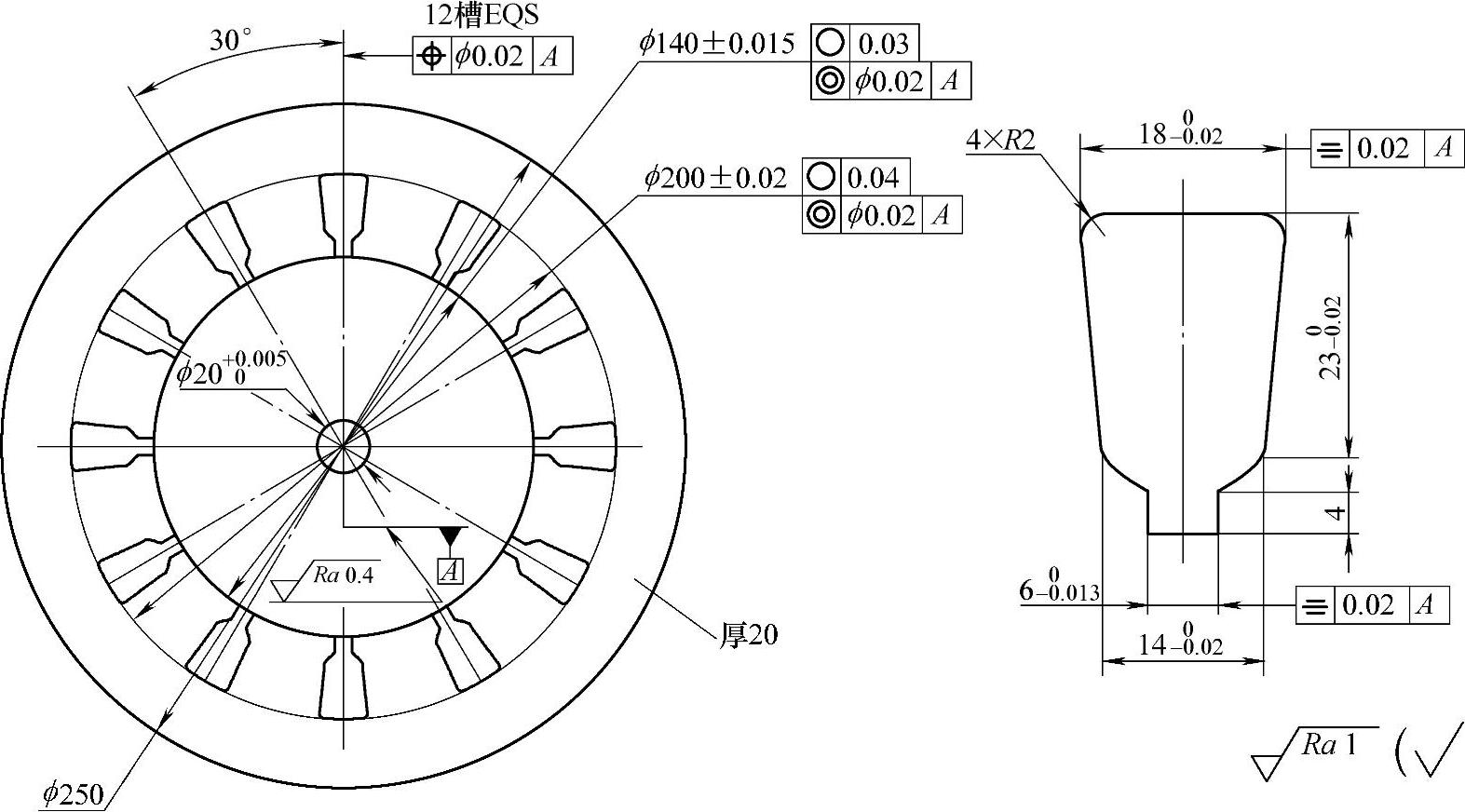
图3.4-15 12槽电机锭子模具图
表3.4-18 4次切割加工参数表


图3.4-16 用中速走丝线切割加工槽电机锭子模具孔样本
3.多次切割加工中工件剩切部位的处理
为了增强模具的耐磨性,人们广泛使用各种高强度、高硬度和高韧性的模具材料,这对提高模具的使用寿命极为有利,但却给电火花线切割工件剩切部位加工后所进行的技术处理造成不便。只有处理好工件剩切部位的加工,才能保证工件剩切部位的表面质量和加工精度。特别是在塑料模、精密多工位级进模的加工,其加工精度直接影响模具的装配精度、零件精度以及模具的使用寿命等。由于加工工件精度要求高,因此在加工过程中若有一点疏忽,就会造成工件报废,也会给模具的制造成本和加工周期带来负面影响。对于高硬度、高精度和高复杂度,且加工表面为非平面的小工件来说,采用多次切割的方法处理工件剩切部位的切割任务显得更为重要。
对于电火花线切割工件剩切部位的多次加工,首先必须解决被加工工件的导电问题,因为在高精度线切割加工中,电极丝的行走路线可能需要沿加工轨迹往复行走多次,才能保证被加工工件具有较低的表面粗糙度值和较高的加工精度,这时切割加工是靠工件剩切部位起到导电作用来保障切割加工正常进行的。但在进行工件剩切部位的切割加工时,若第一次切割即切下工件剩切部位,将会导致被切割部分与母体分离,以致导电回路中断,无法进行继续加工,所以从线切割加工的条件性和延续性来考虑,必须使工件剩切部位即便在多次切割的情况下也能保持与母体之间正常导电的要求。
为了实现上述目的,可采用在被切割部分和母体之间粘铜片和在切割间隙中塞铜片的处理方法来人为地造成定位和导电,使火花加工得以继续进行。其具体做法与技巧如下:
1)在被切割部分与母体材料之间粘贴连接铜片,目的是使工件剩切部分在切割时与母体材料相连固定,保证线切割有良好的定位条件,从而保障工件有优异的加工质量。这可依照以下步骤进行:
① 根据加工工件的大小把薄铜片(厚度根据电极丝情况和加工部位形状而定)剪成长条形,然后折叠,并保证折叠部分一长一短。
② 把折叠铜片的弯曲部分用锤子锤平或平口钳夹平,并用什锦锉修成楔形。
③ 把处理好的铜片塞到加工所形成的缝隙里,同时在工件该部分的表面滴上502胶水(即环氧树脂瞬时快干胶)。由于切割时,冲液使工件所受压力较大,若单纯用铜片塞紧来保证导电和固定,容易产生以下问题:铜片塞得太松,导致固定不可靠、导电不稳定;铜片塞得太紧,又可能损伤工件表面、破坏形位公差。所以采用502胶水来保证被切割部分与母体材料的固定。
④ 在将铜片塞进加工部位时,应避免502胶水渗到剩切部位和工件连接处,造成绝缘不能加工,而且粘贴连接铜片的位置应考虑对称分布,并保证同时塞紧,避免工件发生偏移,以致影响工件加工质量。
2)在被切割部分与母体材料之间填充导电铜片。把经折叠、剪齐、锤平和修锉的薄铜片填充在加工形成的缝隙里,并使铜片和缝隙壁紧密贴合。填充此铜片的目的是为了导电,因为前面粘贴连接铜片时用了502胶水,而502胶水是不导电的。为了实现导电要求,而采用填充导电铜片的方法。填充导电铜片时同样应注意铜片的对称布置并使铜片同时加紧,但应注意不能塞得过紧以免划伤工件的表面。
不管是采用粘贴连接铜片,还是采用填充导电铜片,都应该把小铜片制成圆弧形,而且还应该用金相砂纸打磨被锤过的铜片表面,以保证铜片表面光滑,避免划伤工件已加工过的表面。
在采用电火花线切割机床加工高硬度、高精度和高复杂度的小型工件时,按照上述方法和步骤进行线切割加工中工件剩切部位是一种行之有效的方法,它所提出的步骤和技巧经济简便、实用可行,从而为改善和提高多次切割加工的质量和效率探索出了新的途径。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。