



3.2.1.1 高速走丝电火花线切割机床型号
我国生产的高速走丝电火花线切割机床的型号是根据GB/T 15375—2008《金属切削机床 型号编制方法》的规定编制的,机床的型号是由汉语拼音和阿拉伯数字组成,分别表示机床的类别、特性和反映机床技术特征的基本参数。以数控电火花线切割机床DK7716为例,其含义如下:
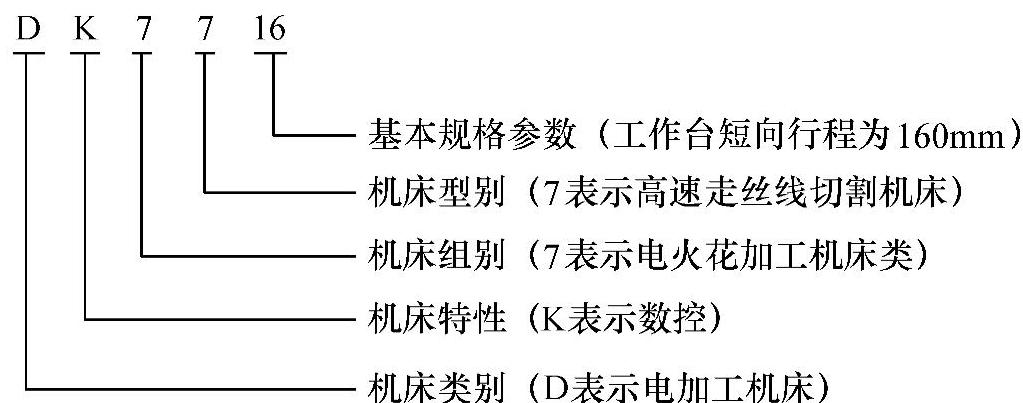
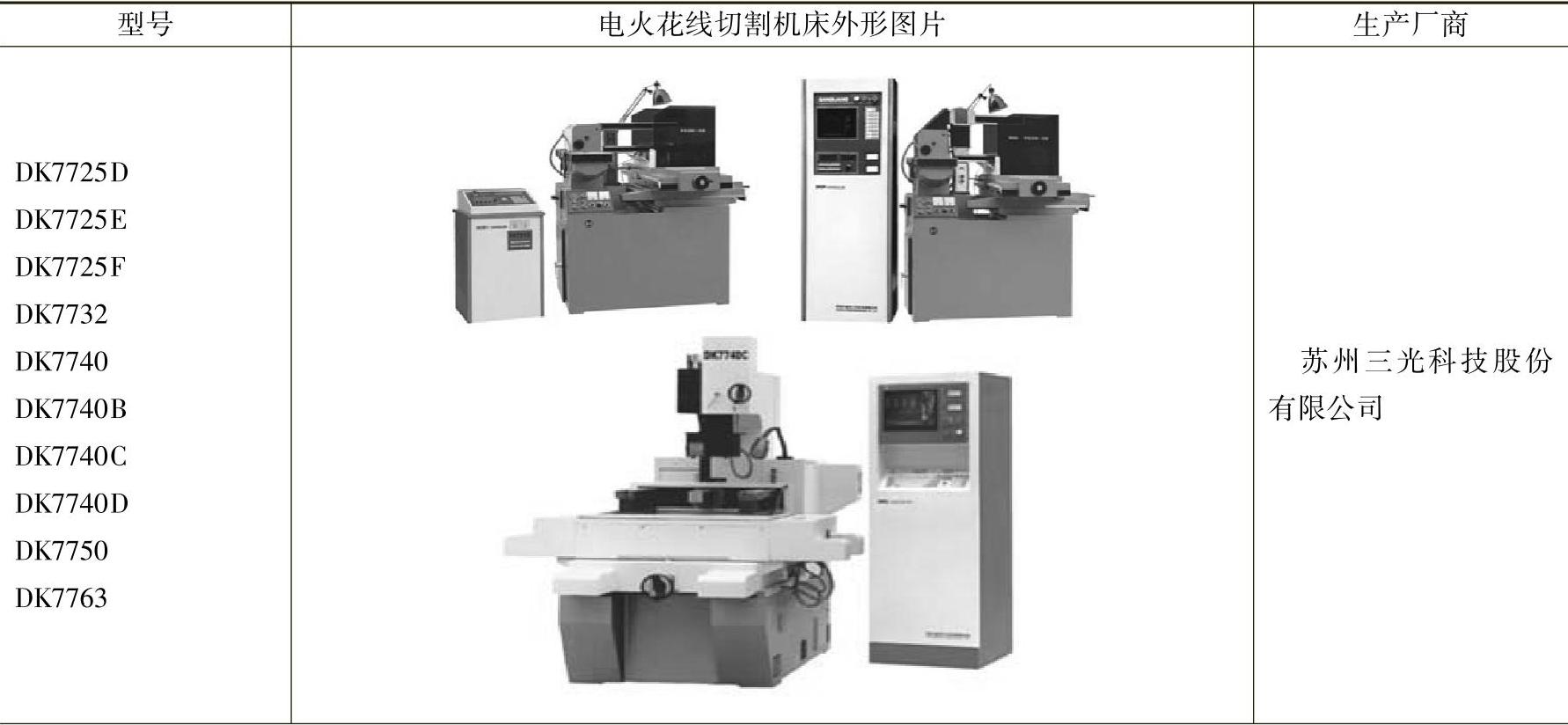
上例型号的编制是国家推荐使用的标准型号编制方式。由于各生产厂近年来生产的机床参数或加工工艺参数较国标有较大的改进,故一些机床型号没有采用国标推荐的编制方法,而是在借鉴国标的情况下自定义的机床型号,如CTW400TB/500TB、FW1/2/3等。表3.2-1给出了国内部分生产厂商生产的高速走丝线切割机床的型号及外形图片。
表3.2-1 国内部分生产厂商生产的高速走丝线切割机床型号及外形图片
(续)

(续)

3.2.1.2 高速走丝电火花线切割机床主要技术参数
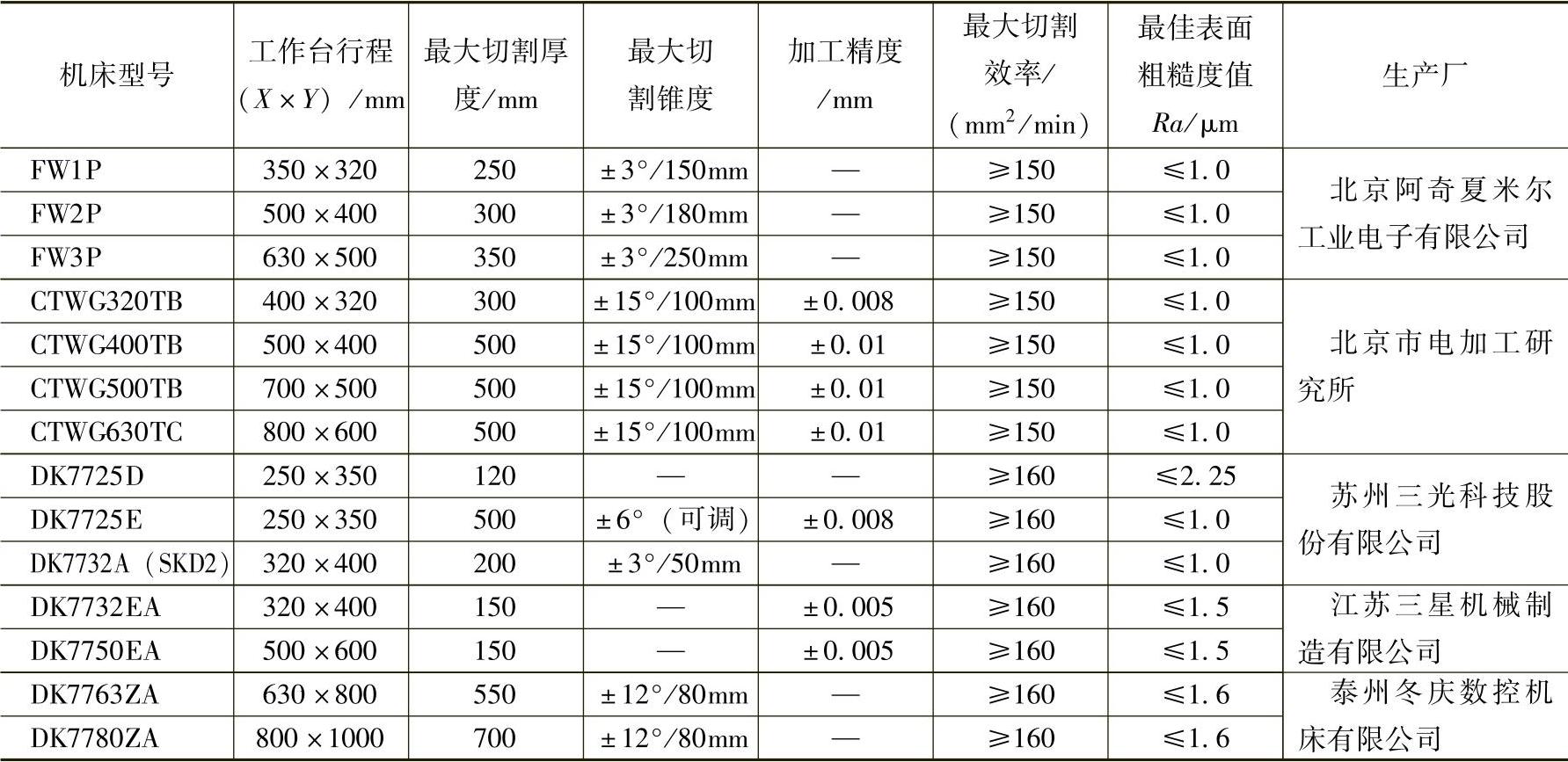
高速走丝电火花线切割机床的主要技术参数包括:工作台的横向(X向)行程、纵向(Y向)行程及最大承载质量,以及被加工工件的最大加工厚度、最大切割锥度等。表3.2-2所示为GB/T7925—2005《电火花线切割机(往复走丝型)参数》标准规定的高速电火花线切割机床及主要参数。表3.2-3所示为国内及合资企业生产的自定义型号的高速走丝电火花线切割机床的型号和主要技术参数。
表3.2-2 我国生产的高速走丝电火花线切割机床及主要参数(GB/T 7925—2005)

(续)

表3.2-3 部分国内及合资企业生产自定义型号高速走丝线切割机床及主要技术参数
3.2.1.3 高速走丝电火花线切割机床精度检验标准及检验方法(https://www.xing528.com)
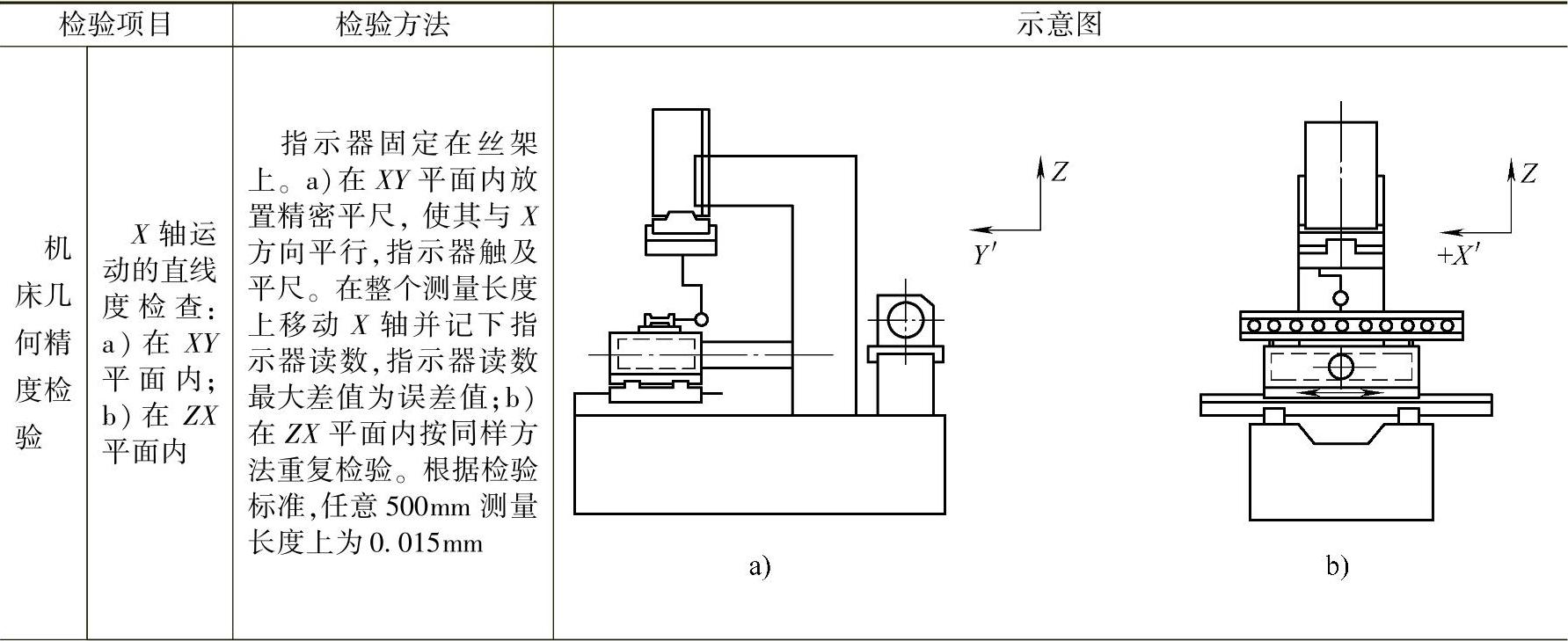
设计与制造电火花线切割机床,应遵照国家标准GB/T 7926—2005《电火花线切割机(往复走丝型)精度检验》及行业标准JB/T 10082—2000《电火花线切割机 技术条件》的有关要求来进行。而且在机床出厂前必须按该标准进行检验,合格后方可出厂。另外,用户验收时或大修及使用过程中出现问题时都要进行精度检验,以确认机床的各项精度是否符合要求。机床精度是直接影响被加工件的精度,也是机床质量的保证。精度检验项目、检验方法及允差标准见表3.2-4,通常根据用户的要求,各生产厂的企业检验标准一般都高于此标准。
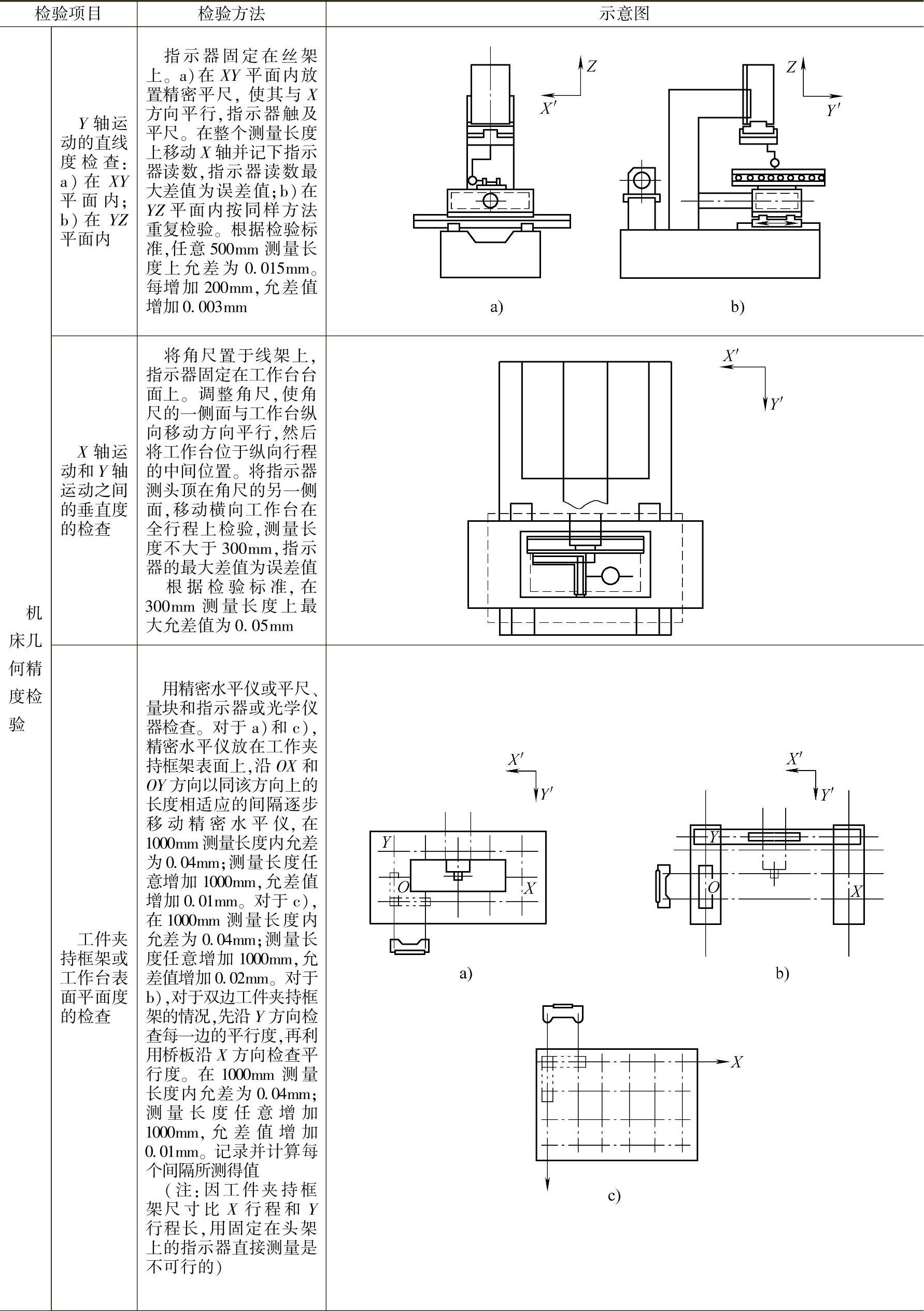
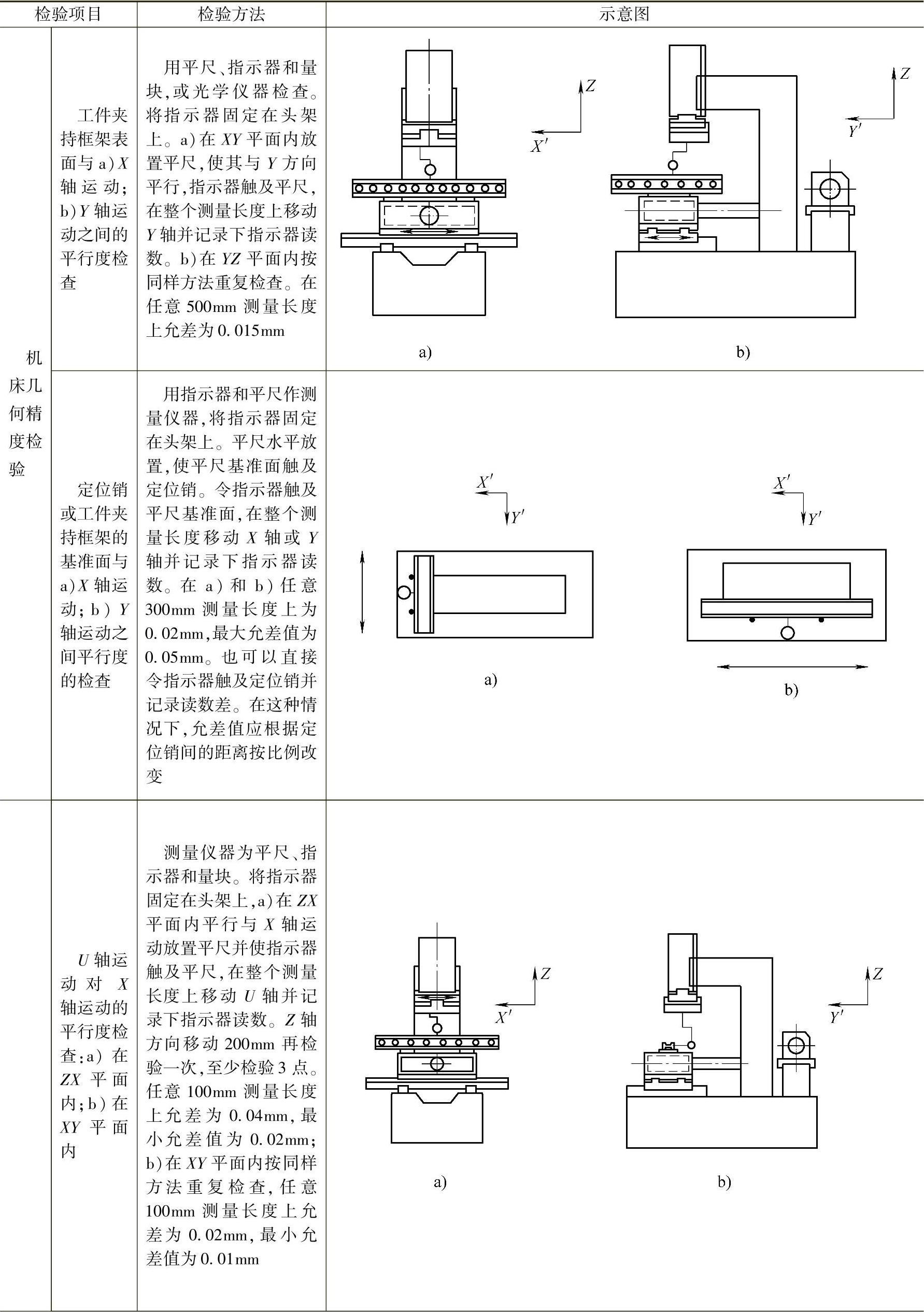
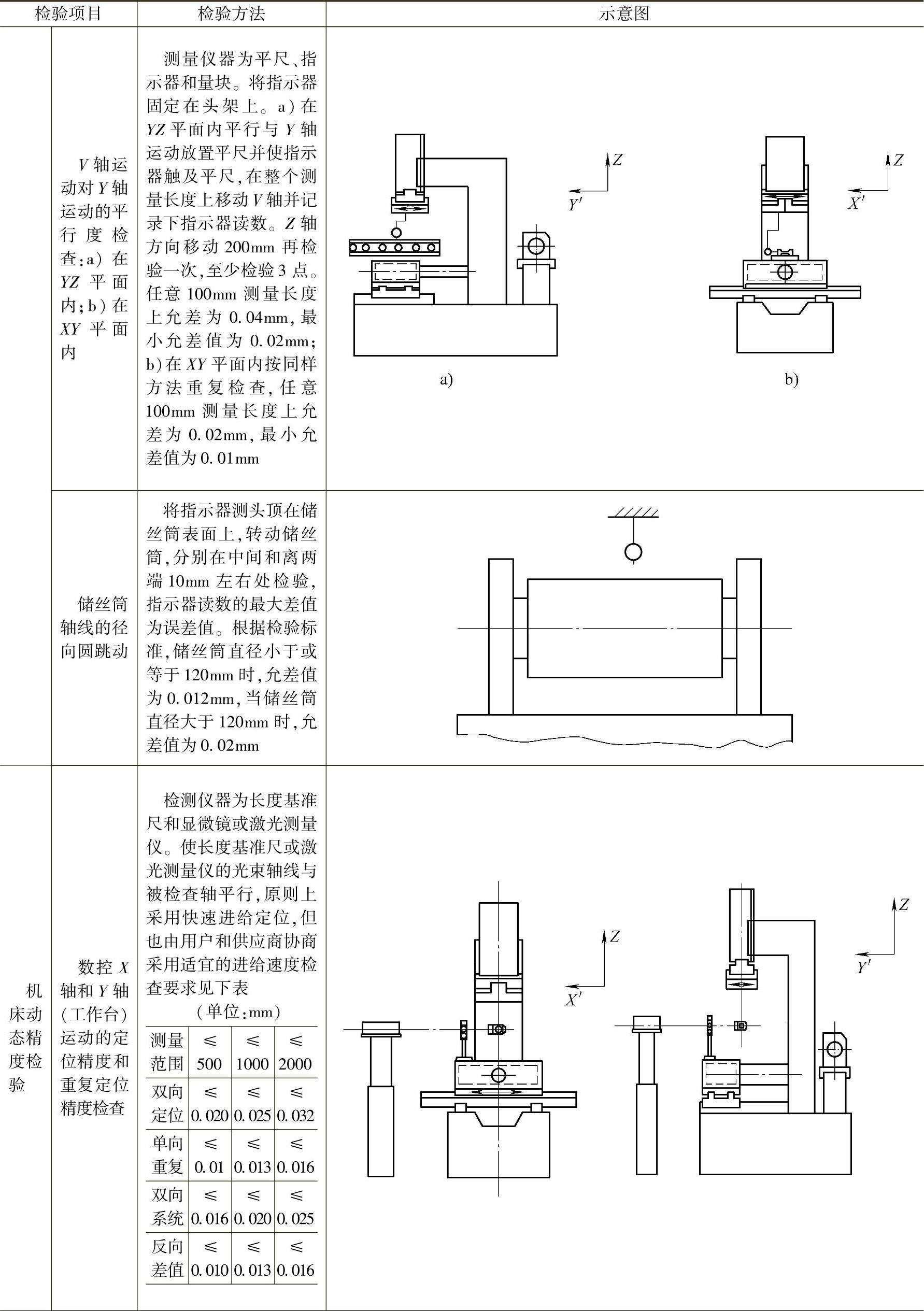
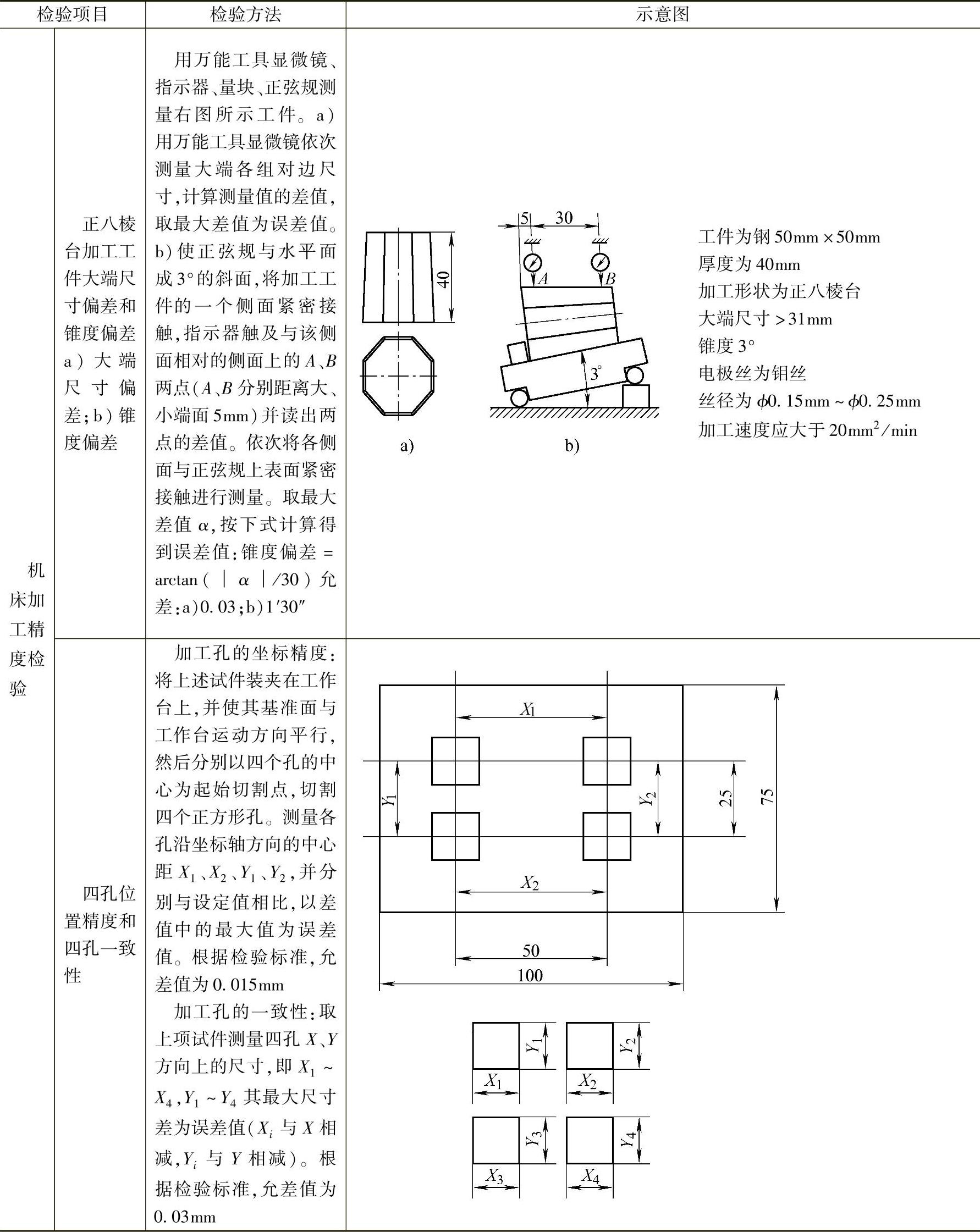
表3.2-4 高速走丝电火花线切割机床精度检验项目、检验方法及允差
(续)
(续)
(续)
(续)
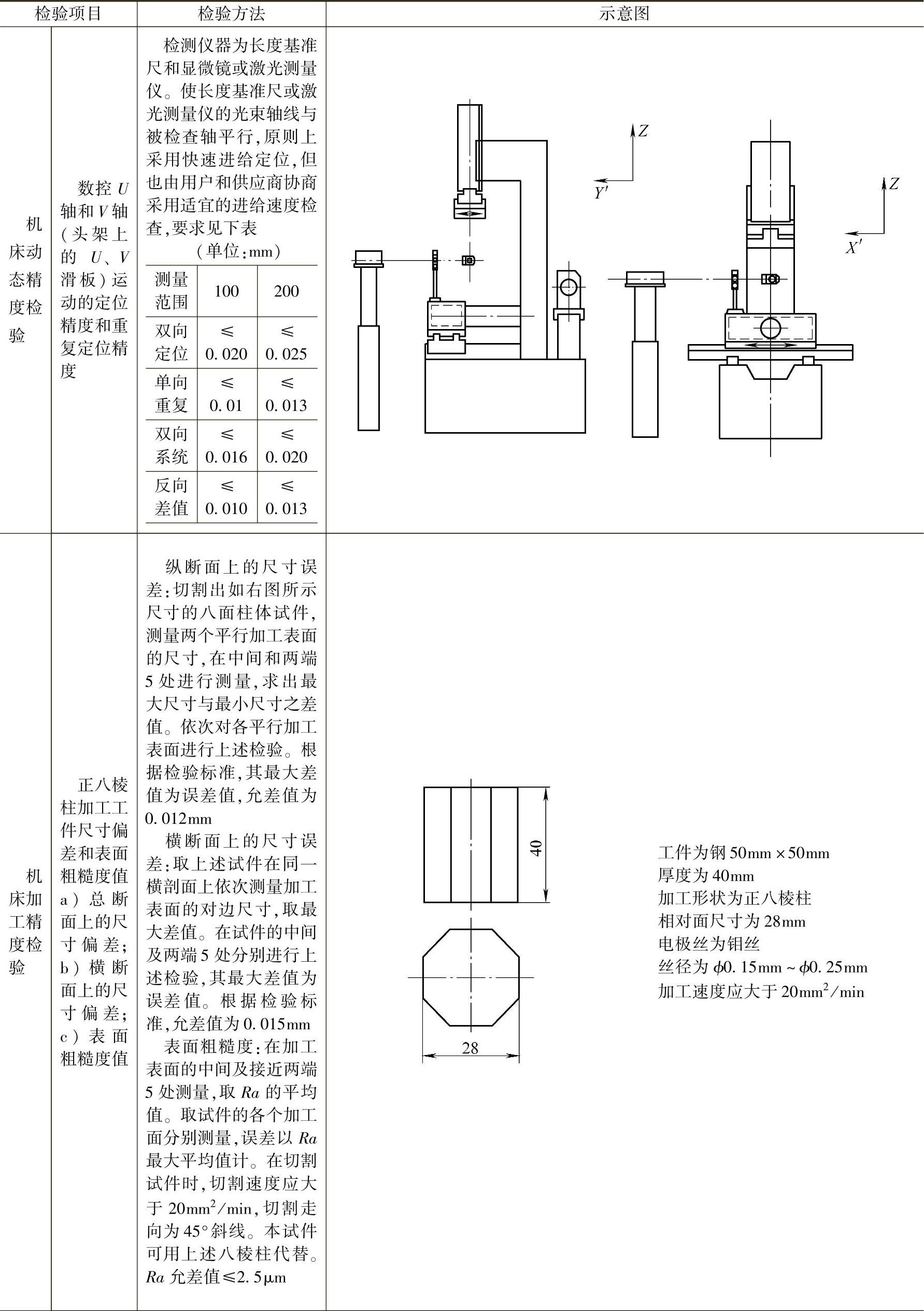
(续)
注:1.允差值小于一个脉冲当量是指相邻停止位置的距离应大于零或小于两个脉冲当量,即不允许有一步不动或一步走整整两个脉冲当量。
2.试件切割厚度需大于或等于5mm。
3.最小正方形孔边长需大于或等于10mm。
4.每次方孔的扩大余量需大于或等于1(允许有R=3mm左右圆角)。
5.正方孔也可用相应的圆孔代替。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。