



图2.5-33 气体中WEDG加工的微细轴
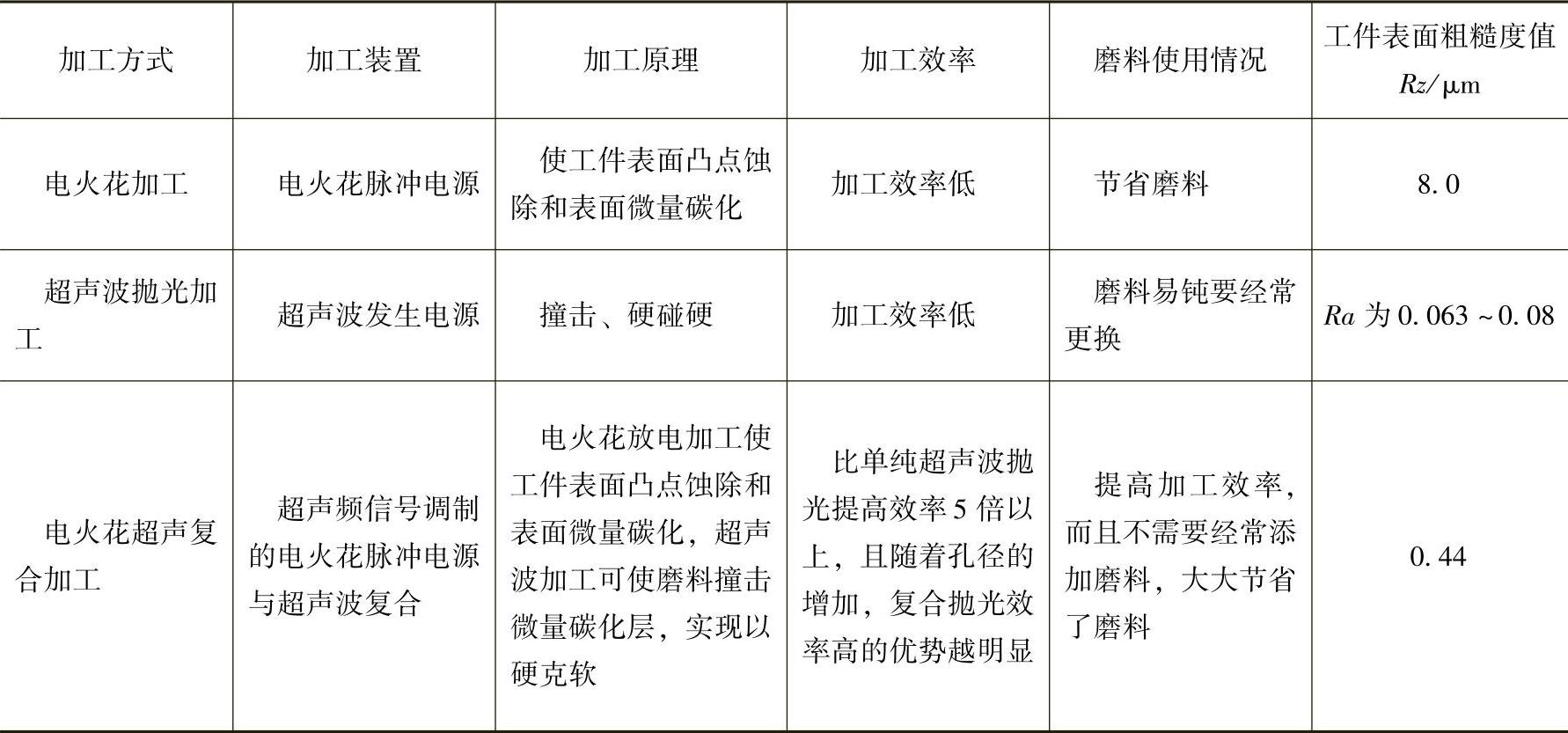
电火花超声复合加工是指辅以超声振动的复合放电加工。目前,实用的主要有超声电火花复合抛光和超声电火花复合打孔,多用于小孔、窄缝、异形孔及表面光整等精微加工。通过采用超声频信号调制高频电火花脉冲电源,可实现电火花超声复合加工。不同抛光方式加工效果见表2.5-20。
表2.5-20 不同抛光方式加工效果
2.5.7.1 电火花超声复合抛光
有关电火花超声复合抛光的加工原理、加工特点、影响因素和加工设备等,见表2.5-21。
表2.5-21 电火花超声复合抛光
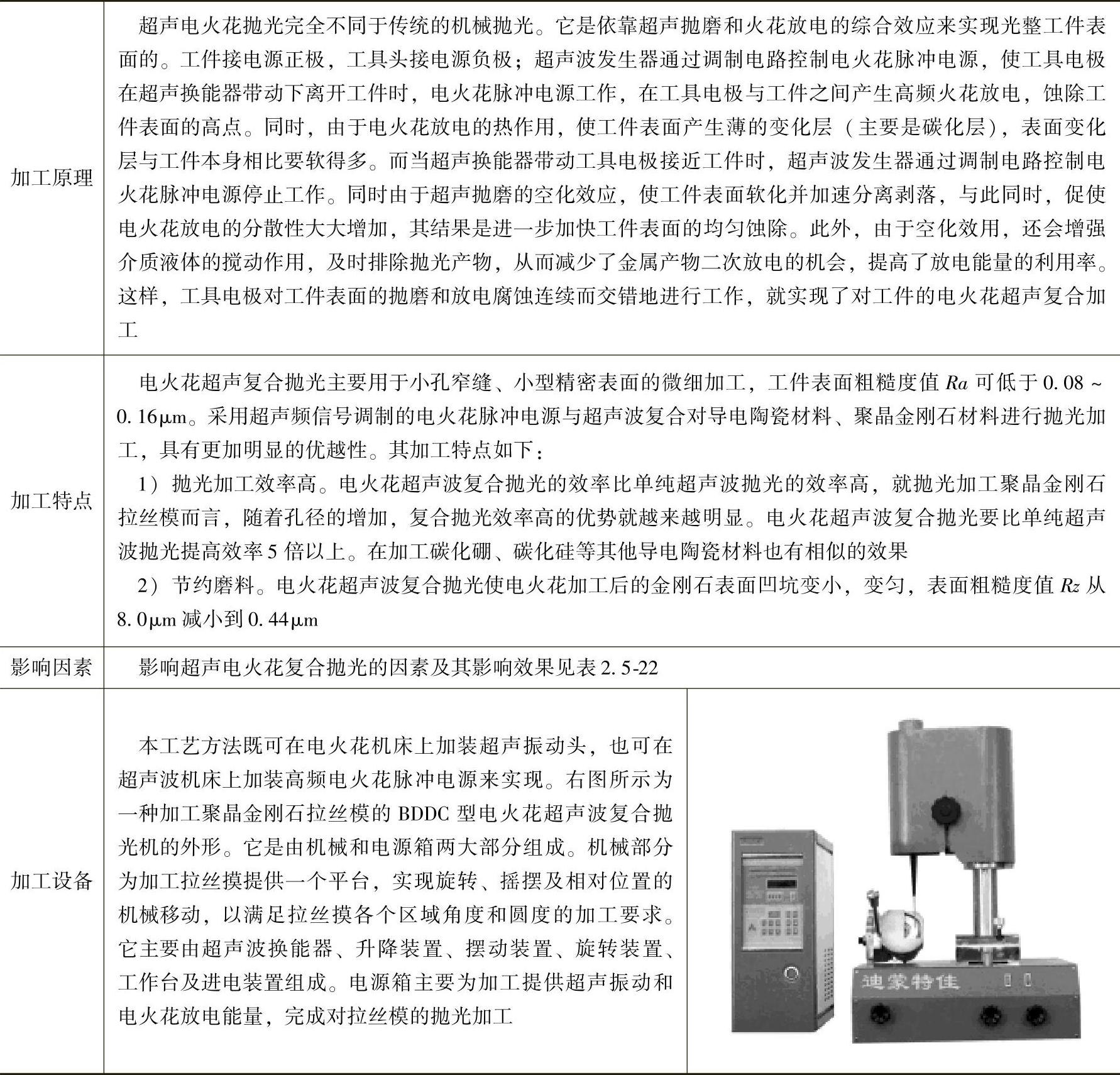
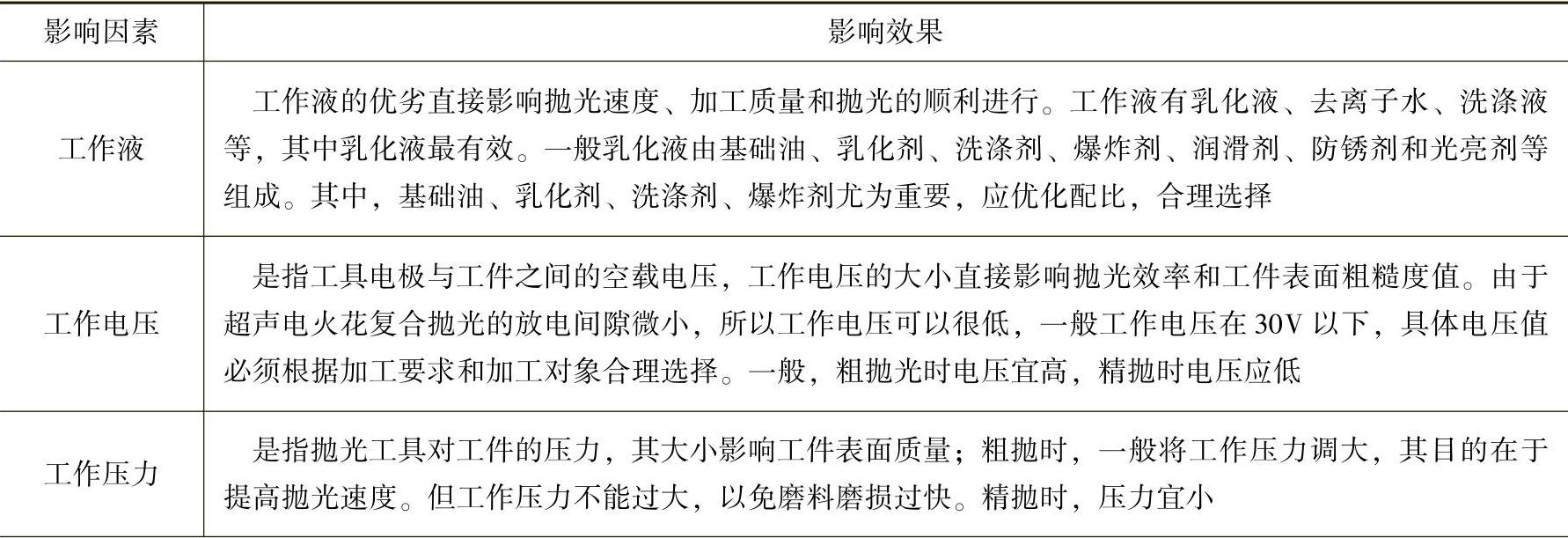
表2.5-22 影响超声电火花复合抛光的因素
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
2.5.7.2 电火花超声复合打孔
1.超声电火花复合打孔的加工原理
超声与电火花加工相结合的超声电火花复合打孔,是将超声声学部件固定在电火花加工机床的主轴头下部,电火花加工用的脉冲电源加到工具(电极)和工件上(加工孔时工件接正极)。加工时,主轴作伺服进给运动,工具端面作超声振动。这样,可有效地提高放电脉冲利用率达50%以上,提高生产率数倍至数十倍,加工面积越小、加工用量越小,生产率提高越多,故适合微孔加工。
2.超声电火花复合打孔的工艺效果与应用
(1)提高加工深度和加工速度 在同样的条件下打孔,超声电火花复合打孔的速度是电火花打孔深度的3倍以上。
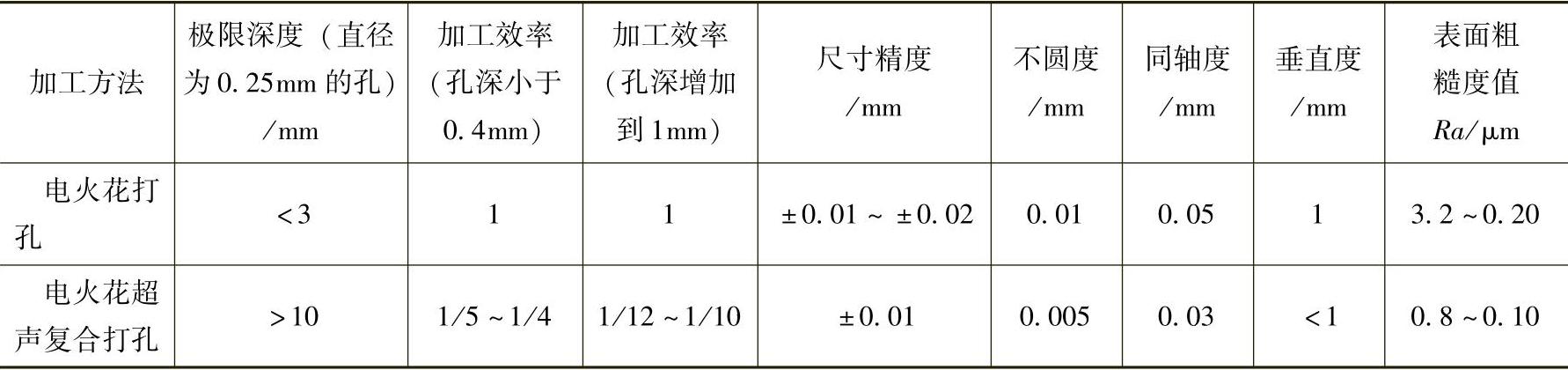
(2)提高打孔精度,降低孔的表面粗糙度值 由表2.5-23可知,超声电火花复合打孔的尺寸精度、形位精度和孔的表面质量明显优于电火花打孔。
表2.5-23 不同打孔方法加工效果的对比
(3)优势明显 由于电火花超声复合打孔具有超声和放电加工的优点,已较为广泛地用于微孔加工。表2.5-24所示为电火花超声复合打孔的加工效果。
表2.5-24 电火花超声复合打孔加工效果

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。