



高速走丝电火花线切割加工是20世纪70年代初期由我国技术人员独创的一种适合于发展中国家使用的电火花切割加工方式,无论从机床设计还是电源及控制单元的设计都是有利低成本制造和低成本运行的,在脉冲电源方面更是有利于低水平的维修和维护。随着我国现代制造技术的不断发展及电力电子器件的不断升级换代,具有中国特色的往复走丝电火花线切割加工脉冲电源也迈上了一个新的台阶。
3.3.1.1 高速走丝电火花线切割加工脉冲电源的特点及组成
高速走丝电火花线切割机床脉冲电源与电火花成形加工机床的脉冲电源一样,都叫高频脉冲电源,是数控电火花线切割机床的重要组成部分,电源的各项参数选择是影响切割加工工艺指标的重要因素。
1.对脉冲电源的要求
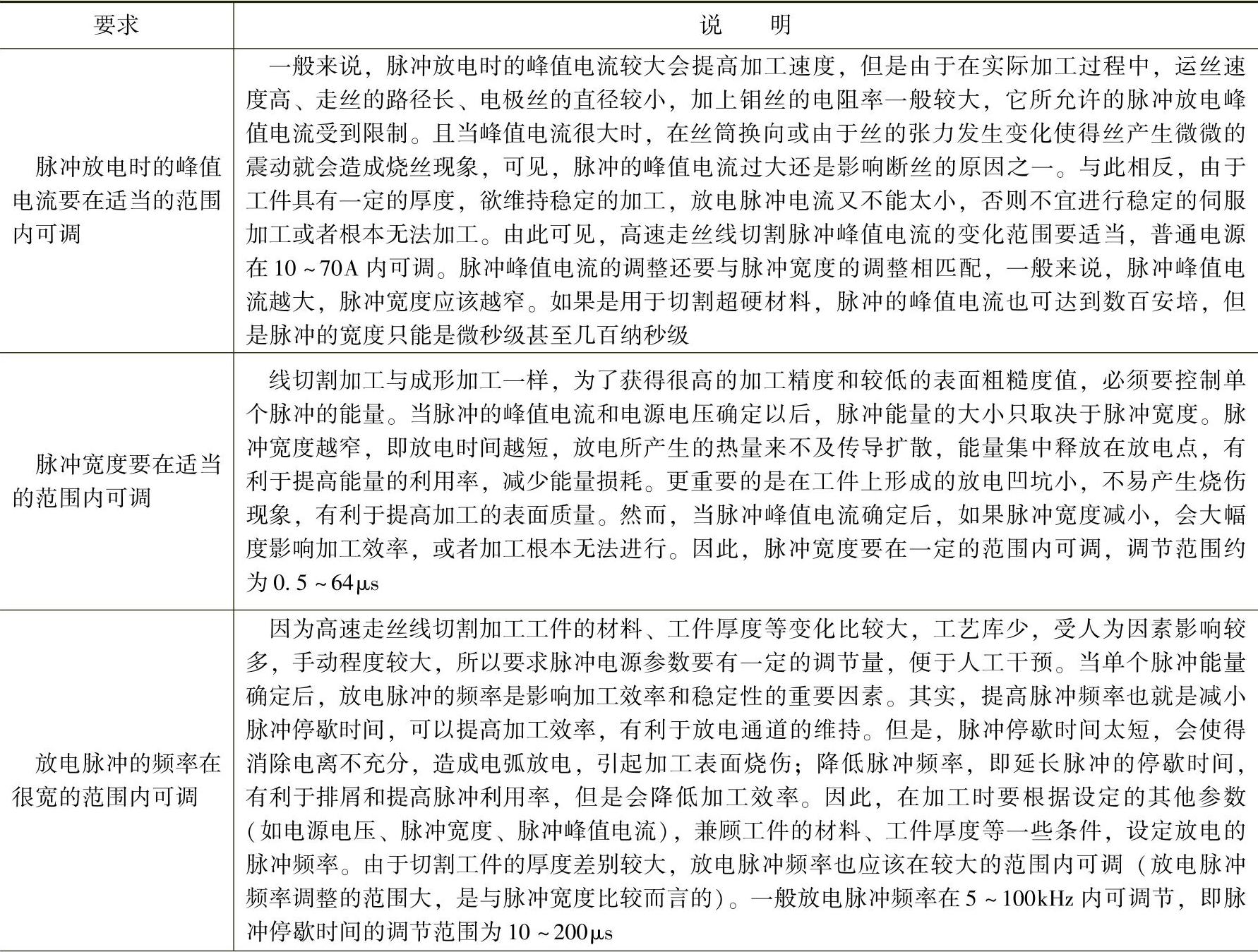
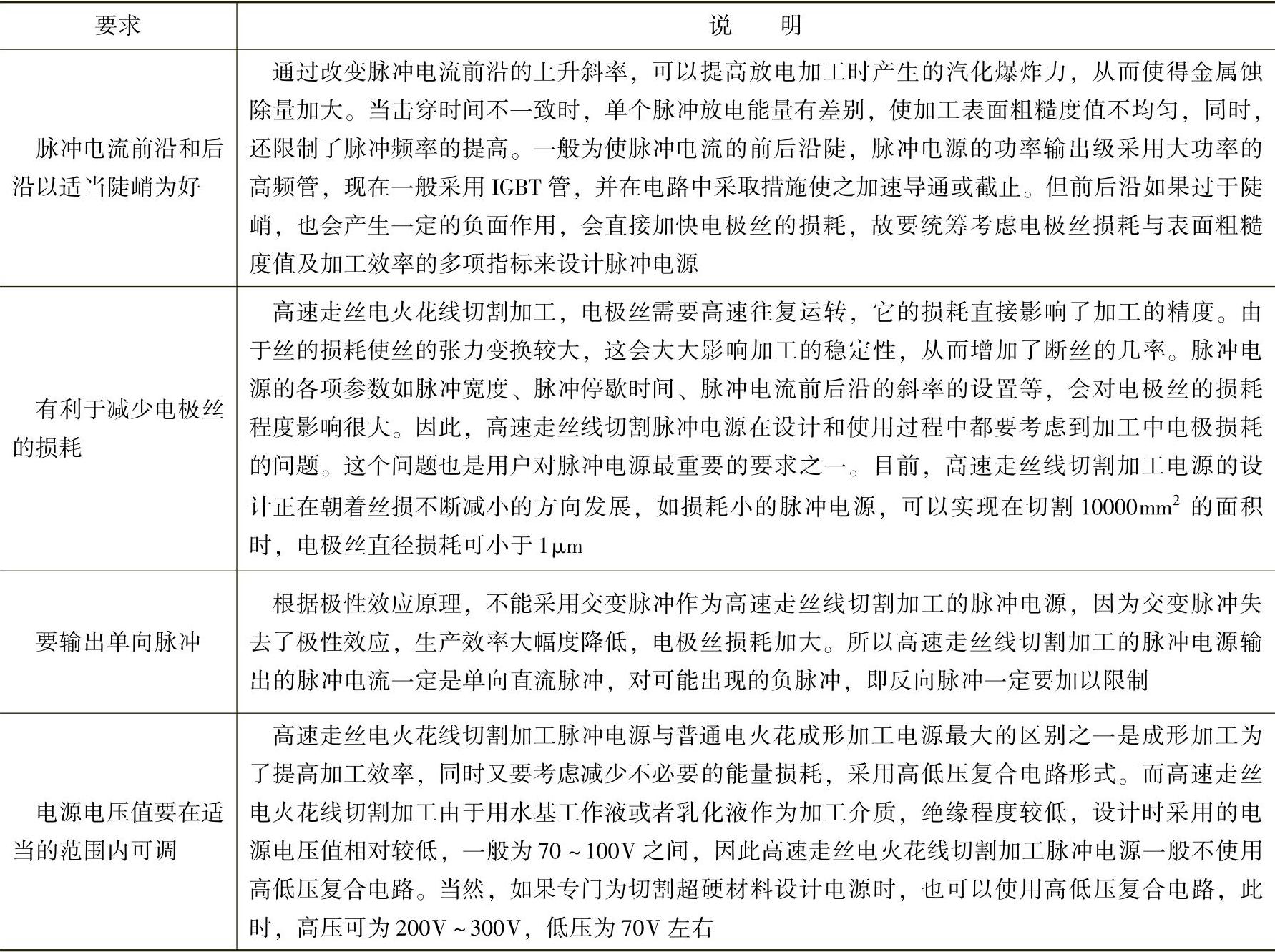
由于高速走丝电火花线切割加工机床的电极丝需要往复使用,加工工件周期较长,面积较大,同时高速走丝线切割加工工艺常常采用某一规准将工件一次加工成形,因此,对加工精度、表面粗糙度值和切割速度等工艺指标都有较高的要求。电火花线切割脉冲电源应该满足表3.3-1所列的要求。
表3.3-1 高速走丝电火花线切割加工脉冲电源的要求
(续)
2.高速走丝电火花线切割加工脉冲电源的基本组成
目前国内生产的高速走丝电火花线切割机床脉冲电源结构形式都大同小异,电路基本组成见图3.3-1,组成部分中各单元的功能见表3.3-2。
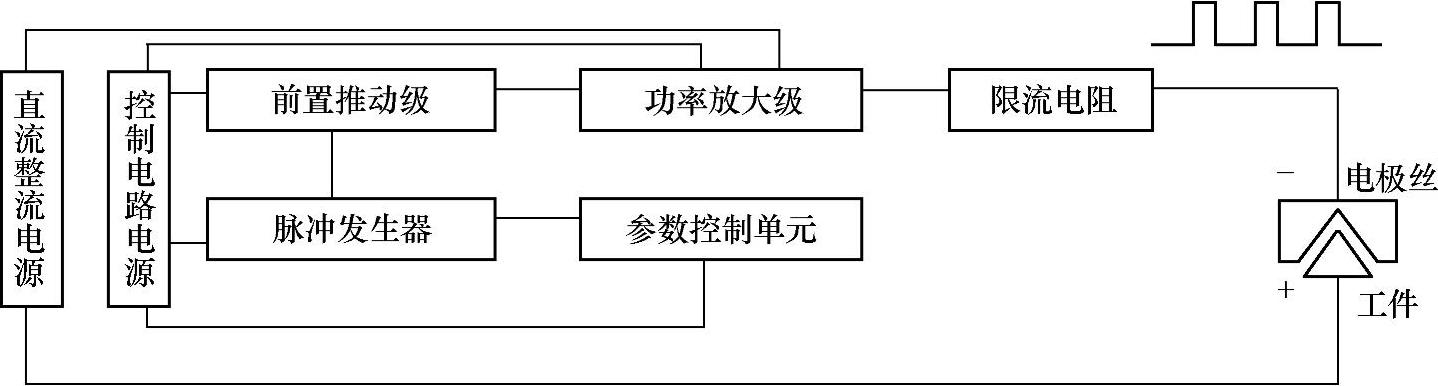
图3.3-1 高速走丝电火花线切割加工脉冲电源基本组成
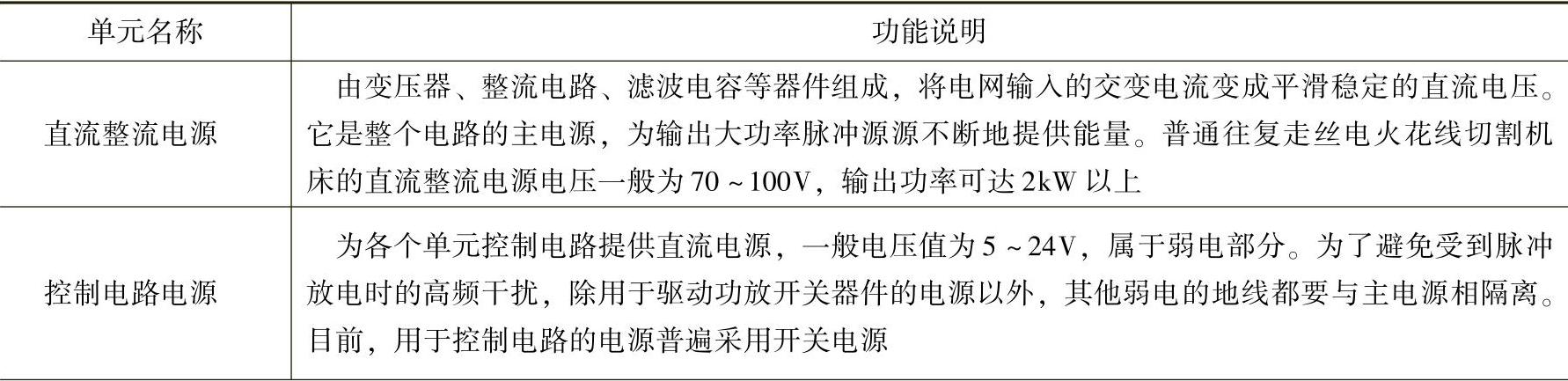
表3.3-2 脉冲电源基本组成各单元的功能
(续)
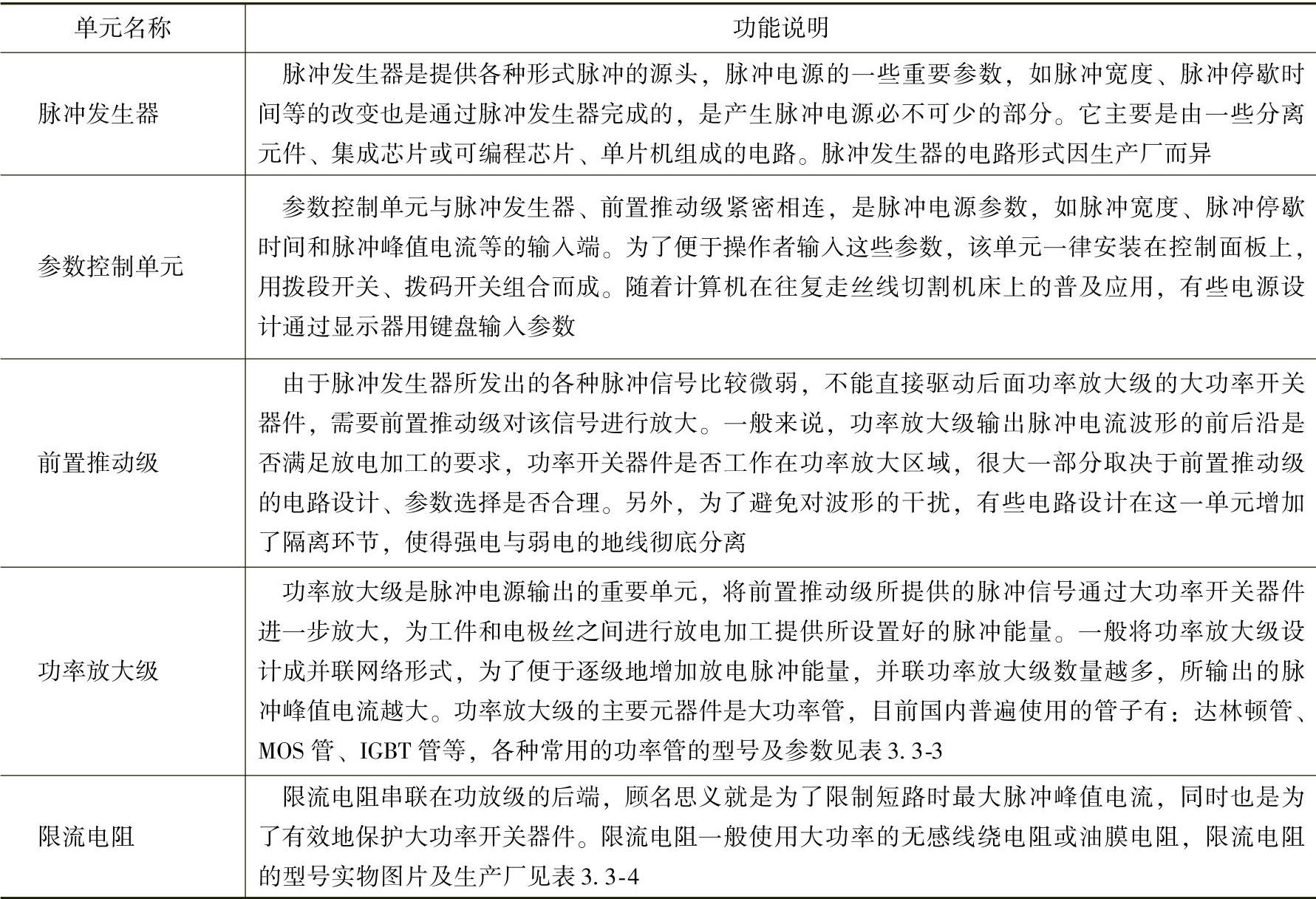
表3.3-3 高速走丝电火花线切割脉冲电源常用的大功率开关管参数表
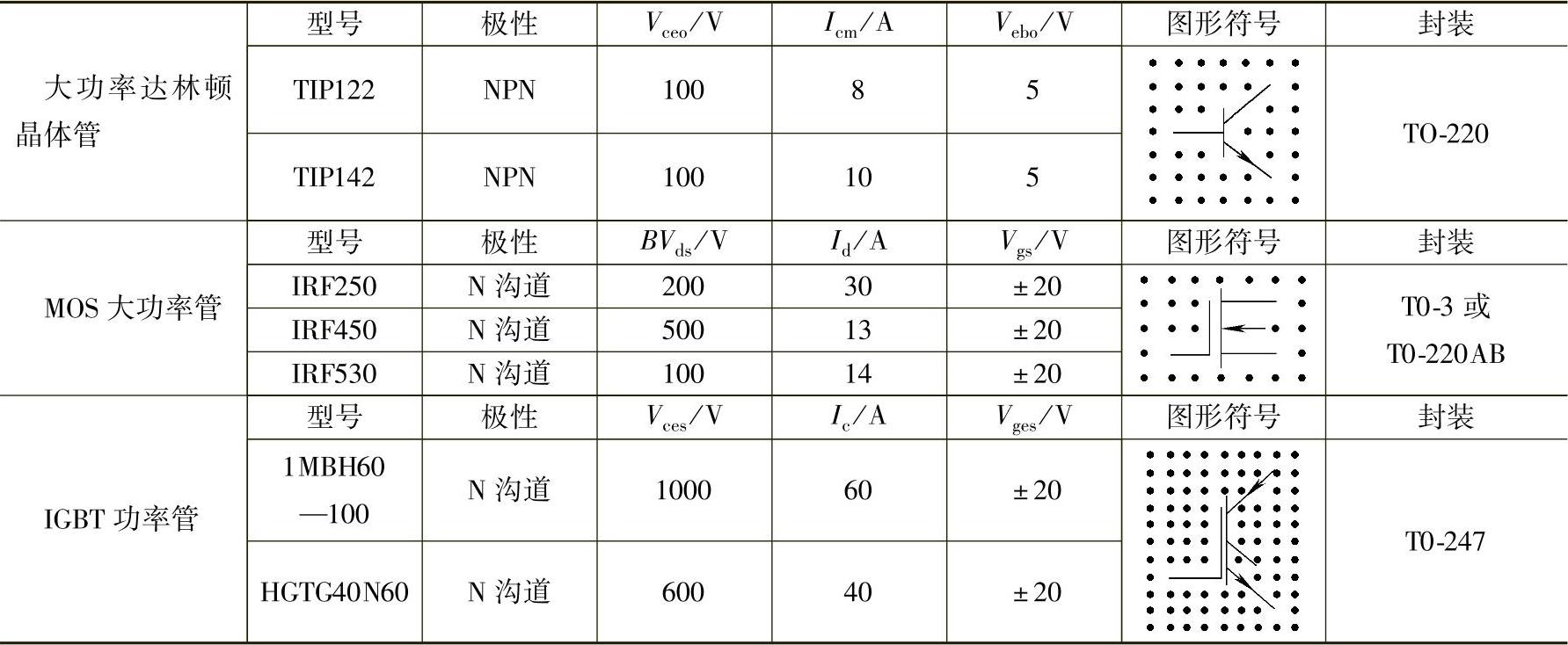
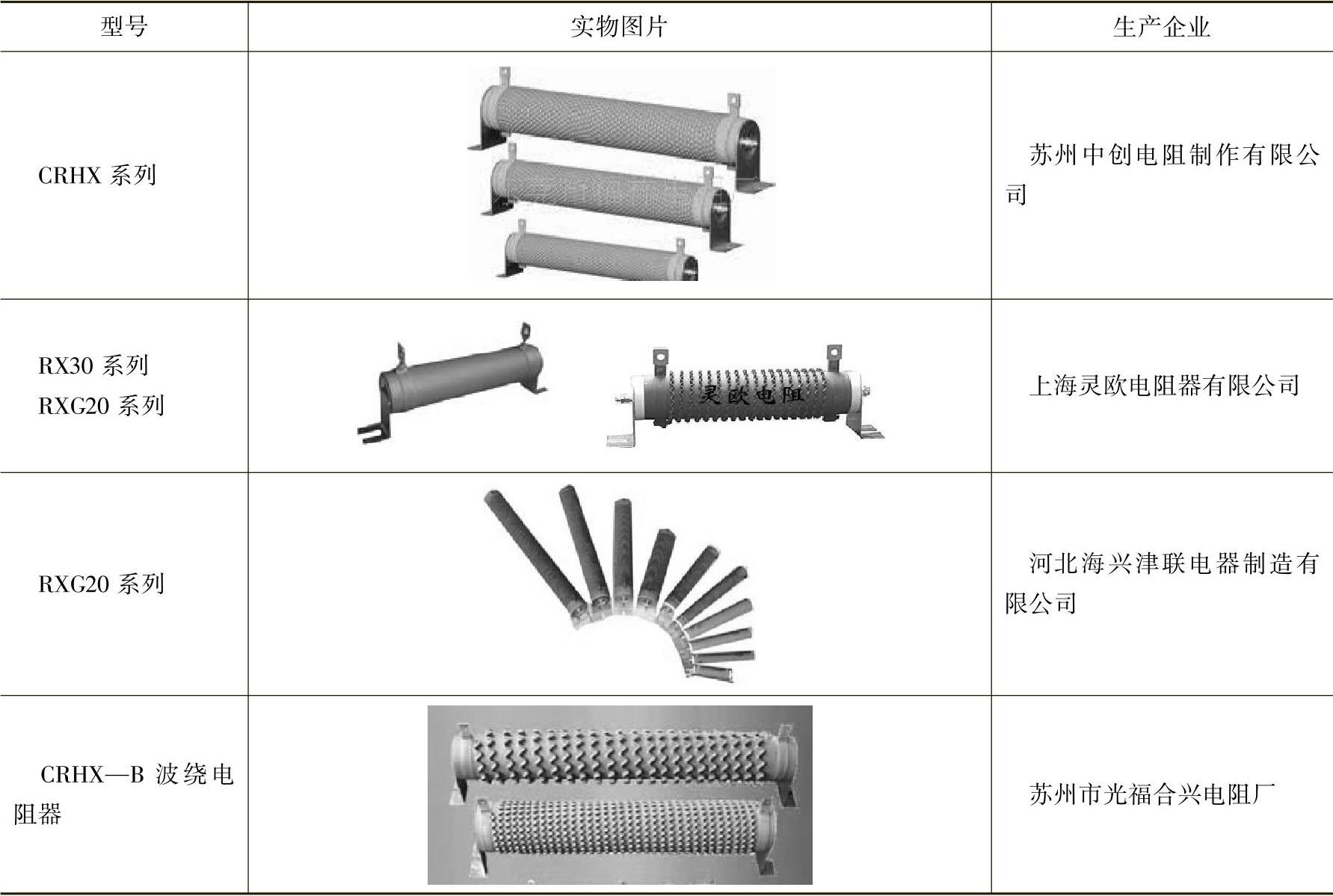
表3.3-4 限流电阻参数表

(续)
3.3.1.2 高速走丝电火花线切割加工脉冲电源的典型电路
图3.3-2给出了往复走丝电火花线切割加工脉冲电源的典型电路,它一个由多路放电网络并联而成(中间放电网络部分简化)。该电路采用了单片机脉冲发生器输出脉冲信号,通过光隔离器将控制信号的地线与功放极隔离,然后是功率放大级将脉冲信号放大后驱动大功率管,通过大功率
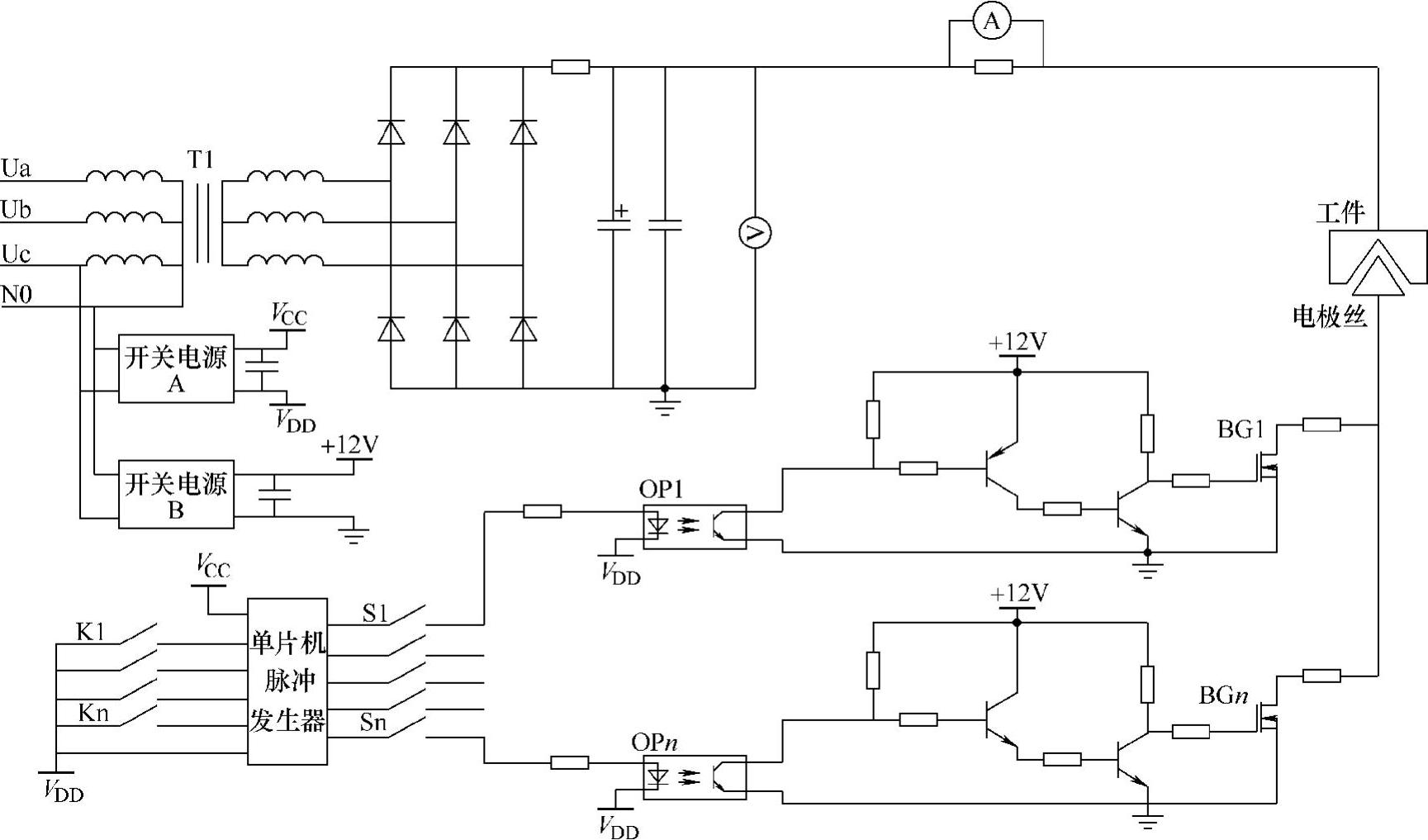
图3.3-2 往复走丝电火花线切割加工脉冲电源的典型电路
管VT1~VTn输出的脉冲电流,脉冲电源的正、负极分别接在工件和电极丝两端便可以实行脉冲放电加工了。
图3.3-2中的K1~Kn可与脉冲宽度及脉冲停歇时间等参数的选择部件相连,实现脉冲参数的选择及控制。S1~Sn可与电流参数选择部件相连,实现电流选择控制。
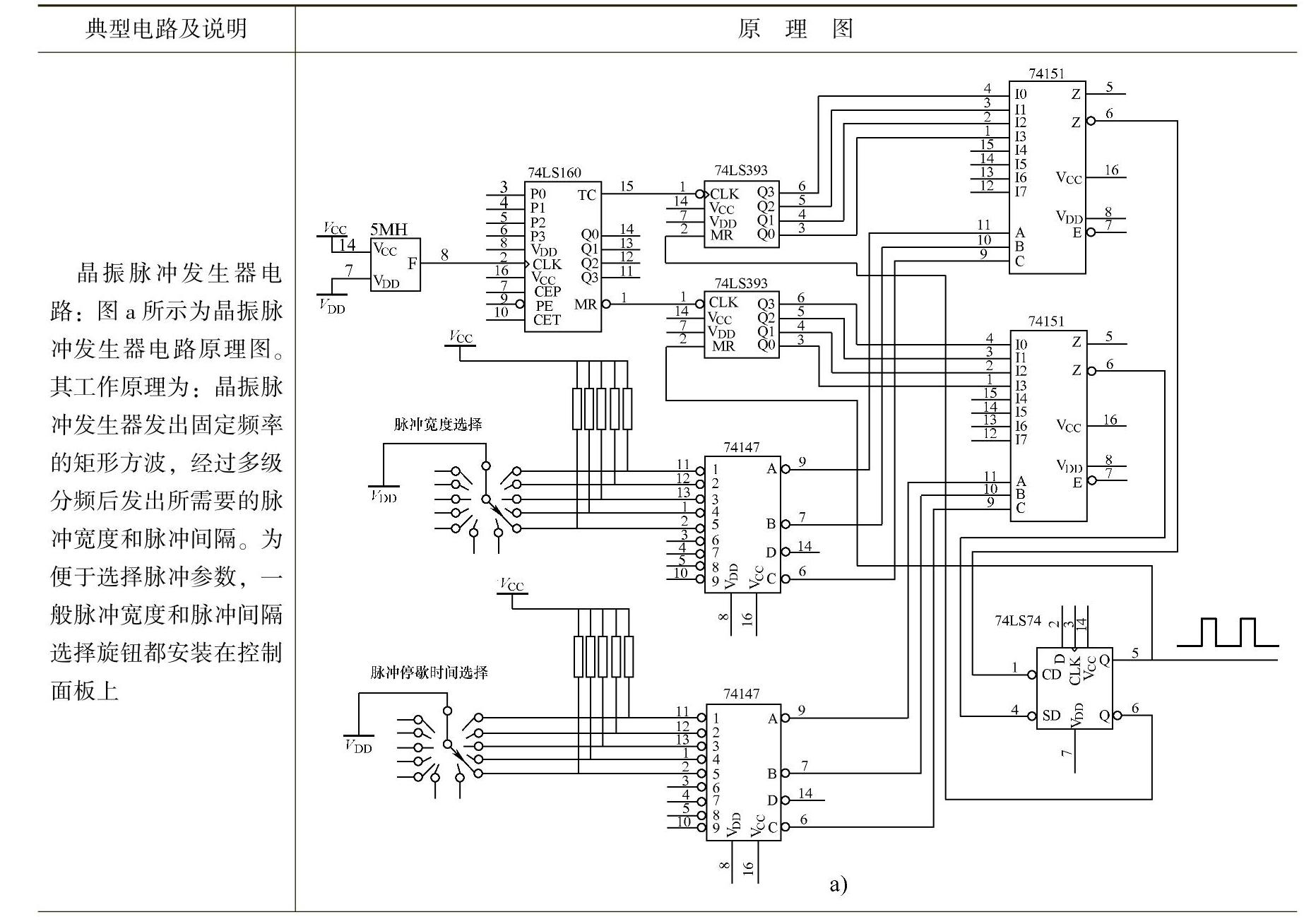
1.脉冲发生器典型电路形式
脉冲发生器电路的形式很多,除了上述典型电源电路中提到的单片机脉冲发生器以外,常用的还有晶振式脉冲发生器、555集成芯片式脉冲发生器等,表3.3-5给出了一些典型电路原理图和简要说明。
2.前置推动级及功率放大级的电路形式
在功率放大单元中各个制造厂商根据输出功率的不同,所使用的大功率开关元件有所不同。而不同的大功率开关元件使用的前级推动方式也是不同的,表3.3-6分别给出了最常用的大功率MOS场效应晶体管和绝缘栅双极型晶体管(IGBT)的功率放大和前置推动级的几种电路形式。
大功率MOS场效应晶体管和绝缘栅双极型晶体管(IGBT)是当代电力电子设备应用广泛的全控型电力半导体器件。由于它们的单管容量大,并具有很高的开关频率,只需要很小的驱动功率,而且价格越来越便宜,因此,已经广泛地应用在往复走丝线切割加工脉冲电源的功率放大级上。目前国际市场上已经出现了众多的集成栅极驱动模块,给从事脉冲电源的设计人员带来了极大的方便,具体参数和设计请参阅有关电力电子设备与集成电路方面的资料。
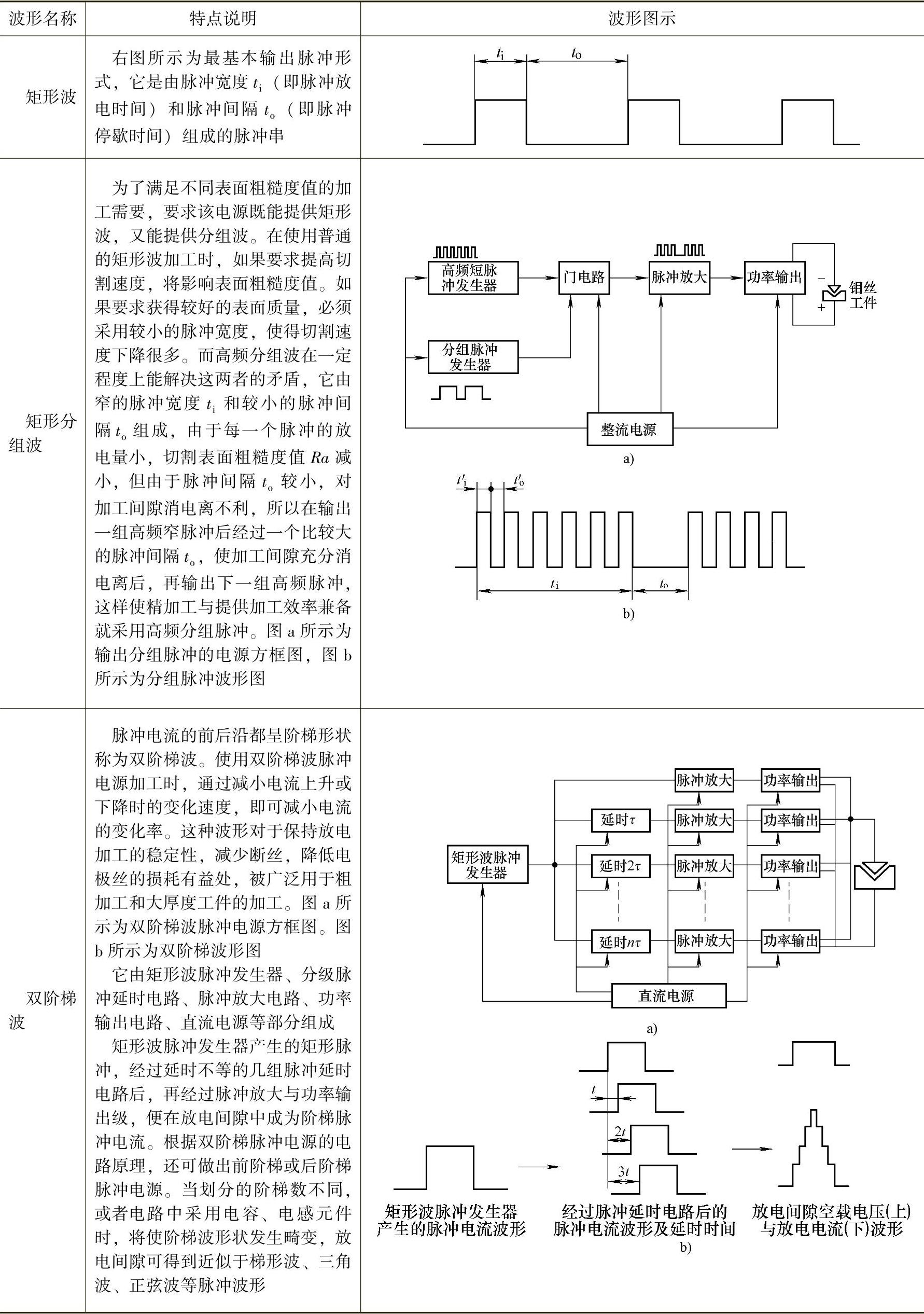
3.常见的几种脉冲波形
高速走丝线切割加工脉冲电源根据加工材料、加工精度和加工厚度的不同,对电源输出的电流波形要求也略有不同,各种波形的加工特点见表3.3-7。
表3.3-5 脉冲发生器典型电路原理图和简要说明(https://www.xing528.com)
(续)
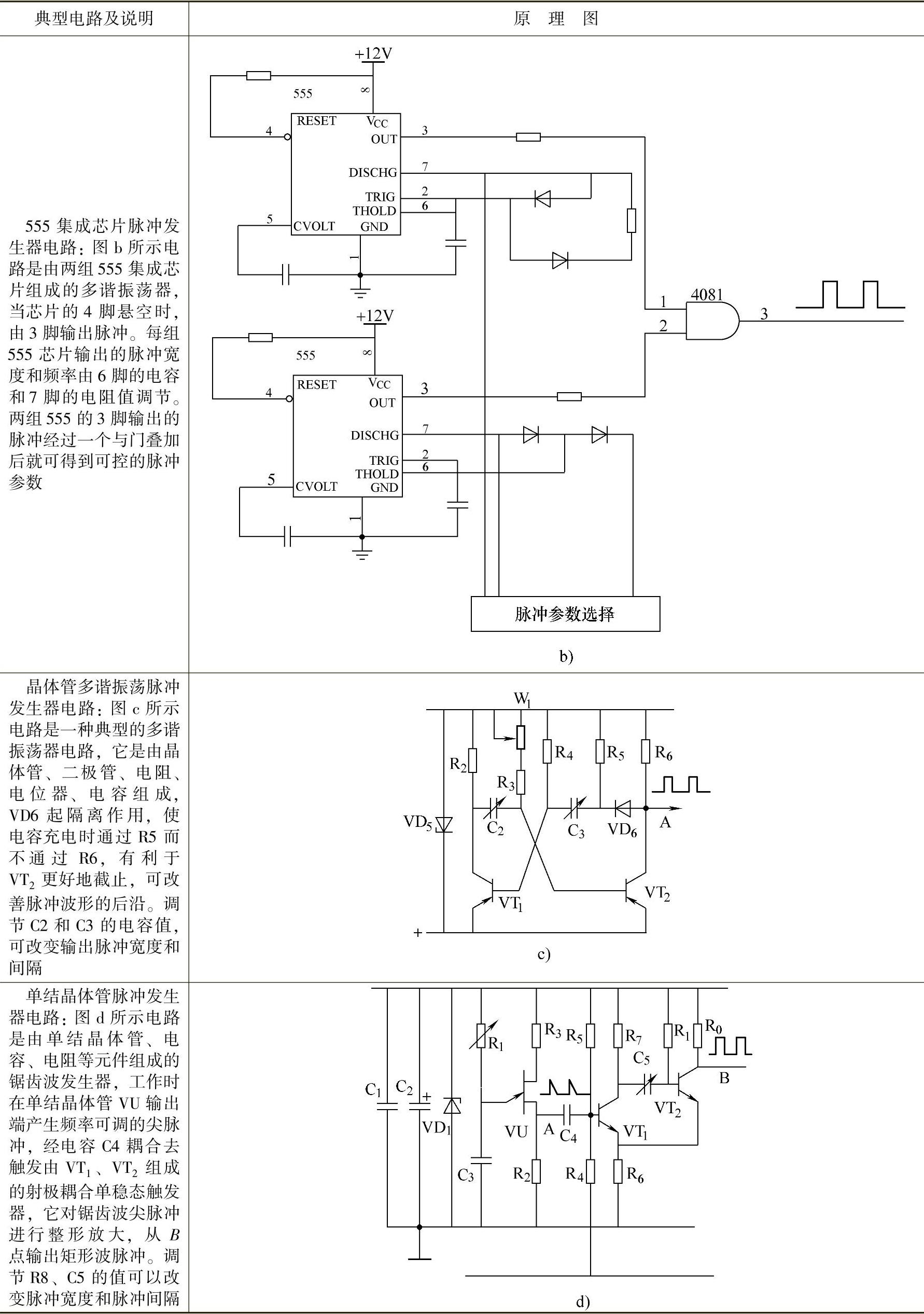
表3.3-6 前置推动级和功率放大级的典型电路
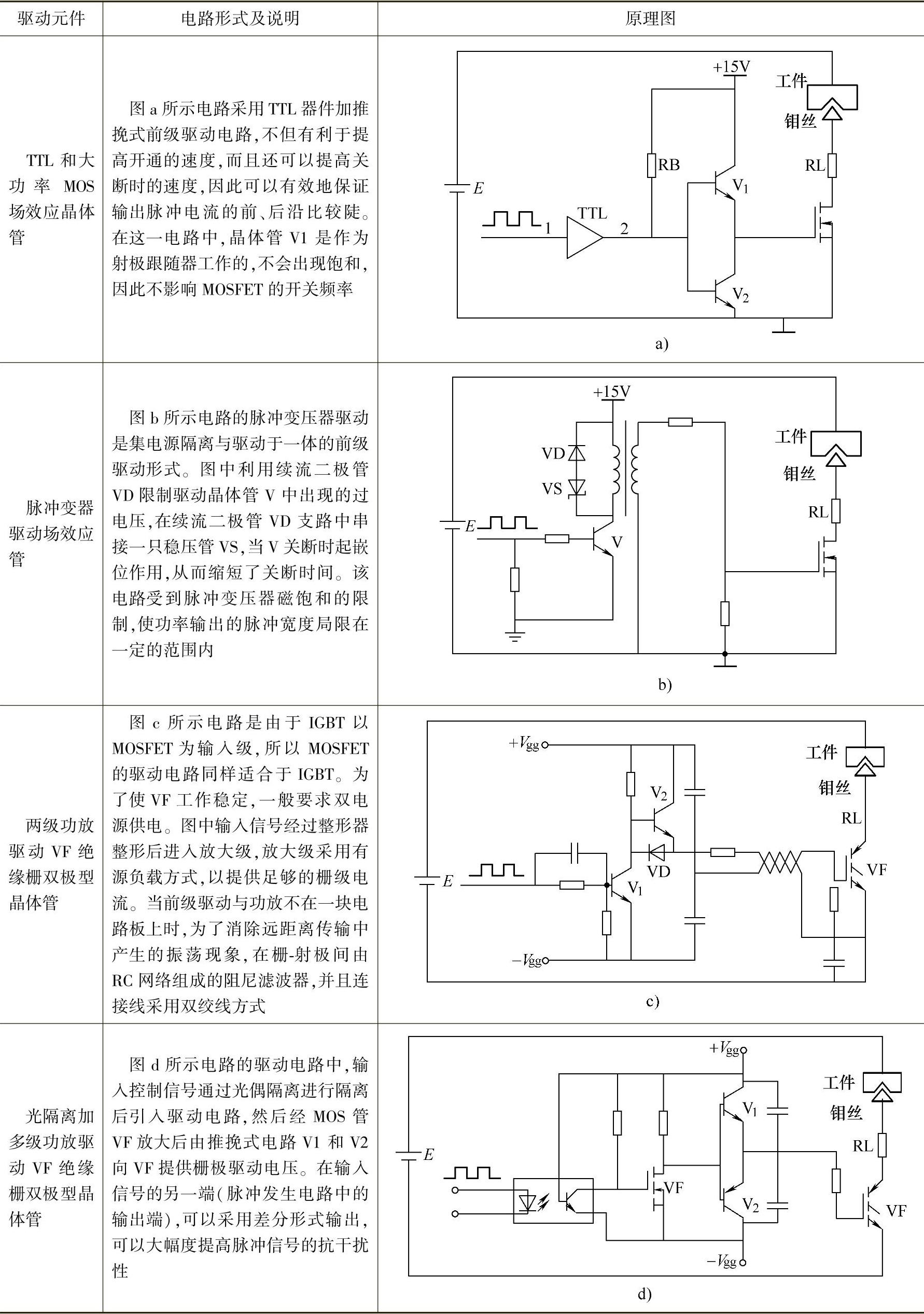
表3.3-7 常见几种脉冲波形的形式和特点
4.双回路与多回路脉冲电源
在电火花线切割加工中,还有采用双回路或多回路脉冲电源进行加工的。使用双回路脉冲电源时,可同时加工两个工件。如图3.3-3所示的电源加工,可在保持一定表面粗糙度值的情况下,大大缩短加工时间。
同样,多电极丝线切割加工机床采用多回路脉冲电源,如图3.3-4所示,它可同时加工多个相同的工件,也能在一定表面粗糙度值的情况下,大大提高加工速度。
双回路或多回路脉冲电源与单回路脉冲电源的原理相同。因此,它可以由两个或多个单回路脉冲电源组成,也可以由一个脉冲电源分两路或多路输出来实现。
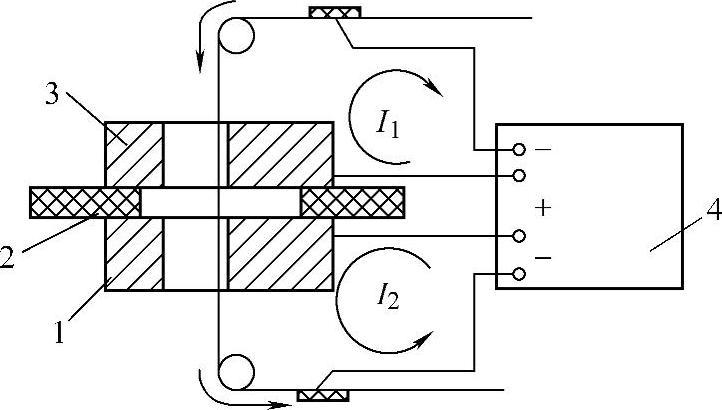
图3.3-3 双回路脉冲电源示意图
1—工件Ⅱ 2—绝缘板 3—工件Ⅰ 4—双回路脉冲电源
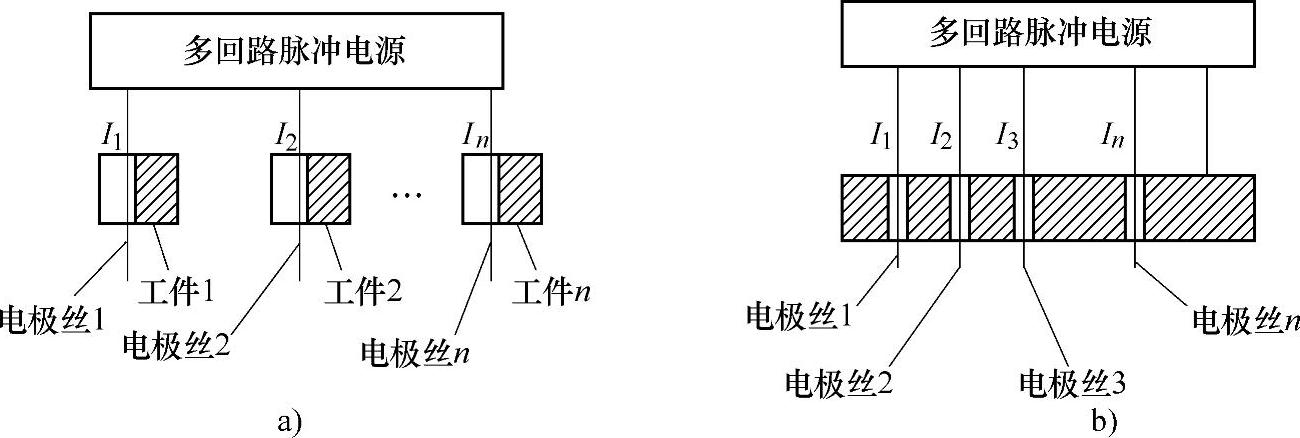
图3.3-4 多电极丝多回路脉冲电源加工示意图
a)采用多回路脉冲电源加工多个工件 b)采用多回路脉冲电源加工一个工件
3.3.1.3 脉冲电源的波形测量与加工状态监视
1.脉冲电源的波形测量方法
图3.3-5所示为一种典型脉冲电源的原理图,其主要点的输出波形可用示波器进行观察,可直接测出电参数,如脉冲宽度、脉冲间隔和空载电压幅值等。当间隙空载时,主要点的波形和电参数如表3.3-8所示。
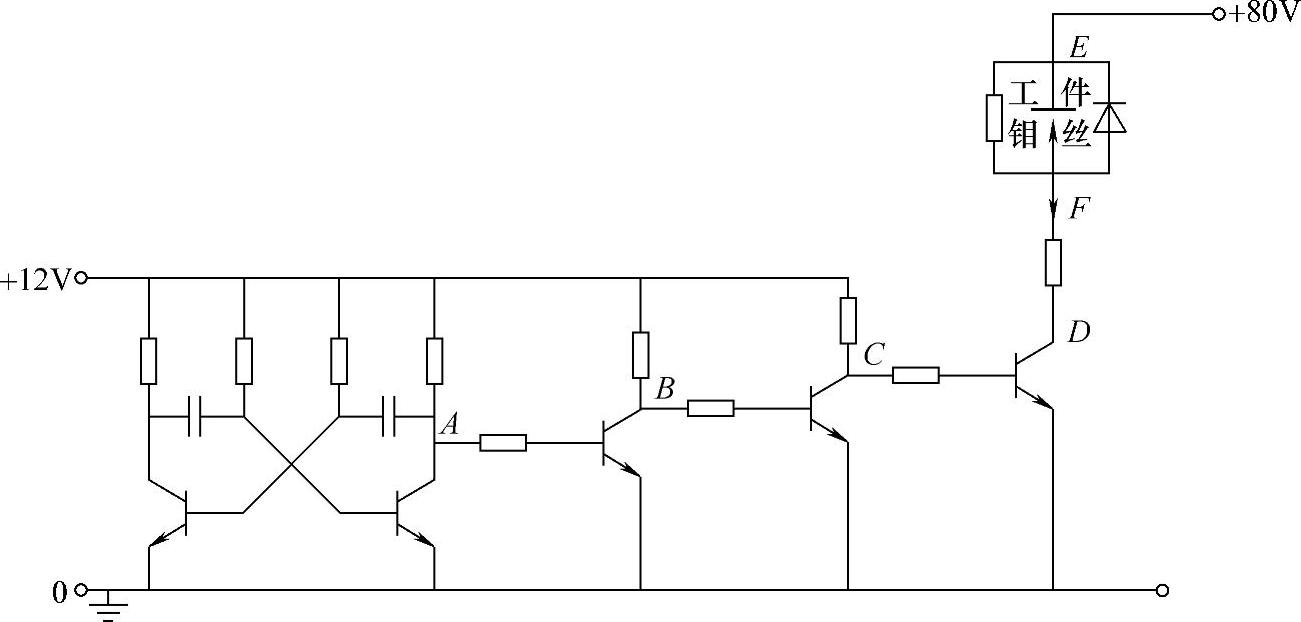
图3.3-5 典型脉冲电源的原理图
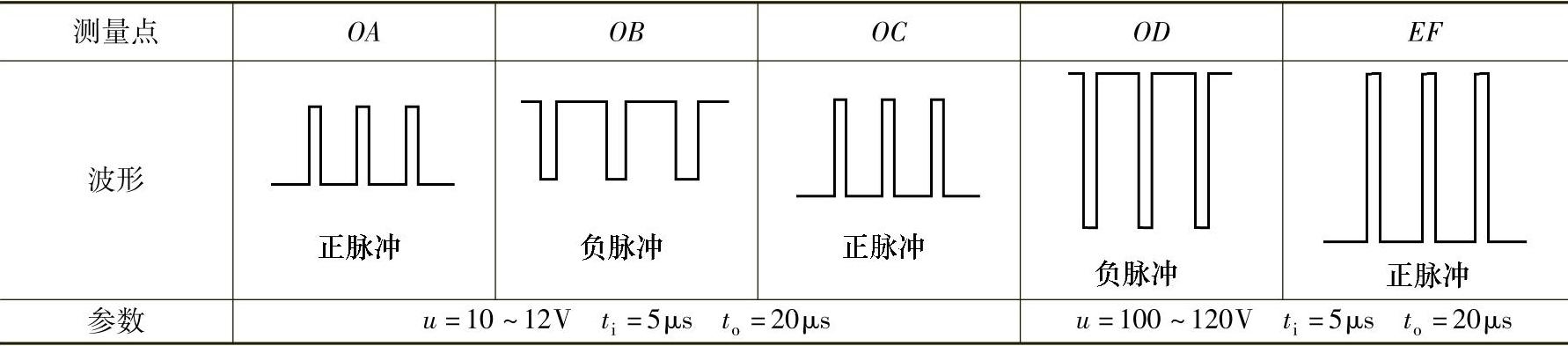
表3.3-8 主要点的波形和电参数
2.加工状态监测方法
电火花线切割机床加工效果的好坏,在很大的程度上取决于操作者选择的伺服进给速度是否适宜。通常,操作者可使用示波器监测加工状态,方法是在放电间隙的两极接上示波器,在加工过程中监测各种加工波形出现的概率,进而直观地判断跟踪状态和加工效果的好坏。图3.3-6所示为加工时可能出现的几种波形。表3.3-9所示为在各种进给速度状态时示波器监测到的加工波形,以及根据加工波形判断的加工状态和对应的加工结果。表3.3-10所示为跟踪状态对加工效果的影响。
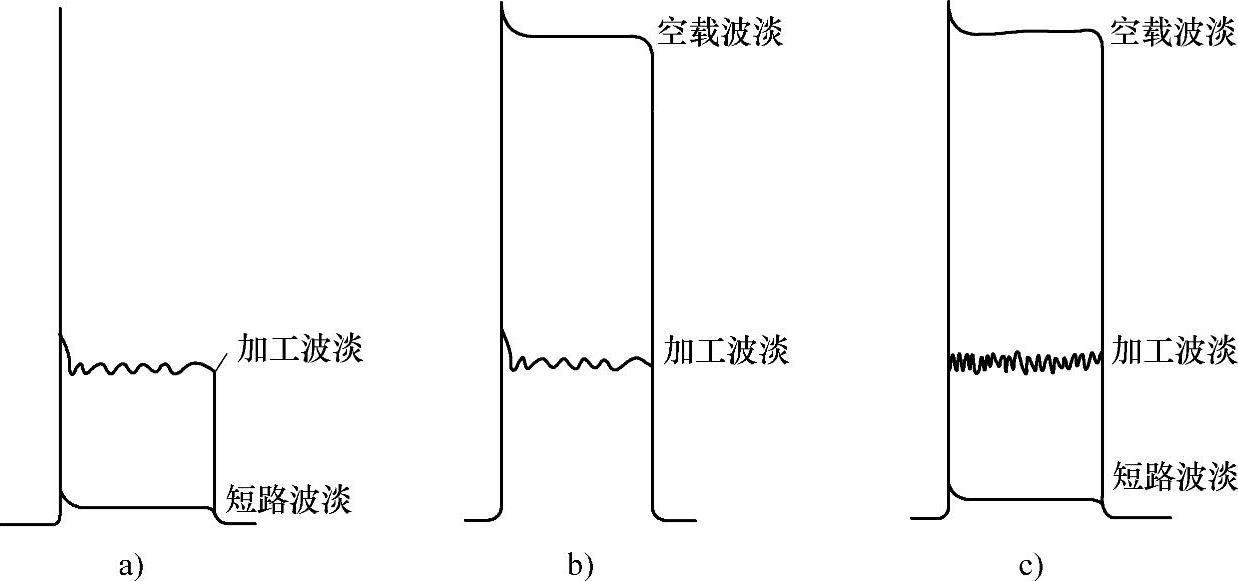
图3.3-6 加工时的几种波形
a)过跟踪 b)欠跟踪 c)正常跟踪
表3.3-9 根据实时检测的加工时波形判断加工状态
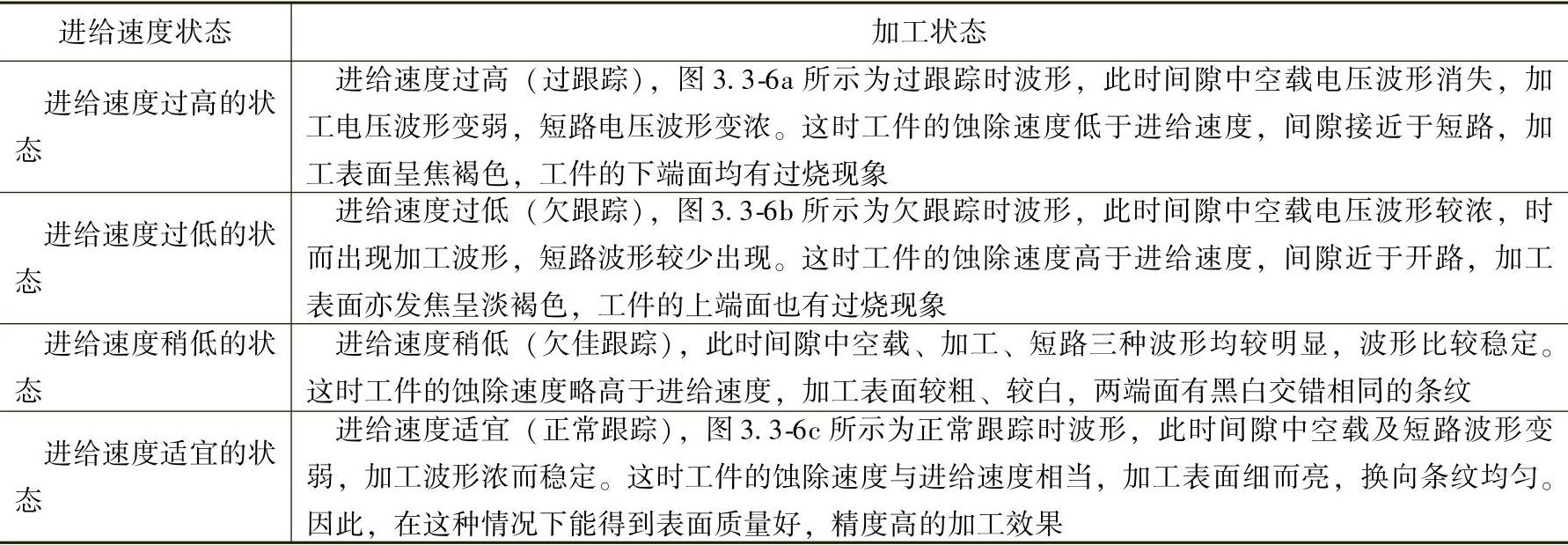
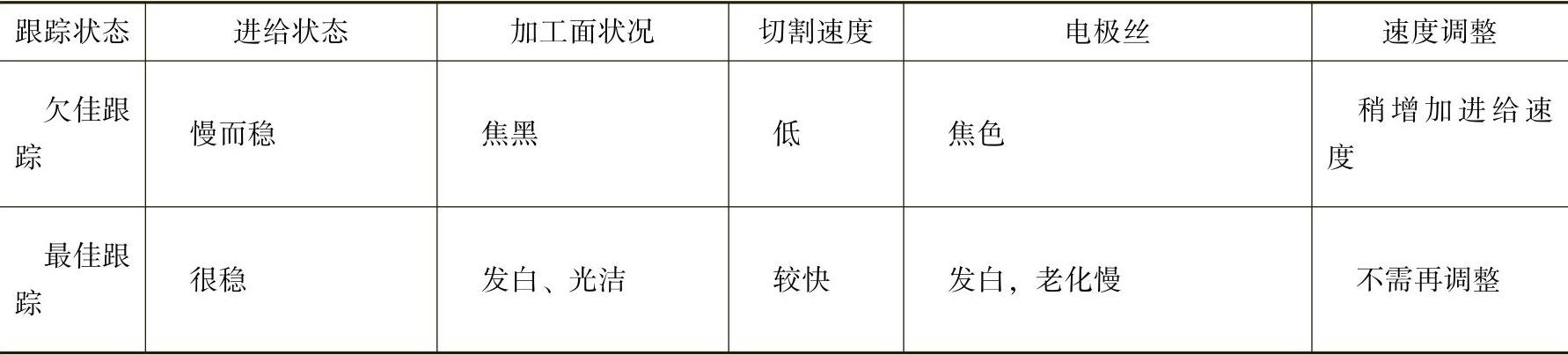
表3.3-10 跟踪状态对加工效果的影响

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。