



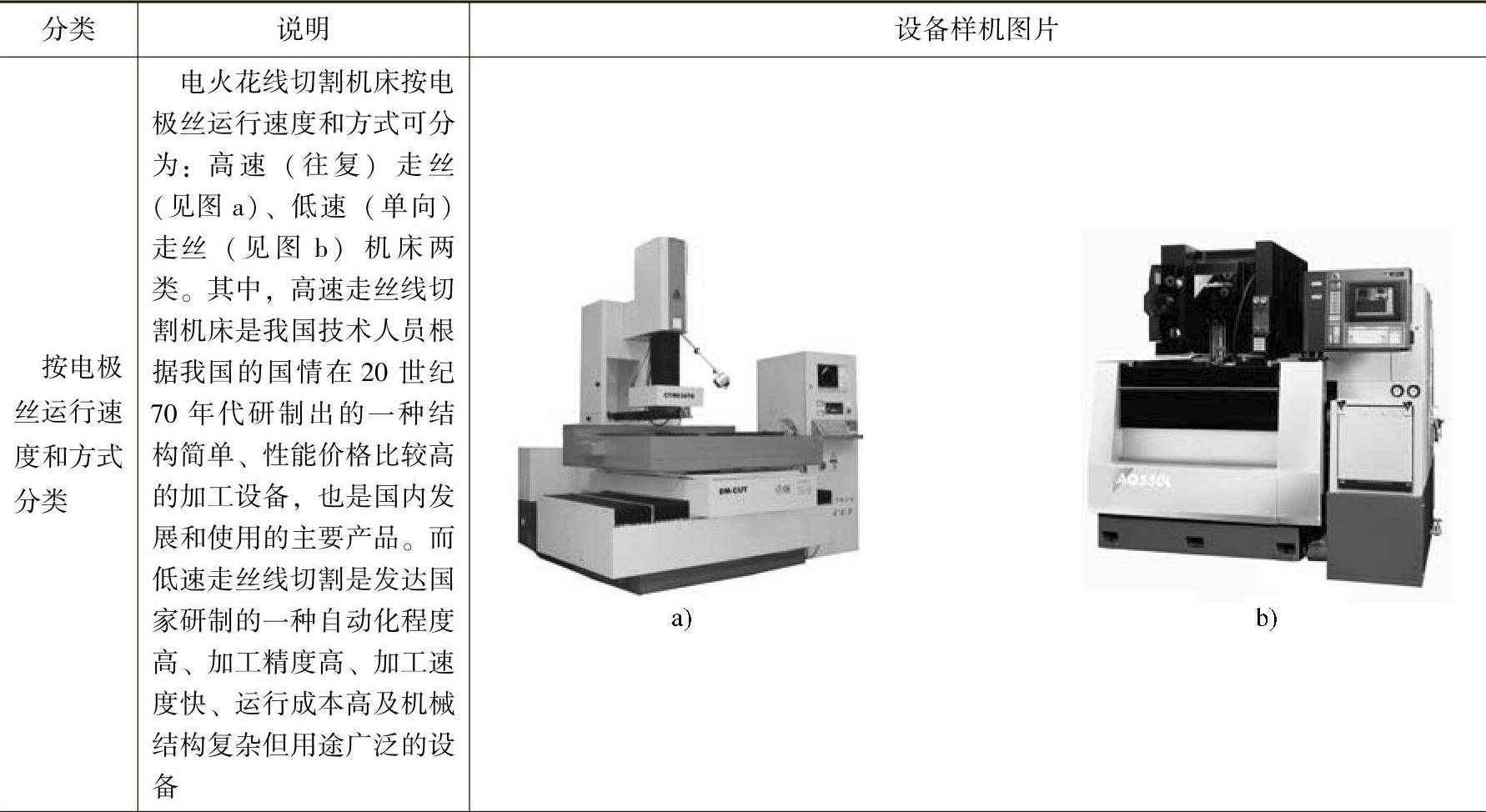
【摘要】:电火花线切割技术的产生比电火花成形加工的历史稍短一些,但也经历了半个世纪的发展历程,现在已经十分成熟,并已经达到了相当高的工艺水平。为适应不同加工工艺的需要,电火花线切割机床的分类方法有多种,一般可以按机床的走丝速度和方式、控制方式、加工范围、电极丝运行方式、电极丝的数量、工作液供给方式等进行分类。表3.1-1给出了电火花线切割加工机床的各种分类方法和设备样机图片。
电火花线切割技术的产生比电火花成形加工的历史稍短一些,但也经历了半个世纪的发展历程,现在已经十分成熟,并已经达到了相当高的工艺水平。切割速度从最初10~100mm2/min,发展到目前大于400mm2/min,表面粗糙度值Ra达到0.1~0.2μm,尺寸精度可以控制在几个微米之内,且设备的自动化、智能化程度不断提高,已成为现代制造业的先进加工手段之一和不可缺少的一种重要工艺方法。为适应不同加工工艺的需要,电火花线切割机床的分类方法有多种,一般可以按机床的走丝速度和方式、控制方式、加工范围、电极丝运行方式、电极丝的数量、工作液供给方式等进行分类。表3.1-1给出了电火花线切割加工机床的各种分类方法和设备样机图片。
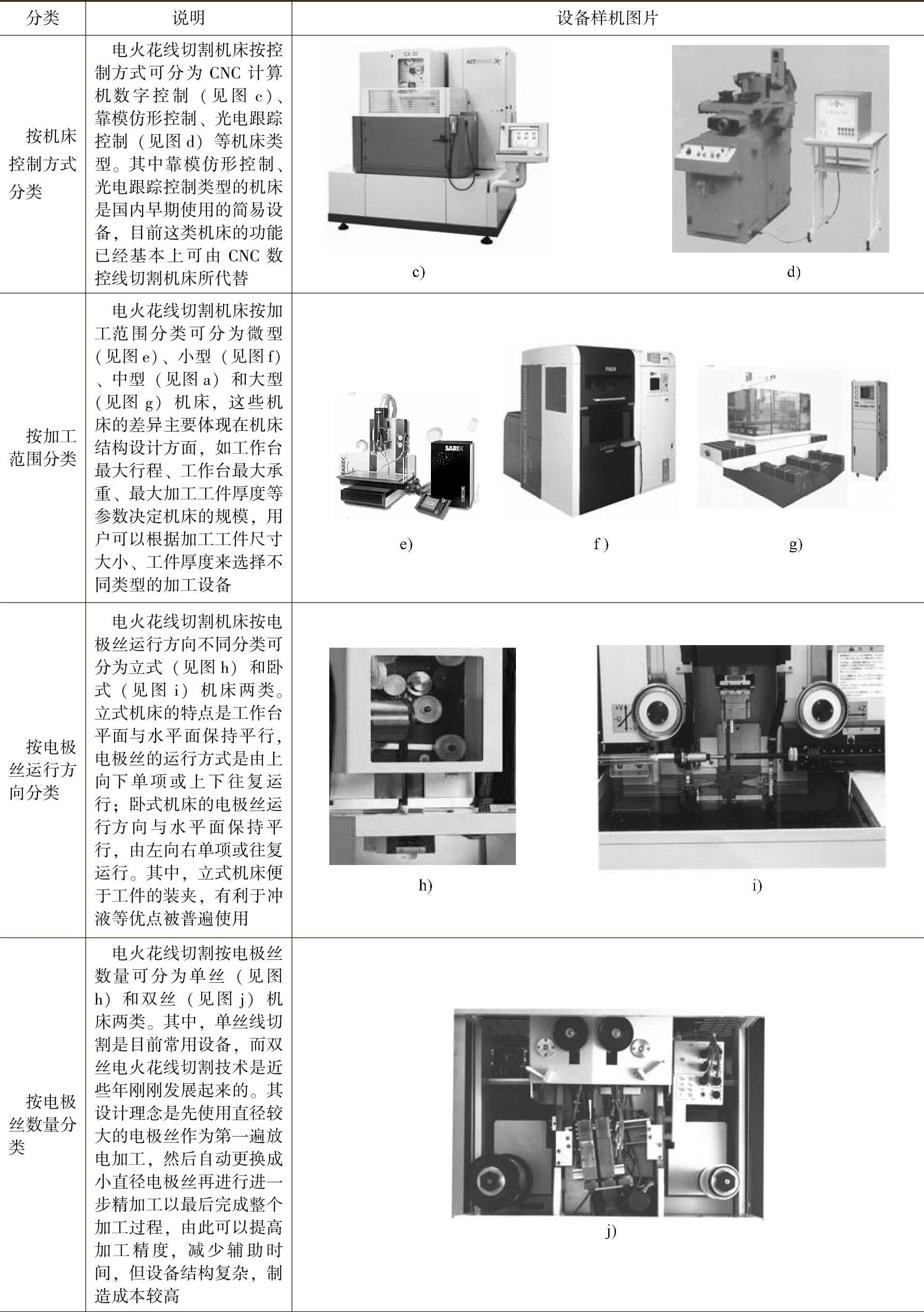
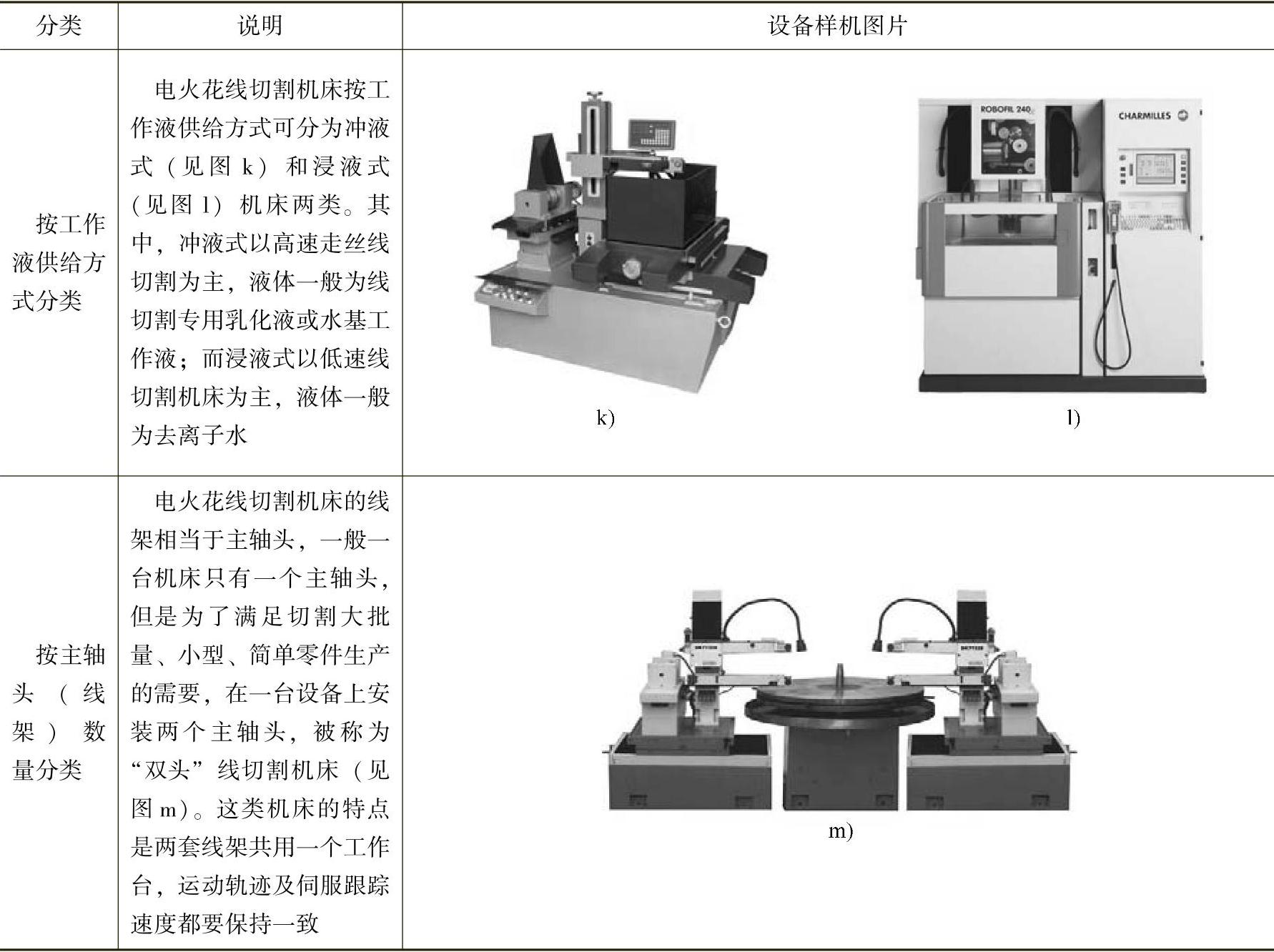
表3.1-1 电火花线切割加工机床的分类和设备样机图片
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
从表3.1-1可见,电火花线切割机床的分类方式较多,但是目前国内外普遍采用的分类方式是按电极丝运行速度的分类方式,也就是说将电火花线切割分成两大类——高速走丝电火花线切割机床(WEDM-HS)和低速走丝电火花线切割机床(WEDM-LS)。高速走丝线切割的走丝速度相对较高(7~11m/s),且电极丝作往复运动,而低速走丝线切割的走丝速度相对较低(<15m/min),且走丝方向是单方向的,本章针对这两大类设备分别从机械、电源、控制、编程和加工实例等几个方面进行详细阐述。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。