



3.4.1.1 加工工艺指标
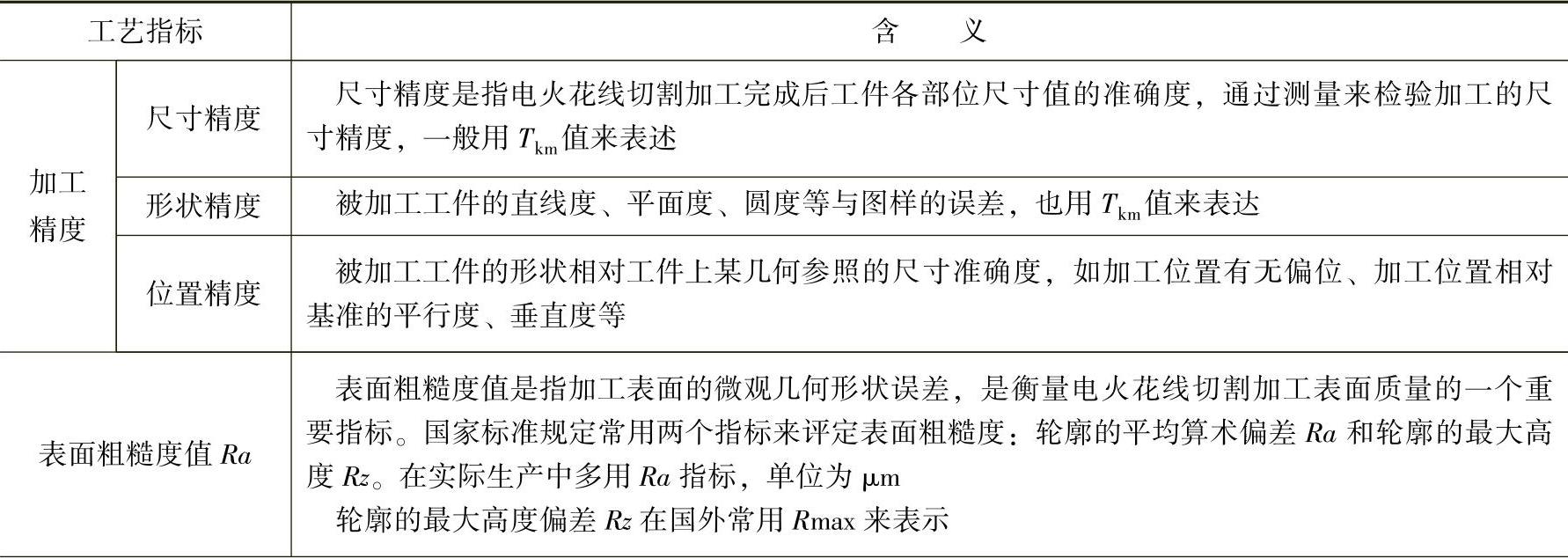
电火花线切割加工工艺指标主要包括切割速度、表面粗糙度值和加工精度等,此外,放电间隙、电极丝损耗和加工表面层变化也是反映加工效果的重要指标。而要取得高的加工工艺指标,与加工工艺的选择和合理的选择加工工艺参数是分不开的。高速走丝电火花线切割机床加工主要工艺指标的含义说明见表3.4-1所示。
表3.4-1 高速电火花走丝线切割机床加工主要工艺指标
(续)
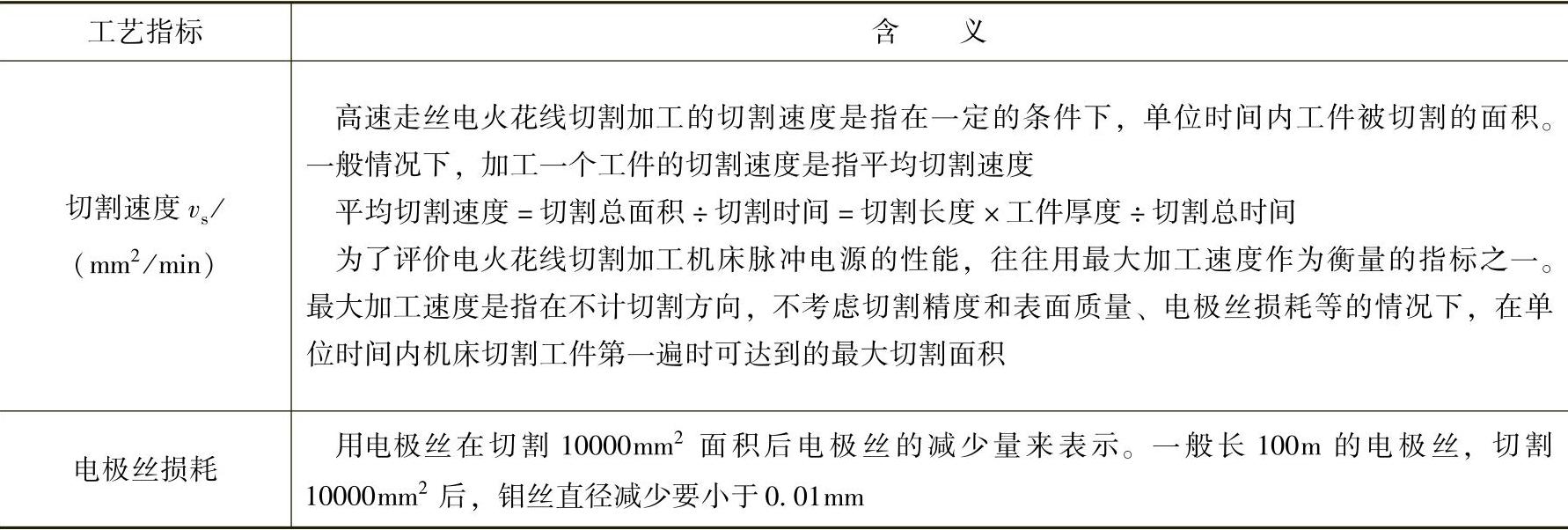
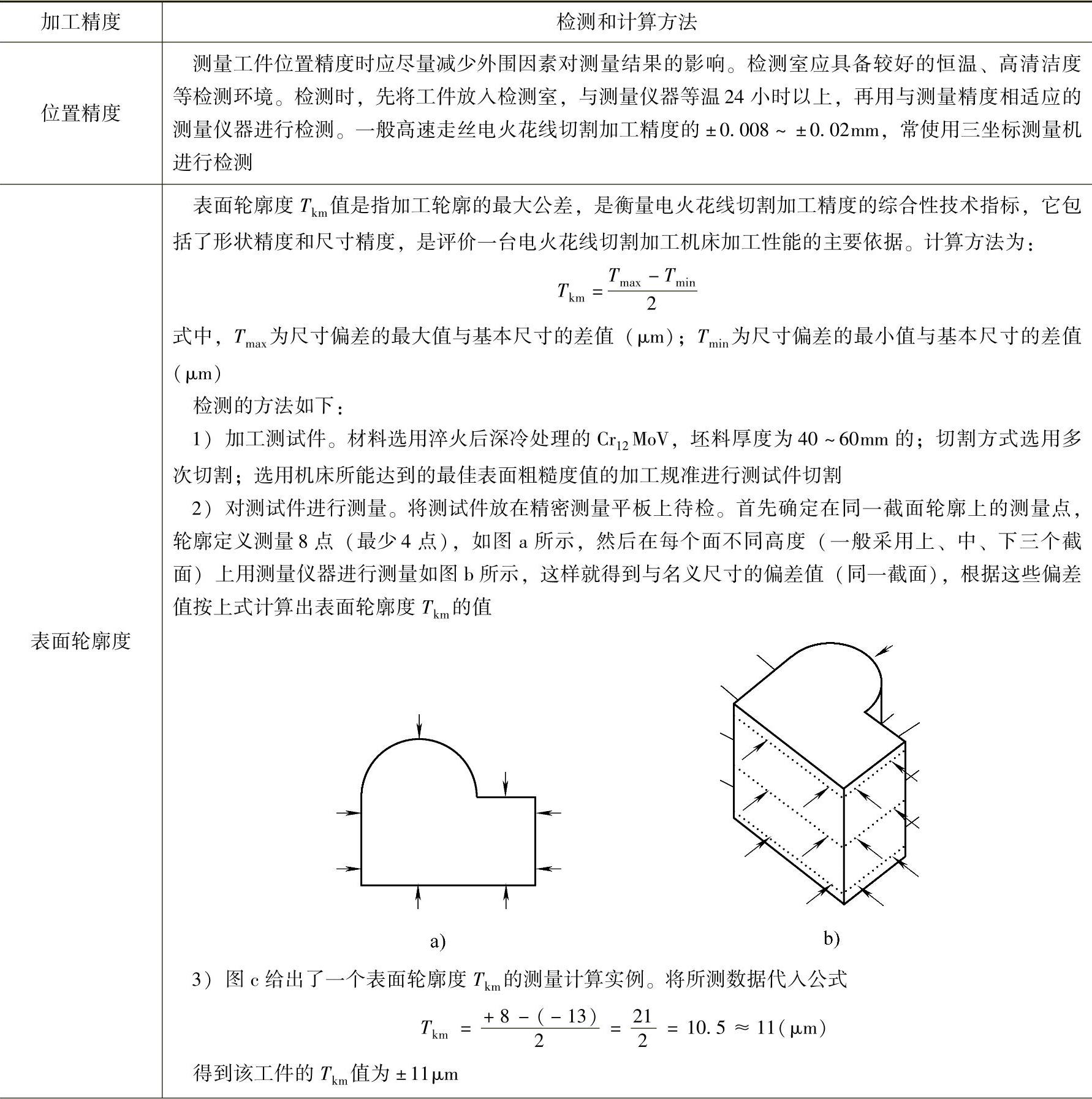
表3.4-2给出了电火花线切割加工精度的检测和计算方法。
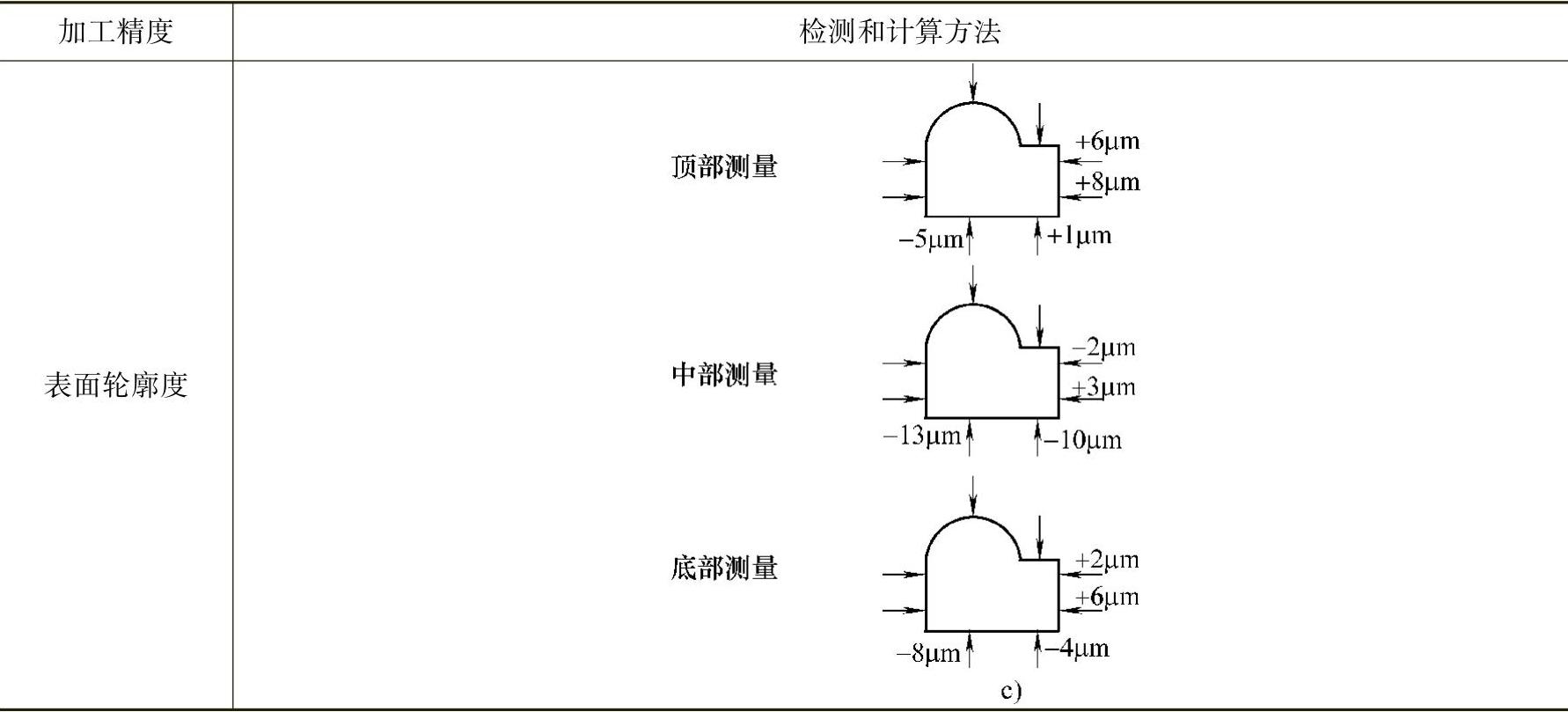
表3.4-2 电火花线切割加工精度的检测和计算方法
(续)
3.4.1.2 基本加工工艺规律
1.电参数因素对工艺指标的影响
目前,电火花线切割加工中广泛应用的脉冲电源波形是矩形波。现以矩形波脉冲电源为例说明电参数对加工工艺指标的影响。
数控高速走丝电火花线切割加工电参数的设置,通常需要在保证表面质量、尺寸精度的前提下,尽量提高加工效率。表3.4-3所列为电参数因素对工艺指标的影响。
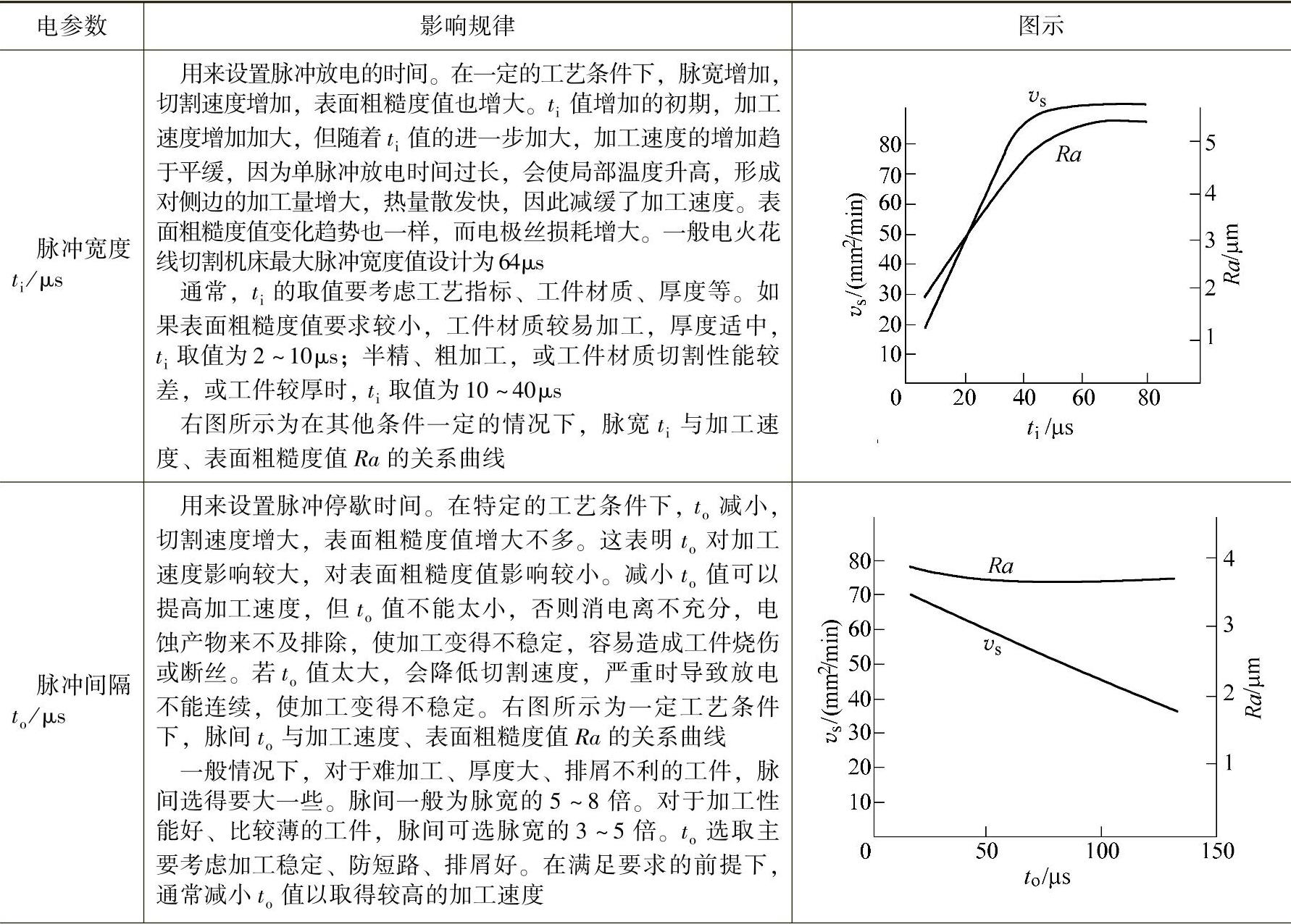
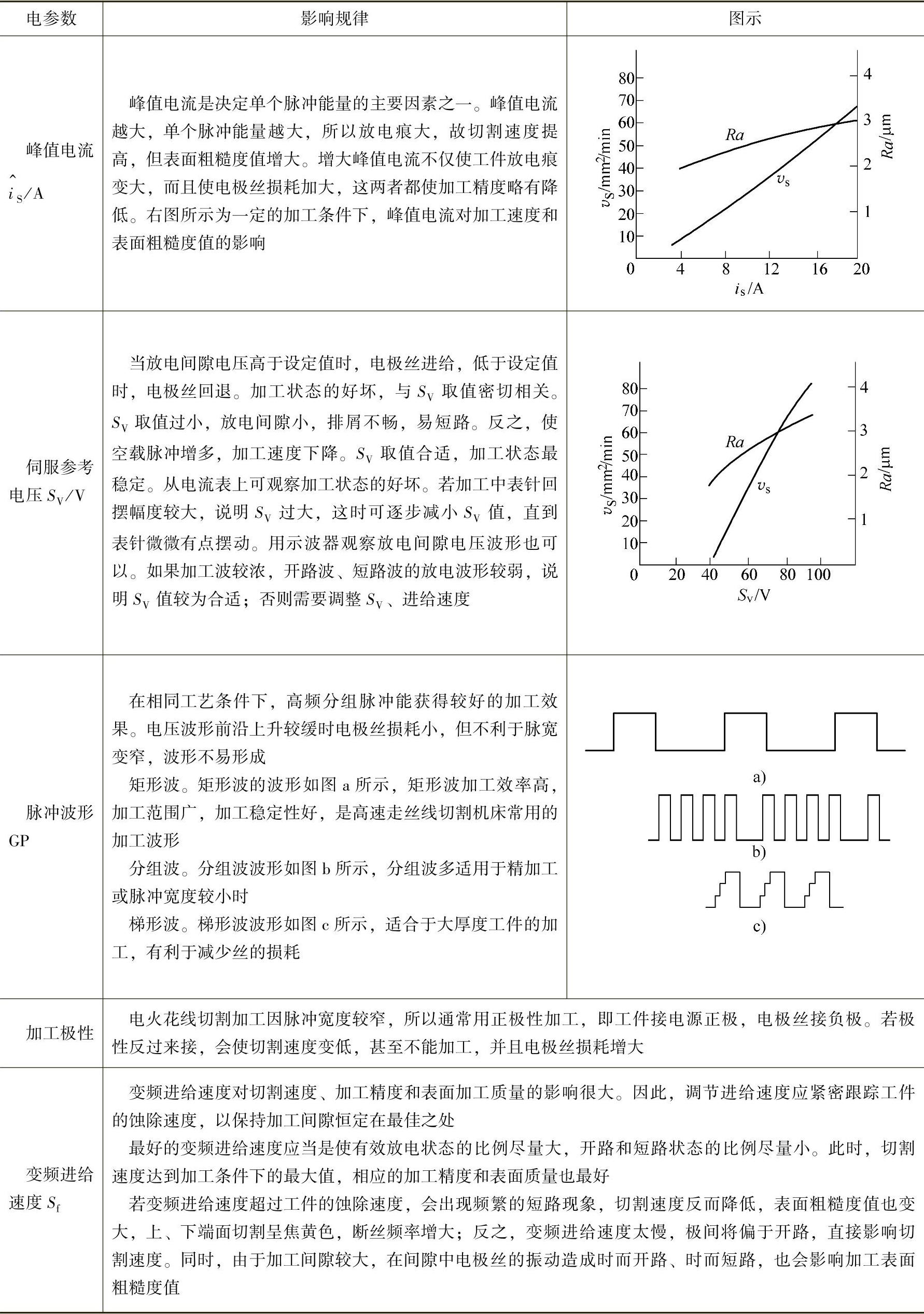
表3.4-3 电参数因素对工艺指标的影响
(续)(https://www.xing528.com)
2.非电参数因素对工艺指标的影响
表3.4-4给出了非电参数因素对工艺指标的影响。
表3.4-4 非电参数因素对工艺指标的影响规律
(续)
(续)
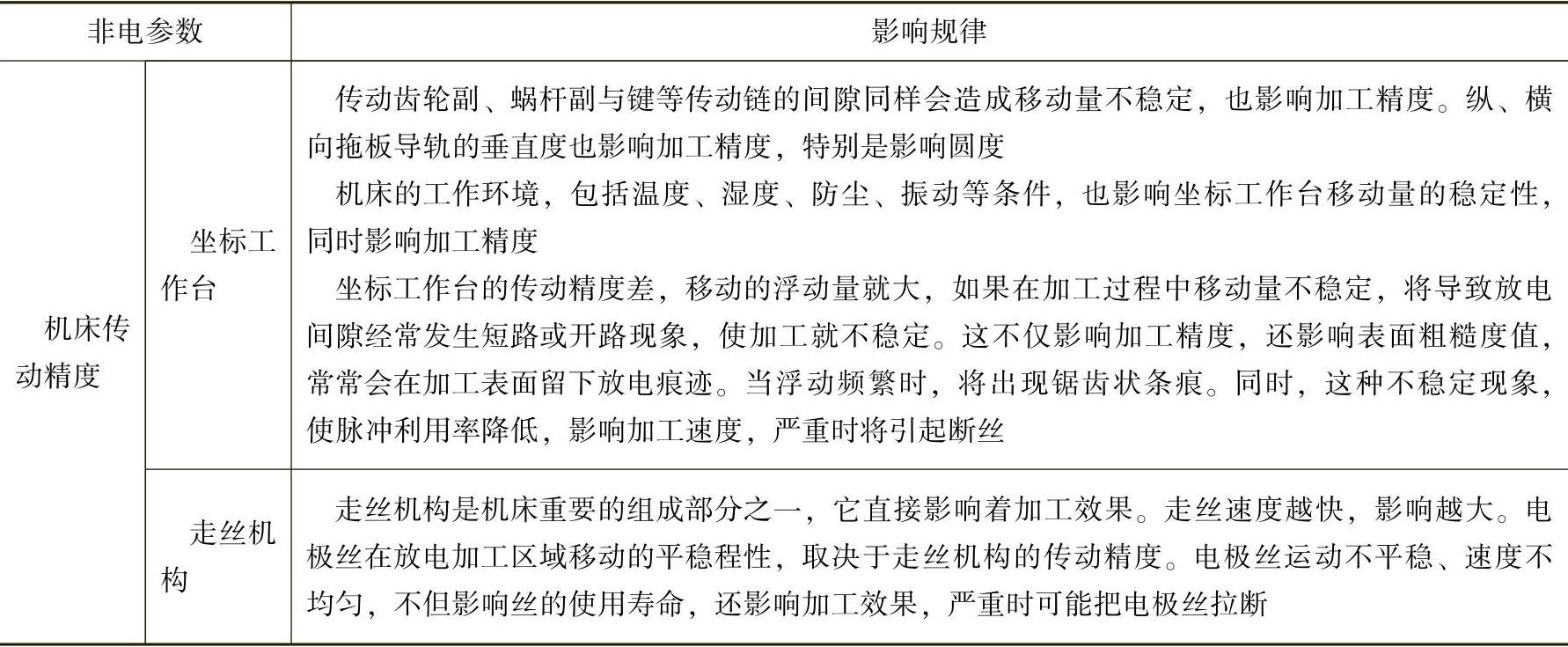
表3.4-5所示为高速走丝电火花线切割加工常用电极丝材料的性能。
表3.4-5 常见电极丝材料的性能

3.各因素对加工工艺指标影响的相互关系
在电火花线切割加工中,影响工艺指标的因素很多,并且这些因素的影响是既相互关联又相互矛盾的。诸因素对加工速度、表面粗糙度值和加工精度的影响关系如图3.4-1所示。其中各因素的影响往往是相互依赖,又相互制约的,在具体加工时,要综合考虑诸因素对工艺指标的影响,充分发挥电火花线切割加工设备的加工能力。
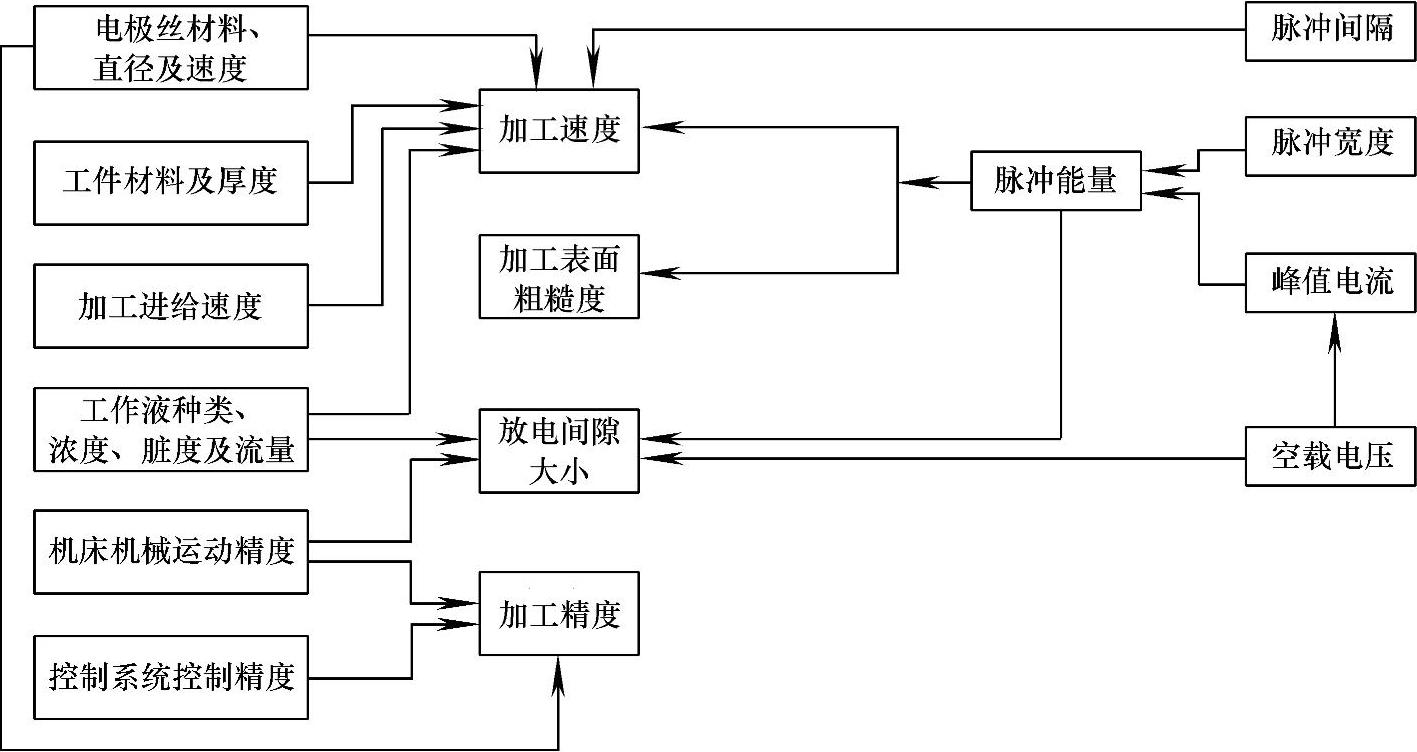
图3.4-1 各因素对工艺指标的影响关系图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。