



2.5.5.1 金属电火花表面强化
1.金属电火花表面强化的原理与特点
金属电火花表面强化是利用工具电极与工件表面之间在气体中放电,使金属表面产生物理化学变化,借以提高工件表面硬度、强度、耐磨性等性能的金属表面处理方法。
(1)电火花表面强化的原理 图2.5-13所示为金属电火花表面强化的加工原理示意图。在工具电极和工件之间接上直流或交流电源,由于振动器的作用,电极与工件的放电间隙频繁发生变化,电极与工件间不断产生火花放电,从而实现对金属表面的强化。
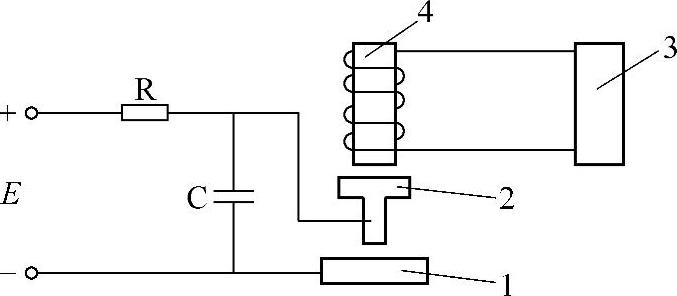
图2.5-13 金属电火花表面强化的加工原理示意图
1—工件 2—电极 3—振动器电源 4—振动器
图2.5-14所示为强化过程示意图。当电极与工件分开较大距离时,电源经电阻R对电容器充电,工具电极在振动器带动下向工件运动(见图2.5-14a);当工具电极与工件之间的间隙接近到某个距离时,两者间产生火花放电(见图2.5-14b);工具电极继续接近工件,并与工件接触,火花放电停止,在接触点流过短路电流,使该处继续加热,由于电极以适当压力压向工件,使熔化了的材料互相粘接、扩散而形成合金或产生新的化合物(见图2.5-14c);工具电极在振动器作用下,离开工件,工件放电部位急剧冷却(见图2.5-14d)。经多次放电,并相应移动电极的位置,就能在工件表面形成强化层。
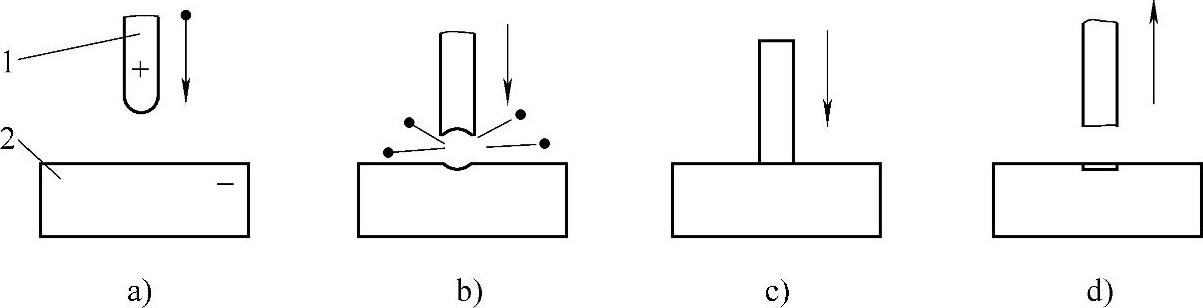
图2.5-14 强化过程示意图
1—电极 2—工件
(2)表面强化的物理化学过程 金属表面层能够强化是由于在脉冲放电作用下,金属表面发生了物理化学变化过程,主要包括超高速淬火、渗氮、渗碳、工具电极材料的转移四个方面。
1)超高速淬火。由于电火花放电使得工件表面极小面积的金属被加热到高温,使得该范围内的金属熔化和部分汽化。电火花放电的时间是很短暂的,这时被加热的金属周围是大量冷的金属,故被电火花放电加热了的金属会以很快的速度冷却下来,便对金属表面层完成了超高速淬火的过程。
2)渗氮。在电火花放电通道区域内,温度很高,空气中的氮分子呈原子状态,与受高温熔化的金属有关元素化合成高硬度的金属氮化物,如氮化铁、氮化铬等。
3)渗碳。来自石墨电极或周围介质的碳元素溶解在加热而熔化的铁中,形成金属的碳化物,如碳化铁、碳化铬等。
4)工具电极材料的转移。在电极压力和电火花放电条件下,工具电极的材料接触转移到工件金属熔融表面,有关金属合金元素(钨、钛、铬等)迅速扩散在金属的表面层。
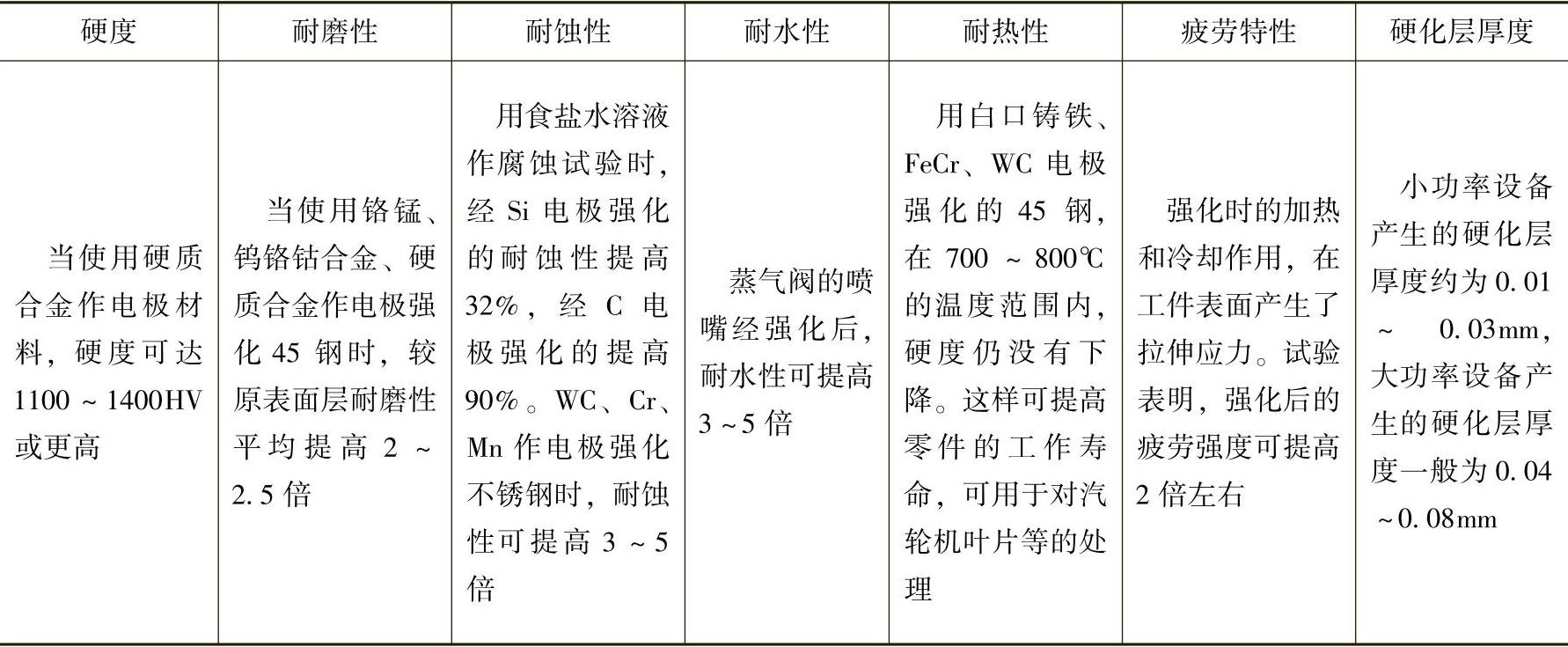
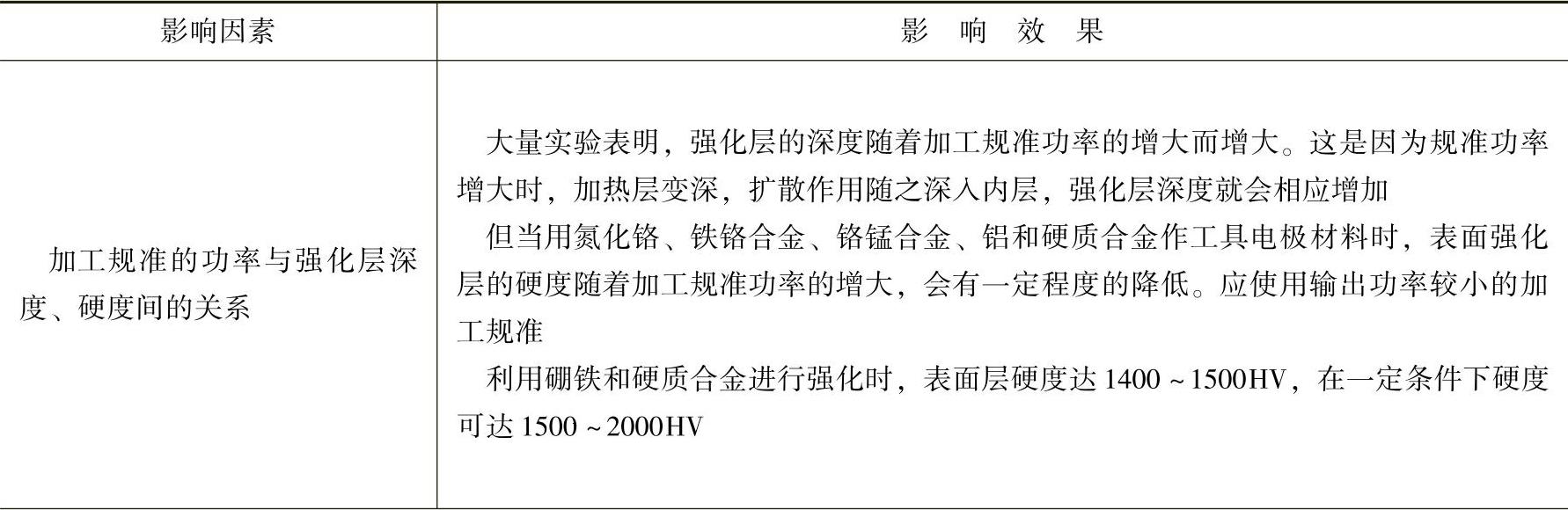
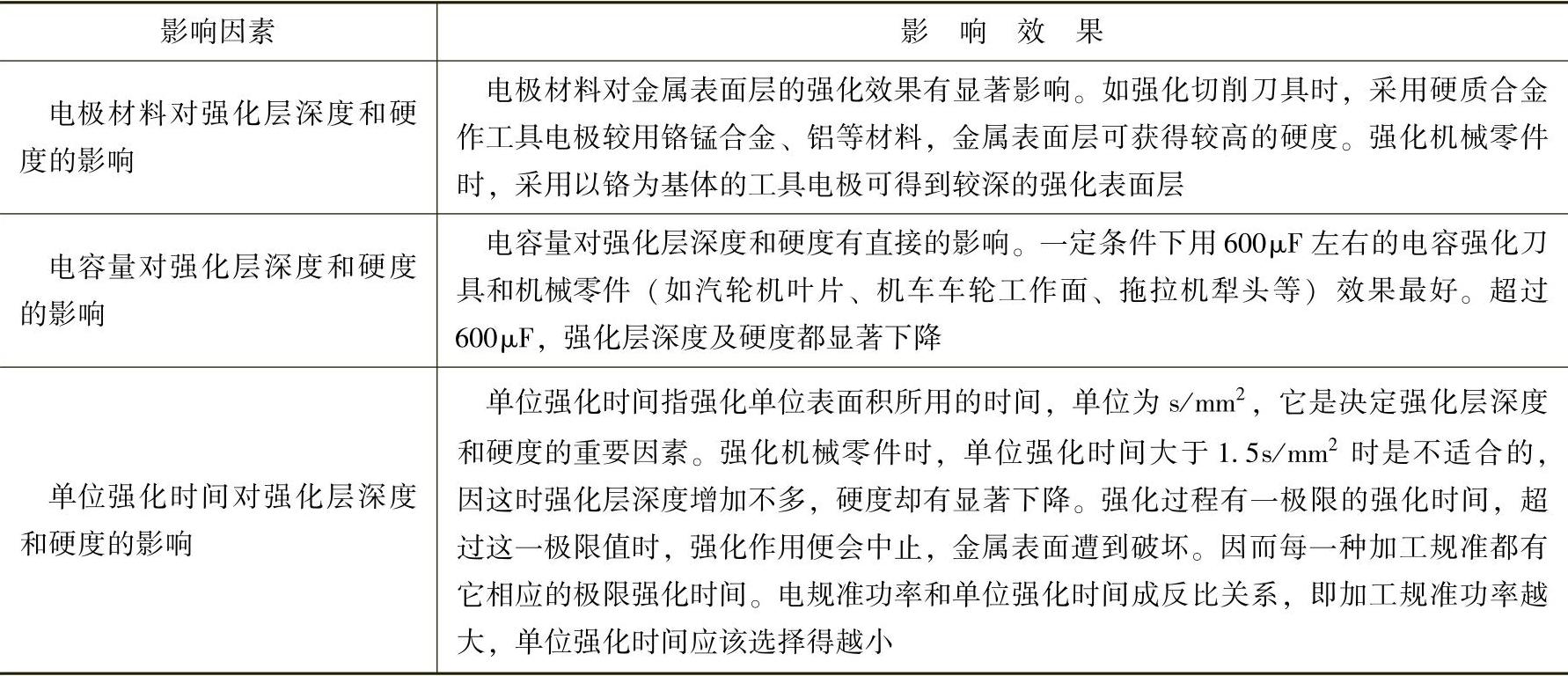
(3)强化层的特性 使用不同材料强化后工件性能的变化见表2.5-13。
表2.5-13 强化后工件性能的变化
2.表面强化装置
目前采用的电火花表面强化装置一般制成便携式的,它由电源和电磁振动器组成。(https://www.xing528.com)
(1)电源 该电源最大特点是简单,其工作原理是将220V的交流电压经变压器(也可增加整流部分)降压输出,通过最简单的RC振荡电路,作用于工具电极与工件金属表面的间隙中,如图2.5-15所示。空载电压一般在10~100V内分档可调,电容在5~100μF分档可调(较大功率的电源可达到500~700μF),相应加工短路电流可控制在0.25A到几安培范围内。
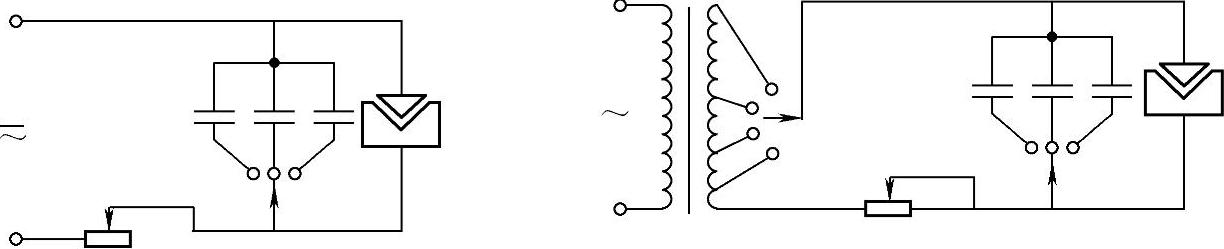
图2.5-15 电源工作原理示意图
(2)电磁振动器 电磁振动器用来保持工具电极和工件间不断发生火花放电,使工具电极和工件周期性地互相接近、接触和离开。电磁振动器的结构种类很多,一部分振动器振动幅度是可调的,但大部分的振动幅度是固定不变的。电气调节法是用串联在振动器绕组电路中的变阻器来改变绕组电流强度的。机械调节的方法则是改变电磁衔铁弹簧的弹性。
3.电火花强化工艺及其应用
(1)工艺特性 电火花强化加工的工艺特性见表2.5-14。
表2.5-14 电火花强化的工艺特性
(续)
(2)电火花强化的实际应用 利用电火花强化金属表面的方法较其他方法简单,效果较好,因此在生产中得到了较多的应用。利用电火花强化装置可强化各种模具和金属切削刀具、木工工具、机车的易磨损工件,在磨料介质中工作的各种机械零件(如钻探工具,挖土机和筑路机的零件,煤和沙土、矿石等运输机的零件等)及较大型机械零件的工作面、易磨损面(如大型机床的导轨等),还可对高温和尘土介质中工作的机器相应表面进行强化,如燃气轮机的叶片,机车的排烟机轮叶,以及压铸模、锻模等。
刀具和零件经过电火花强化后,为得到所要求的精度,可进行适当的磨削加工,磨削后并不会影响强化层的硬度和耐磨强度(在保持表面层的硬层条件下)。磨削后在强化层表面会残留微孔,将显著改善配合零件的润滑条件,这从另一方面又可提高耐磨性能。
2.5.5.2 电火花刻字
在量具、刃具上刻字和打印记,过去常用酸洗的办法,工艺复杂,缺点很多。而采用电火花刻字打印的方法,工艺简单,有很大优越性。用铜片或铁片制成字头图形,使之与工件在气体中脉冲放电,而实现刻字打印,如图2.5-16所示。
图2.5-15中工具电极(字头)和工件均置于空气之中,靠自重使两者相互接触,当同时按下K1和K2时,两极短路,这时电磁铁中通过电流吸引字头向上。在字头瞬时离开工件时,由R2和C1等组成的弛张式脉冲电源使字头与工件间产生放电。当K1和K2断开时,字头复位仍和工件相接触。如此重复,字头上下振动,反复短路、开路,便将放电蚀出产物镀覆在工件表面,与字头图形相仿。一般说,每打一个印记约用时0.5~1s。如果不用成形字头而用铁丝、钨丝等做工具电极,仿型刻字,每打一件需2~3s。
为了刻字方便,可制成手刻字的电笔,如图2.5-17所示。为操作安全,电源电压取36V。不过,使用低电压工作所刻字的清晰度较差。
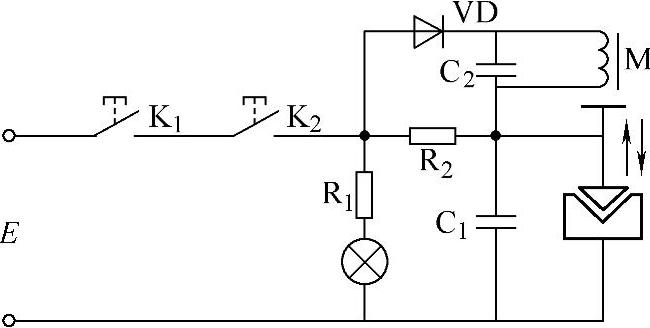
图2.5-16 刻字打印工作原理图
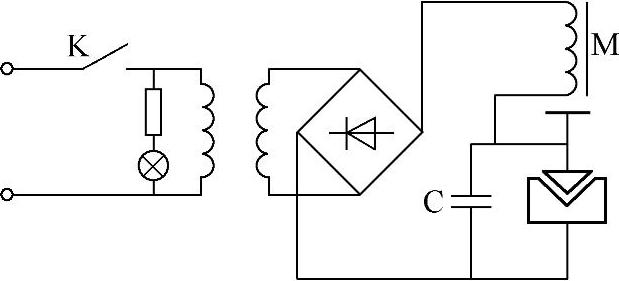
图2.5-17 刻字电笔工作原理图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。